
Fターム[3C040EE01]の内容
鋸引き (2,570) | 鋸歯、鋸歯保持具の検知・検出 (33) | 切断終了 (3)
Fターム[3C040EE01]に分類される特許
1 - 3 / 3
電動工具用自動測長装置
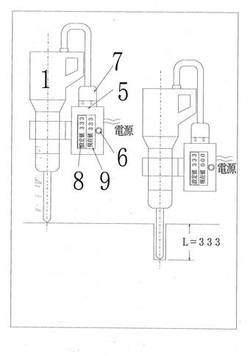
【課題】手持ち式電動工具による削り作業、切り込み作業、穴あけ作業において、必要な長さや深さを誤差なく、簡単に削り、切り込み、穴をあける事を可能とする電動工具用自動測長装置を提供する。
【解決手段】穴あけ前、長さ設定値8の設定値を設定した後、セット押釦6を押して設定値を読み込み、長さ設定値残量表示器9に表示する。電動工具用スイッチを押すと、電動工具が回転し始め、電動工具の先端に取り付けられたキリが穴を開け前進し、進度に併せて長さ設定値残量表示器9の表示が減少し、表示が零に成ると、一致信号が出て、電動機は停止する。
(もっと読む)
ワークの切断装置

【課題】火花や切粉の発生が無く、誰でも簡単に、ワークを切断する。
【解決手段】切断すべきワークWを往復運動させる往復運動機構20と、ワークの往復運動領域を運動方向で2つに分けるように配置され往復運動させられるワークを漸次食い込ませてワークを切断に至らしめる切断刃31と、切断刃をワークに向けて移動させる切断刃移動機構40と、切断刃を所望量ずつワークに向けて前進させ前進した切断刃が後退できないように保持する切断刃前進機構50とを備え、切断刃移動機構により切断刃をワークに向けて移動させワークの表面に当接させ当接状態を検出し切断加工を開始する際の原点を設定し、ワークが2つに分けられた一方の領域から他方の領域に進入が完了した後であって他方の領域から一方の領域に再進入する前に、切断刃前進機構を作動させる。
(もっと読む)
横型帯鋸盤における切断加工終了点検出方法
【課題】 切断終了後の余分な空切削区間をなくすことで、角度切り時の切削効率を向上させた横型帯鋸盤における切断加工終了点検出方法の提供。
【解決手段】 横型帯鋸盤1における切断加工終了点検出方法にして、カッティングヘッド9の旋回角度θ、鋸刃傾斜角α、ワーク幅A1、ワーク高さH、帯鋸刃の走行中心位置から旋回角度θ時の移動バイスジョーのクランプポイントPまでの距離Dおよび旋回角度θ時のクランプ幅A3とにより、前記旋回角度θ時における実際の切断幅A2を切断するのに必要な切断開始位置から切断終了位置までの帯鋸刃の降下量Lθを計算式、Lθ=H+(A3−D・tanθ)・tanαにより演算して求め、降下量Lθを検出したら切断降下を終了させ、余分な空切削区間距離「(A3−A2)・tanα」分の距離の降下動作をなくしたことを特徴とする横型帯鋸盤における切断加工終了点検出方法。
(もっと読む)
1 - 3 / 3
[ Back to top ]