
Fターム[4E024DD10]の内容
Fターム[4E024DD10]に分類される特許
1 - 10 / 10
金属板材の圧延装置および圧延方法
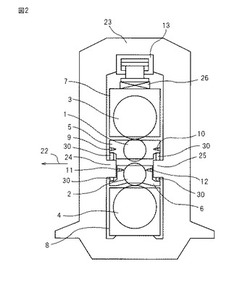
【課題】本発明は:作業ロールチョックの軽微な改造のみで配備可能であり、プロジェクトブロックを含むハウジングの大規模な改造が不要であり;圧延する板材の板厚が変化しても、作業ロールチョックに作用する弾性歪を正確に常に測定することが可能であり;そして、その弾性歪に対応する圧延方向力に簡便且つ高精度に換算でき、その圧延方向力に基づいて、高精度の蛇行・キャンバー制御、反り制御、および零点調整が実現できる、圧延装置および圧延方法を提供する。
【解決手段】少なくとも上下一対の作業ロールと補強ロールとを有する圧延装置において、前記作業ロールの作業側ロールチョックおよび駆動側ロールチョックのそれぞれに発生する圧延方向の弾性歪を測定する歪測定手段、および前記測定された弾性歪に対応する圧延方向力に換算する歪換算手段を備えていることを特徴とする圧延装置、および該装置を用いて実施できる圧延方法。
(もっと読む)
金属板材の圧延装置および圧延方法

【課題】本発明は:作業ロールチョックの軽微な改造のみで配備可能であり、プロジェクトブロックを含むハウジングの大規模な改造が不要であり;圧延する板材の板厚が変化しても、作業ロールチョックに作用する弾性歪を正確に常に測定することが可能であり;そして、その正確に測定された弾性歪に基づいて、高精度の蛇行・キャンバー制御、反り制御、および零点調整が実現できる、圧延装置および圧延方法を提供する。
【解決手段】少なくとも上下一対の作業ロールと補強ロールとを有する圧延装置において、前記作業ロールの作業側ロールチョックおよび駆動側ロールチョックの入側および出側に発生する圧延方向の弾性歪を測定する歪測定手段を備えていることを特徴とする圧延装置、および該装置を用いて実施できる圧延方法。特に、前記歪測定手段は測定信号を無線で伝送してもよい。
(もっと読む)
熱間圧延ラインにおける圧延機のロールの回転起動時のスリップ防止方法および熱延金属帯の製造方法
【課題】熱間圧延ライン100における圧延機Mのロール(19,19A)の回転起動時のスリップ発生を確実に防止し、ワークロール19,19の組替と零調に要する時間の短縮にもつなげることのできる方法を提供する。
【解決手段】ワークロール19,19同士を当接させ、ワークロール19,19同士の間に、ワークロール19,19とワークロール19,19に当接するロール19A,19Aとの間にスリップが発生するのを防止できる荷重を作用させて、圧延機Mのロール(19または19A)の回転を起動する。
(もっと読む)
板圧延方法
【課題】圧延機の上下および左右(作業側、駆動側)における作業ロールのオフセット量の変動を抑制し、被圧延材の反りや蛇行、キャンバー等の圧延不安定現象を防止することが可能な板圧延方法を提供する。
【解決手段】作業ロール1a,1bが被圧延材6を噛み込む前に、該作業ロール1a,1bに、目標とする板クラウンと板形状の少なくとも一方を得るのに必要なロールベンディング力の設定値以上かつ該設定値の予め定めた所定倍のロールベンディング力をロールベンディング力付与機構5により与えておき、作業ロールベアリング1a,1bに垂直方向の拘束力を付与することによって、被圧延材6が作業ロール1a,1bに噛み込む際の衝撃荷重による作業ロールオフセット量の変動を抑制する。
(もっと読む)
金属板材の圧延方法及び圧延装置
【課題】 従来より安定して蛇行やキャンバーのない金属板材を製造する連続スタンドの圧延機における圧延方法及び圧延装置を提供すること。
【解決手段】 少なくとも作業ロールと補強ロールとを有する金属板材の圧延機を用いて行う金属板材の圧延方法において、前記作業ロールの作業側と駆動側のロールチョックに作用する圧延方向力を測定し、被圧延材の前記圧延機の中心からのずれ量を圧延機の入側と出側の双方またはどちらか一方で測定し、被圧延材の張力を圧延機の入側と出側の双方またはどちらか一方で測定し、作業側及び駆動側の前記圧延方向力、前記ずれ量並びに前記張力に基づいて左右非対称成分制御量を求め、当該制御量に基づいて前記圧延機のロール開度の左右非対称成分を制御することを特徴とする、金属板材の圧延方法及びその圧延装置。
(もっと読む)
金属板材の蛇行防止圧延方法
【課題】金属板材の圧延過程で、金属板素材の形状とワークロールの圧延方向のオフセット量を考慮した適正なレベリング制御を行なうことにより、蛇行を防止する圧延方法を提供することである。
【解決手段】冷間リバース圧延等の圧延過程における金属板材2のレベリング制御を、金属板素材の形状と圧下率に起因する圧延蛇行量Q1から求めたレベリング量G1に、ワークロール1a、1bの圧延方向のオフセットに起因する蛇行量Q2から求めたレベリング量G2を加えた蛇行修正レベリング量Gに基づいて行なうようにした。レベリング制御を、圧延蛇行量Q1に、作業側(WS)と駆動側(DS)で、大きい圧下量のアンバランスを引き起こすオフセット蛇行量Q2を加えた蛇行量に基づいて行なうことにより、蛇行を効果的に防止することが可能となり、圧延歩留および圧延能率の向上に寄与できる。
(もっと読む)
レベリング制御装置
【課題】レベリング誤差を自動的に補正して通板性を向上させる。
【解決手段】このレベリング制御装置30は、シフトシリンダ11と、圧下モータ制御装置18を有する圧下荷重付与機構10とを備える圧延機に用いられ、スキュー角演算器32、レベリング誤差演算器34、および圧下モータ制御装置18にレベリング補正手段36を備えている。そして、スキュー角演算器32は、ワークロール4およびバックアップロール8相互の軸心のスキュー角を演算し、レベリング誤差演算器34は、演算されたスキュー角からレベリング誤差を演算し、レベリング補正手段36は、演算されたレベリング誤差に基づいて、そのレベリング誤差が小さくなるように、圧下荷重付与機構10の圧下モータ10bを駆動する制御信号を圧下モータ制御装置18から出力させてレベリングを補正する。
(もっと読む)
金属板材の圧延方法および圧延装置
【課題】 従来より安定してキャンバーのない金属板材を製造する圧延方法および圧延装置を提供すること。
【解決手段】 少なくとも作業ロールと補強ロールとを有する金属板材の圧延機を用いて行う金属板材の圧延方法において、前記作業ロールの作業側と駆動側のロールチョックに作用する圧延方向の力を測定し、該圧延方向力の作業側と駆動側との差異および該圧延方向力の作業側と駆動側との和を演算し、該圧延方向力の和と、圧延方向力の差異と圧延方向力の和との関係に基づき該圧延方向力の差異を補正し、この補正した圧延方向力の差異に基づいて前記圧延機のロール開度の左右非対称成分を制御することを特徴とする、金属板材の圧延方法及び、この方法を実現する圧延装置。
(もっと読む)
金属板材の圧延方法及び圧延装置
【課題】反りのない、あるいは反りの極めて軽微な金属板材を安定して製造することのできる金属板材の圧延方法および圧延装置を提供する。
【解決手段】少なくとも作業ロールと補強ロールとを有する金属板材の圧延機を用いて行う金属板材の圧延方法およびその圧延装置であって、該作業ロールの上側と下側のロールチョックに作用する圧延方向力を測定し、該圧延方向力の上側と下側との差異を演算し、この差異に基づいて、該圧延機を用いた圧延の上下非対称成分を制御する。当該上下非対称成分としてはロール速度、圧延ロールと被圧延材との摩擦係数、被圧延材の上下面温度差、被圧延材の入射角、及び、上下作業ロールチョックの水平方向位置、が挙げられる。
(もっと読む)
圧延材の製造方法、及びロールチョッククランプ装置
【課題】 可逆式圧延により、寸法形状に優れる圧延材を得るための圧延材の製造方法、及びロールチョッククランプ装置を提供する。
【解決手段】可逆式圧延機1のベンダー作動開始信号に連動してロールチョッククランプ装置の作動を開始し、設定時間1経過まで拘束力大でチョックをクランプし、次に板噛み込み時から設定時間2経過まで拘束力小でチョックをクランプし、定常圧延時は拘束力大とする。
(もっと読む)
1 - 10 / 10
[ Back to top ]