
Fターム[3C047BB06]の内容
研削機械のドレッシング及び付属装置 (4,541) | 一般砥石車のドレッシング (456) | アンギュラ研削盤用のもの (2)
Fターム[3C047BB06]に分類される特許
1 - 2 / 2
アンギュラ研削方法およびアンギュラ研削装置
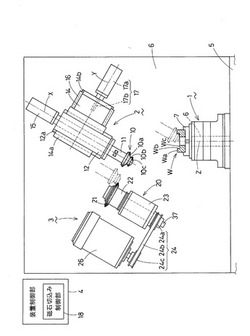
【課題】アンギュラ研削において、熱変位等により砥石軸が伸縮した場合でも、ドレッシング加工の基本構成を改変することなく、また機械的構造を改変することもなく、ワークを所定の仕上がり寸法に研削するアンギュラ研削技術を提供する。
【解決手段】ワークWの内径面Wbおよび端面Wa、Wcを同時に研削するアンギュラ研削において、砥石車10の内径研削部10bおよび端面研削部10a、10cを、砥石ドレッサ20が所定の基準砥石面輪郭に沿って相対的にトラバース移動しながらドレッシング加工するとともに、このドレッシング加工時に検出した上記砥石車10の内径研削部10bと端面研削部10a、10cとのドレス量の差に基づいて、砥石車10のワークWに対する切込み量を補正することで、ワークWの内径面Wbと端面Wa、Wcを所定の仕上寸法に研削する。
(もっと読む)
心なし研削盤における砥石車のドレッシング方法と、その装置

【課題】全体構成を簡単にし、良好なドレッシング精度を実現する。
【解決手段】アンギュラ角θを有する砥石車Gの円錐周面Ga 、円錐端面Gb にそれぞれ平行な直線部分Q1 、Q2 を含む周回軌跡Qに沿ってドレッサチップを駆動し、ドレッシングの都度、周回軌跡Qの起点Pi (i=1、2…)を、円錐周面Ga に直角に切込量Δxだけシフトさせるとともに、円錐端面Gb に直角に切込量Δz=Δx・tan θだけシフトさせる。
(もっと読む)
1 - 2 / 2
[ Back to top ]