
Fターム[3C051AA14]の内容
剪断機の付属品及び工具 (188) | 被加工物の保持、案内、送り (40) | 板状体用 (25) | 切断位置への送り (18) | 送り手段 (12) | グリッパー又はプッシャーによるもの (2)
Fターム[3C051AA14]に分類される特許
1 - 2 / 2
マーク材の自動段取り装置
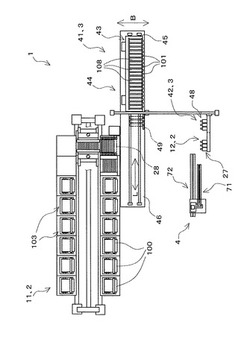
【課題】マーク材の段取り作業を自動化でき、自動化による省人化が可能で、作業者に起因する作業能力の低下を無くして作業能力の向上を図り、種類の異なるマーク材を誤った配列でベルト構成部材の上にセットしてしまう作業ミスの発生も無くす。
【解決手段】第1のマーク材段取り部2は、第1の保管搬送機構11及び第1のマーク材引出し切断機構12を備える。第2のマーク材段取り部3は、第2の保管搬送機構41及び第2のマーク材引出し切断機構42を備える。マークセット部4は、第1及び第2のマーク材段取り部(2、3)で段取りされた第1及び第2のマーク材(100、101)をベルト構成部材の上にセットするために用いられて第1及び第2のマーク材(100、101)を把持するセット治具71と、セット治具71を着脱自在に支持し、セット治具71を移動させるように駆動する移動機構72とを備える。
(もっと読む)
丸鋸切断機

【課題】丸鋸切断機において、送りが不可能になった後も、切断精度を保ったままでさらに切断をすることで、残材の量を減少させる。
【解決手段】主バイス装置13を、位置固定の後バイス30と、切断時の定位置P2よりも前方の位置P3と後バイス30のジョウ31,32の前端に対してジョウ41,42の後端が接触する位置を最後端P1とする範囲を前後動可能に設置された前バイス40とを備え、前後のバイス30,40は、それぞれを独立してクランプ・アンクランプ動作可能な様に独立して制御可能なクランプ用シリンダ33,43を個々に備えている。光電センサ56によってワークWの後端を検出したら、残存長さLを算出し、定寸送り量Aで除算して残し切断可能回数Nを算出し、残りN回は、前バイス30と搬送バイス装置15の併用若しくは、前バイス30単独によるワーク引き出し動作で定寸送りを続行する。
(もっと読む)
1 - 2 / 2
[ Back to top ]