
Fターム[3C037EE02]の内容
穴あけ工具 (3,056) | 他の加工具との組合せ (91) | ねじ切り工具 (7)
Fターム[3C037EE02]に分類される特許
1 - 7 / 7
ドリル付きタップ
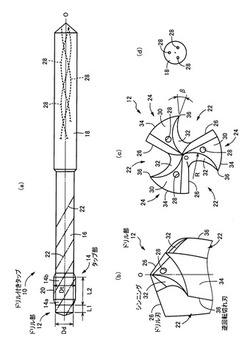
【課題】下穴を切削加工しつつ同時にめねじを切削加工するドリル付きタップにおいて、めねじを高い精度で切削加工できるようにする。
【解決手段】ドリル部12の複数のランド24のヒールにドリル直径Ddと同一寸法の刃先径で逆回転切れ刃36が設けられ、めねじ52を切削加工した後にドリル付きタップ10を抜き出す際に、正のすくい角βで切削加工が行われるようになっている。このため、ドリル刃26により下穴50を切削加工しつつタップ部14でめねじ52の切削加工が行われた段階で、弾性によりめねじ52の内径がドリル直径Ddよりも小さくなっている場合、上記逆回転切れ刃36によってそのめねじ52の内径すなわちねじ山の山頂部分が切削除去され、めねじ52の内径の寸法精度が向上するとともに、そのめねじ52の山頂にかえりが発生する恐れがなく、めねじ52を高い精度で加工できる。
(もっと読む)
前面が凹んだ組み合わせ工具

【課題】雌ねじを作成する。
【解決手段】本発明は、(a)少なくとも一つの刃先(11,13)を有する少なくとも一つの切削領域(5)と、(b)少なくとも一つのねじ山成形領域(6)と、を備え、(c)切削領域(5)とねじ山成形領域(6)とが工具軸(A)の周りに共に回転可能であるかまたは共に回転するように互いに接続されており、(d)少なくとも一つの切削領域(5)が前面工具端(19)に少なくとも一部形成されており、および/または少なくとも一つの切削領域(5)が前面工具端(19)と隣接しており、(e)チップを受け入れることを目的とする前面凹部(15)が前面工具端(19)に形成されている、ねじ山、特に雌ねじを作成する工具(2)に関する。
(もっと読む)
皿穴付きねじ孔の製造方法とこの方法を実施するためのドリル
本発明に基づく皿穴付きねじ孔の製造方法は次の工程を含んでいる。即ち、端面(9)における少なくとも1つのきりもみ主切刃(10)と外周面におけるねじ切り歯(8)とを備えボール盤の主スピンドルと運動力学的に連結されたドリルが、1回の作業工程において、主スピンドルの長手方向(3)にワークに向けて送られ、コア孔のきりもみ又は中ぐりおよびコア孔の内周壁の雌ねじ切りを同期して実施する。第2工程において、そのように製造されたねじ孔からドリルが引き抜かれ、ドリルの主スピンドルが、その中心長手方向(3)に対して直角にドリルをねじ孔の縁に送る。その主スピンドルはドリルをねじ孔の縁に沿った円運動で案内し、その場合、ドリルに設けられた面取り部(14)がねじ孔の縁に皿穴を切削する。 (もっと読む)
ドリルネジ切り具
【課題】 ドリル、ネジ切りを一体にし、作業効率を良くするドリルネジ切りを提供する。
【解決手段】 ドリル後部にネジ切り部を取り付け、ドリル、ネジ切りが1工程で作業をするドリルネジ切り具である。
(もっと読む)
ドリルねじ切りフライス
【課題】チップの長い材料をより効率的に加工することができ、および/または切刃が安定するが、これは特に鋼などの高強度で硬い材料で有利な、ドリルねじ切りフライスを提供する。
【解決手段】穿孔を形成し、続いて穿孔の内部にねじ山をフライスするためのドリルねじ切りフライスであって、このドリルねじ切りフライス(1)は作用領域を有し、円周(3)上には複数のドリル刃とフライス刃が配置される。二より大きい係数分だけドリル刃の数よりも多い複数のフライス刃(7、8、9、10)が回転方向に配置されるか効力を有する。
(もっと読む)
ねじ加工工具
【課題】ドリル部外周にタップ部のねじ溝と同じリードのねじ溝を設けたことによる、ドリル部外周切れ刃の一部がすくい角が負角になるため切削抵抗が大きくなり外周切れ刃の摩耗や切れ刃の刃欠けを生ずることを防止し、下穴出口側に発生するばりを小さくして加工品位の向上を図ったねじ加工工具を提供する。
【解決手段】ドリル部 1に連接した塑性加工によりめねじをを形成する盛上タップ部 2を有し、ドリル部 1は先端にある第1先端刃 7と第2先端部 8とを有し、ドリル部 1外周にタップ部 2のねじ溝 6と同じリードのねじ溝 5を設け、第1先端刃 7の第1先端角θ1は第2先端刃 8の第2先端角θ2より大きくし、かつ第1先端刃 7と第2先端部 8との交点 9の径 D12はタップ部のねじ溝 6のねじ谷径D2と等しいかそれより小さい径にした。
(もっと読む)
ドリル刃付きタップ工具及びねじ穴加工方法
【課題】 下穴の加工とねじ切り加工とを同時に行うことを可能とするタップ工具及びそれを用いたねじ穴加工方法を提供する。
【解決手段】 ドリル刃付きタップ工具11は、シャンク部13と、シャンク部13から延びている刃部15と、刃部15の先端に設けられたドリル刃21と、シャンク部13とドリル刃21との間において刃部15の外周面から半径方向に突出した完全ねじ山形状のねじ切り刃23とを備え、ねじ切り刃23はドリル刃21の最外端を越えて半径方向に突出するように構成されている。また、ドリル刃付きタップ工具11の回転軸線17周りの回転と回転軸線17方向の送りとを同期させてドリル刃付きタップ工具11を回転軸線17周りに一回転させる毎に回転軸線17方向にねじ切り刃23のリード分だけ前進させることにより、下穴の加工と同時にねじ切り加工を行いねじ穴を加工することができる。
(もっと読む)
1 - 7 / 7
[ Back to top ]