
Fターム[4E004NB03]の内容
Fターム[4E004NB03]に分類される特許
1 - 11 / 11
ビームブランク鋳造鋳片連続鋳造用鋳型の設計方法
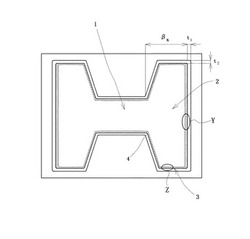
【課題】断面の全域においてほぼ均一な厚さの凝固シェルを形成することができるビームブランク鋳造鋳片連続鋳造用鋳型の設計方法を提案する。
【解決手段】H型の断面形状をなす鋳造空間を形成する壁部を備えたビームブランク鋳造鋳片連続鋳造用鋳型の設計方法において、前記壁部乃至ビームブランク鋳造鋳片に至るまでの領域の全熱抵抗を考慮して、該ビームブランク鋳造鋳片の凝固収縮量を求め、この凝固収縮量に従って前記壁部のテーパーを設定する。
(もっと読む)
連続鋳造設備用ローラおよびローラ装置
本発明は、二つの軸受ブロックと、前記軸受ブロックに支持されたローラを備え、ローラが軸対称のローラ外側部材を有し、ころ軸受がローラ外側部材内に配置されている連続鋳造設備用ローラおよびローラ装置に関する。  (もっと読む)
(もっと読む)
粗形材、特にダブルT形の粗形材の連続鋳造用鋳型

本発明は、粗形材、特にビームブランク鋳片やそれに類するものなどダブルT形の粗形材の連続鋳造用鋳型に関し、その鋳型流路(8)において、鋳型のすべての内壁(7a〜7l)が、上側から下側まで直線状に延びるテーパ(9〜12)を備えており、このテーパは、鋳片の収縮率に応じた寸法にされたものであって、内壁(7a〜7l)を機械加工することによりに形成されている。このようにして、サイズの大きい鋳片用の場合でも、鋳型の断面を、鋳型流路における鋳片の収縮に最適に適応させることができる。 (もっと読む)
粗形材、特に二重T字粗形材を製造するための連続鋳造方法および装置
【課題】粗形材ストランドの内側湾曲部における過冷却を大幅に回避し得る商業的に有利な方法を提案し、この方法を実施する装置を提供すること。
【解決手段】粗形材、特に二重T字粗形材を製造するための連続鋳造方法の場合、下方に流れる冷却水が、形材フランジを介して粗形材ストランド(3)の内側湾曲部から押し出され、バー(4)からそれぞれのフランジ(5)および(6)への移行にほぼ位置合わせされる水ノズル(21、22)を用いて、水ノズル(21、22)を介して送出されるそらせ水によって排出される。このように、下方に流れる冷却水によって生じる過冷却が、粗形材ストランドの内側湾曲部において大幅に回避される。
(もっと読む)
金属を鋳造する金型
【課題】据付け費用が多数の温度測定装置により減少されるが、しかし、同時に測定結果の高い信頼性と説得力をとどめること認められるように、多数の温度測定装置を備える金属を鋳造する公知金型を開発すること。
【解決手段】この発明は、鋳造稼働中に壁内の温度分布を把握するために金型の壁(100)に配置されている多数の温度測定装置(300)を備える金属を鋳造する金型に関する。多数の温度測定装置の据付けを壁に簡略化し且つ測定結果の信頼性を高めるために、この発明によると、温度測定装置(300)をモジュール(400)内で互いにしっかりと位置決めされて配置されることが提案されるので、温度測定装置がモジュールと一緒に構造的ユニット(500、500’)を形成し、金型の据付け前に予め組立てられ得る。金型の組立ての際に構造的ユニット金型の壁(100)内或いは傍に固定されている。
(もっと読む)
金属を連続鋳造する液体冷却金型
【課題】
薄壁金型板が、特に問題のない頭部領域と足領域にて、申し分なくアダプタ板と結合させ得る金属を連続鋳造する金型、特にビームブランク金型を創作すること。
【解決手段】
金属を連続鋳造する液体冷却金型は、銅或いは銅合金製金型板(2)と金型板(2)が固定ボルト(12)を介して固定されているアダプタ板(3)とを包含する。金型板(2)が固定ボルト(12)に追加して頭部領域と足領域(20、21)に配置された保持薄板(19)を介してアダプタ板(3)と連結されている。
(もっと読む)
連続鋳造機における鋳片水切り装置
【課題】 連続鋳造機において、鋳片表面を伝って流れる二次冷却水を鋳片表面から除去するに当たり、比較的小規模の装置であっても十分に除去することができ、且つ、圧縮空気を使用した場合に比べて鋳片表面温度の低下量を少なくすることのできる鋳片水切り装置を提供する。
【解決手段】 本発明の鋳片水切り装置10は、連続鋳造機の二次冷却帯出側に設置され、鋳片表面を伝って流れる二次冷却水を鋳片14の表面から除去するための鋳片水切り装置であって、鋳片長辺面に向いたノズル11と鋳片短辺面に向いたノズル11とを備え、これらのノズルから鋳片表面に向けて水蒸気が噴射されることを特徴とする。
(もっと読む)
鋼予備形材、特にI型予備形材の連続鋳造方法および装置
鋼予備形材、特に二重T型予備形材の連続鋳造方法において、液状鋼鉄が開口ダイ1に実質的に鉛直方向に注入される。この開口ダイ1のキャビティ断面は、2つのフランジ部分2,3およびウェブ部分4から構成される。予備形材ストランドの液状コアは、フランジ部分2,3および/またはウェブ部分4の領域における電磁誘導力を利用して、連続鋳造方向とは逆方向の撹拌運動に設定される。撹拌運動は、予備形材ストランドの溶融クレータ内の液状鋼鉄をフランジ部分2,3とウェブ部分4の間で交換させる作用を有する。これにより、予備形材ストランド皮殻内の液状鋼鉄のクレータにおける流れおよび温度条件を、目指す形で積極的に影響を与えることができるようになり、制御可能な好ましい流れ状態の他に、液状金属の表面領域の安定化がもたらされるようになる。  (もっと読む)
(もっと読む)
ビレットおよびブルーム形状用連続鋳鋼装置
本発明は、事実上長方形横断面を有するビレットおよびブルーム形状用連続鋳鋼装置に関する。発明の目的は、角隅領域でのスラブ組織の改善により偏菱形、亀裂、スラブ横断面の寸法欠陥を防止し、かつストランド当たりの高い処理能力を達成する一方、投資および運転費を減らすことである。ダイキャビティの弧状角隅部12,12´,13,13´は、ストランド横断面の側辺長の少なくとも10%、好ましくは15%を超える値にする。弧状角隅部12,12´,13,13´の曲率1/Rは、ストランド方向で金型の少なくとも部分長に亘って減少し、それにより鋳物外殻と金型壁間の所期の空隙除去の制御または弧状角隅部領域で所期の鋳物再付形の制御が可能になる。連続鋳鋼装置は、鋳型直下にストランド支持部無しの2次冷却域、または支持幅および/または支持長さを短縮した支持案内部を有する2次冷却域を有する。  (もっと読む)
(もっと読む)
H型鋳片の連続鋳造方法
【要 約】
【課 題】 H型鋳片の連続鋳造を行なうにあたって、ウェブ部に内部空隙が生じるのを防止する方法を提供する。
【解決手段】 入側ウェブロールのギャップをRA (mm)とし、出側ウェブロールのギャップをRB (mm)とし、入側ウェブロールの回転軸を結ぶ線と鋳型内の溶鋼湯面との間隔をH型鋳片の中心線に沿って測定した距離をLA (m)とし、出側ウェブロールの回転軸を結ぶ線と鋳型内の溶鋼湯面との間隔をH型鋳片の中心線に沿って測定した距離をLB (m)として、RA 値,RB 値,LA 値,LB 値が0.3 ≦(RA −RB )/(LB −LA )< 0.5を満足するように連続鋳造を行なう。
(もっと読む)
ビレットおよびブルームを連続鋳造するための鋳型の鋳型キャビティ
本発明は、ビレット、ブルーム、ブランクを連続鋳造するための鋳型の鋳型キャビティに関し、複数の湾曲外形線(42)を持つ断面を有する鋳型キャビティ内で鋼を鋳造しつつキャビティ壁を冷却する。本発明の目的は、鋳片断面の外形線(42)に沿って生成中の鋳片シェルと鋳型壁との間で正規の熱交換を確保するための最適条件を創出し、鋳片シェル中の凝固欠陥を防止する。そのために、コーナー領域の湾曲外形線(42)の少なくとも一部分で、鋳造方向に並ぶ一連の同じコーナー領域の外形線(42'、42'')に対して、かつ鋳型キャビティの凹状コーナー領域における鋳型長さの少なくとも一部分に亘って、湾曲の程度1/Rを減少させることにより、鋳片シェルと冷却鋳型キャビティとの間の間隙を閉鎖させ、鋳片シェルを変形させる。  (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]