
株式会社アマダマシンツールにより出願された特許
1 - 10 / 65
鋸刃
【課題】 高価な高周波加熱装置や超砥粒チップの接合位置を鋸刃基板に合わせるための専用治具等を必要とせず、簡単な工具のみで容易に超砥粒チップを鋸刃基板に着脱可能な超砥粒チップを切れ歯とする鋸刃の提供。
【解決手段】 チップホルダ5に接合された超砥粒チップ9を切れ歯とする鋸刃1にして、前記チップホルダに超砥粒チップ接合座部を設け、該超砥粒チップ接合座部に下方に突出する走行方向固定部を設けると共に、前記チップホルダの帯幅方向の位置を規定する帯幅位置規定部と、前記鋸刃の鋸刃基板3の両側面に当接係合する取付片とを設け、前記鋸刃基板に前記帯幅位置規定部に当接係合する帯幅位置係合部と、前記走行方向固定部に嵌合する嵌合溝とを設け、前記超砥粒チップ接合座部に超砥粒チップを接合した前記チップホルダを前記鋸刃基板に着脱可能に設けたことを特徴とする鋸刃。
(もっと読む)
鋸刃の切粉除去方法及び装置並びに回転ブラシ

【課題】鋸刃に付着した切粉を回転ブラシによって除去する方法及び装置並び回転ブラシを提供する。
【解決手段】鋸刃1に付着した切粉を除去するために外周面15が鋸刃1に接触した回転ブラシ3を軸心回りに回転すると共に、当該回転ブラシ3における軸心長さの中心位置を揺動中心Oとして前記回転ブラシ3の回転面を前記軸心長さ方向に揺動する。鋸刃に付着した切粉を除去するための回転ブラシは、当該回転ブラシ3の中心部に、当該回転ブラシ3を軸に取付けるためのセンタブッシュ9を備え、このセンタブッシュ9に備えた取付孔13を、前記回転ブラシ3の中心軸に対して傾斜してある。切粉除去装置は、当該回転ブラシ装置における回転ブラシ3の中心部に、当該回転ブラシ3をブラシ支持軸5に取付けるためのセンタブッシュ9を備え、前記ブラシ支持軸5の先端部に備えたブラシ取付軸7の軸心を前記ブラシ支持軸5の軸心に対して傾斜してある。
(もっと読む)
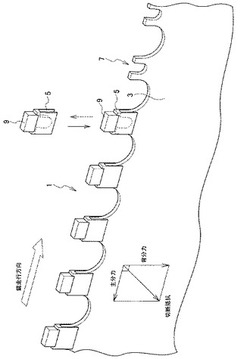
帯鋸刃
【課題】エンドレス溶接を行うときの溶接性の良否を判断した帯鋸刃を提供する。
【解決手段】帯鋸刃の鋸歯グループにおける少なくとも1つの直歯に、直歯の歯先からの第1の逃げ面を備え、第1の逃げ面の後側に、後続歯におけるガレットの底面に接続した第2の逃げ面を備え、ガレットの深さをHとし、ガレットの底面を通って帯鋸刃の走行方向に平行な直線を描いたときの直線をGとし、直線GからH/2.6〜H/4.2の範囲の高さにおいて直線Gに平行な平行線Kを描いたときの第2の逃げ面との交差位置をMとし、交差位置Mから直線G、平行線Kに垂直な垂直線をCとし、垂直線Cから等距離であって垂直線Cと平行な第1、第2の垂直線D、Eを描いたとき、垂直線Cと第1の垂直線Dとの間の面積をAとし、垂直線Cと第2の垂直線Eとの間の面積をBしたとき、面積B/面積Aが予め設定された所定値以下である。
(もっと読む)
成形研削盤及びその制御方法
【課題】CNC成形研削盤において製品ワークを研削加工する成形砥石に対し補正ドレスを自動で行うことを課題とする。
【解決手段】制御部7Cの自動制御により製品ワークWに対し成形研削加工を行うCNC成形研削盤1において、制御部7Cは、砥石を成形するドレッサ手段21、23を制御するドレッサ制御手段と、成形された砥石である成形砥石11に係る形状を計測する形状計測手段13と、計測された結果と予め設定された目標成形砥石形状との差分情報を生成する差分情報生成手段とを備える。そして、制御部7Cは差分情報に応じて成形砥石11を補正ドレスするための制御を続行する。
(もっと読む)
鋸刃
【課題】歯先チップにおける掬い面に凹部を備えた鋸刃を提供する。
【解決手段】鋸刃母材に形成した鋸歯の先端側に、硬質部材の歯先チップを備えた鋸刃でって、適数の前記歯先チップ7は、前記鋸刃母材3に対する接合部9の幅寸法よりも先端部側の幅寸法が大きく、かつ掬い面13は平面であって、先端部に直線状の歯先17を備えた構成であり、前記掬い面13の少なくとも前記歯先側及び幅方向の両側に当該掬い面の平面を残した状態でもって前記掬い面13に凹部21を備えており、前記凹部21は、前記歯先側の幅寸法が次第に小さくなる卵形に形成してある。
(もっと読む)
竪型帯鋸盤
【課題】上下の従動ホイール、駆動ホイールに対してエンドレス状の帯鋸刃を容易に、かつ安全に掛回することのできる竪型帯鋸盤を提供する。
【解決手段】エンドレス状の帯鋸刃15を掛回する駆動ホイール5と従動ホイール9とを備え、かつ前記駆動ホイール5の上方位置に前記従動ホイール9を上下動可能に備えた竪型帯鋸盤であって、前記従動ホイール9に帯鋸刃15を掛回した状態において、前記帯鋸刃15の下部側を前記駆動ホイール5に掛回すとき、帯鋸刃15の下部側の背部を、前記駆動ホイール5に備えた鍔部33へ案内するために、前記鍔部側が上方向へ傾斜したガイド部43を備えた帯鋸刃ガイド部材37を、前記駆動ホイール9の下側に備えると共に、駆動ホイール5との間に帯鋸刃15を挟み込んだ状態に案内する挟み込みガイド部材47又は/及び駆動ホイール9における鍔部33の鋸背支持面41とほぼ同一平面の鋸背ガイド面51Fを備えた鋸背ガイド部材51を備えている。
(もっと読む)
旋盤
【課題】旋盤における心押台を、主軸に対向した対向位置と、対向を回避した非対向位置とへ移動可能に備えた旋盤を提供する。
【解決手段】ワークを把持自在なチャック7を備えた主軸9を回転自在に備え、前記チャック7に一端側を把持されたワークの他端側を支持自在なワーク支持部材61を備えた心押台39を、前記主軸9に対して接近離反する方向へ移動自在に備えた旋盤であって、前記心押台39において前記ワーク支持部材61を支持した支持台63を、前記主軸9に対向した対向位置と、対向を回避した非対向位置とへ移動可能に備え、前記支持台63は、前記対向位置と前記非対向位置との間を、斜め上下方向に上下動可能に設けてある。
(もっと読む)
旋盤
【課題】主軸に備えたチャックに対して、当該チャックに対向したZ軸方向の位置から、前記チャックに対してチャックワークの着脱を容易に行うことのできる旋盤を提供する。
【解決手段】ワークを把持自在なチャック7を備えた主軸9を回転自在に備え、前記チャック7に把持されたワークの切削加工を行うための複数の加工工具37を周囲に備えた複数の工具タレット11L,11Rを回転自在に備えた旋盤であって、前記主軸9を回転自在に支持した主軸台5のX軸方向の両側に備えたそれぞれの刃物台13に、前記工具タレット11L,11Rを、前記主軸9の軸心と平行なZ軸方向、上下方向であるY軸方向及び前記Z軸方向、Y軸方向に対して直交するX軸方向へ移動自在に備え、前記主軸9に対向して備えた心押台39を、前記旋盤に着脱可能に備えると共に、当該心押台39においてワークを支持自在なワーク支持部材61を支持した支持台63を、斜め上下方向に上下動自在に備えている。
(もっと読む)
帯鋸刃の製造方法及び帯鋸刃
【課題】左右のアサリ歯における歯先稜線が、帯鋸刃の走行方向及び切込み方向に対して直交した帯鋸刃の製造方法及び帯鋸刃を提供する。
【解決手段】歯先に硬質の材料からなる切削チップを備えた帯鋸刃の製造方法であって、左右のアサリ歯7、9となる鋸歯を左右に振り出し加工を行う工程と、左右のアサリ歯7、9となる鋸歯を、直歯5となる鋸歯よりも歯高寸法を小さく形成する工程と、アサリの振り出し加工を行った後の左右のアサリ歯7、9の歯先に備えた切削チップ13、15に研磨加工を行って、前記左右のアサリ歯7、9における歯先の稜線13A、15Aを、帯鋸刃1の走行方向A及び帯鋸刃の切込み方向Bに対して直交する形態に加工する工程、の各工程を備えている。そして、帯鋸刃は、左右のアサリ歯7、9の歯高寸法よりも直歯5の歯高寸法を大きく設け、前記左右のアサリ歯7、9における歯先の稜線13A、15Aは、帯鋸刃1の走行方向A及び帯鋸刃の切込み方向Bに対して直交して形成してある。
(もっと読む)
帯鋸盤によるワークの切断方法及び帯鋸盤
【課題】1本の長尺のワークの2箇所を同時に切断してワークを3分割する切断方法及び帯鋸盤を提供する。
【解決手段】左右又は上下に離隔して回転自在に備えた駆動ホイール25と従動ホイール31とに掛回したエンドレス状の帯鋸刃33を備えた帯鋸盤によって長尺のワークWを切断する切断方法であって、走行回転される帯鋸刃33の往路切削部33Aと復路切削部33Bとによって前記ワークWの異なる位置を同時に切削を行い、前記ワークWを同時に3分割する切断方法である。そして、帯鋸盤は、長尺のワークWを支持する支持ベース3の上方又は側方に、ワークに対して接近離反する方向へ移動自在に備えた移動フレーム19に回転自在に備えた駆動ホイール25及び従動ホイール31に掛回した帯鋸刃33における往路切削部33Aと復路切削部33Bとの間隔を調節するための切削部間隔調節手段39を備えている。
(もっと読む)
1 - 10 / 65
[ Back to top ]