
Fターム[4E070DA03]の内容
Fターム[4E070DA03]に分類される特許
1 - 3 / 3
コイルばね製造機およびコイルばね製造方法。
【課題】形成されたコイルばねの切断工程において、切断工具の駆動源であるモータの動作負荷を抑え、かつコイルばねの高速生産が可能となるコイルばね製造機ならびにコイルばね製造方法を提供すること。
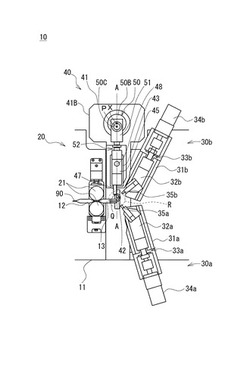
【解決手段】線材90を送給可能な線材送給装置20と、線材送給装置20から送給された線材90を巻回するための成形工具35a,35bと、成形工具35a,35bを進退移動させる成形工具駆動装置30a,30bと、成形されたコイルばねを切り離すための切断工具47と、切断工具駆動用モータ55の回転動力をクランク機構部52を介して直線動力として切断工具47に伝達し、切断工具47をコイルばねの切断位置に対して進退移動させる線材切断装置40とを備え、切断工具駆動用モータ55をコイルばねの切断位置を中間点として往復回転運動させると共に、切断工具駆動用モータ55の往動時かつ復動時にコイルばねの切り離しがなされるようにした。
(もっと読む)
金属線供給装置

【課題】 ボビンに巻かれた金属線が解舒される際に金属線に働く張力の変動が小さく、品質のばらつきが小さい金網を簡単に製造することができる金属線供給装置を提供する。
【解決手段】 ボビン軸3の周りに回動自在に装着されたフランジ付きボビン2に巻かれた金属線巻体6からボビンを回動させながら金属線5を解舒して供給する金属線供給装置であり、揺動自在の検出部アーム11の端に設けた検出ローラー13を金属線巻体6の表面に当接させ、揺動自在の制動部アーム8の端に設けた制動部シュー10をボビンのフランジ1に圧接させ、検出部アーム11と制動部アーム8とに引っ張りバネ17の両端を係合させ、金属線5の解舒に伴って減少する金属線巻体6の直径の減少に応じて減少する押圧力をボビンのフランジに圧接することにより金属線が解舒される際に金属線に働く張力の変動を小さくする。
(もっと読む)
コイルスプリングの製造方法
本システム及び方法には、多重撚りワイヤ(213)をコイルスプリング巻線機(212)へと供給する供給機構が含まれる。前記コイルスプリング巻線機(212)は、ワイヤスプール(211)から引き出されたワイヤ(213)をコイルスプリング(214)へと成形する。本システムには、前記ワイヤ(213)を供給方向に沿って前記コイルスプリング巻線機(212)へと供給するワイヤホルダが含まれる。前記ワイヤホルダは、前記供給方向と一致していてもよい軸(219)を中心として回転すべく支持されている。従って、前記ワイヤスプール(211)が前記スプール軸(216)を中心として回転するのに伴い、前記スプール(211)は、前記スプール軸(216)と典型的には直交する第2の軸(219)の周囲をも回転する。このようにして、前記コイルスプリング巻線機(212)は、ワイヤのねじれによって前記多重撚りワイヤ(213)がほどけたり切れたりしないように、前記ワイヤ(213)を前記スプール(211)から引き出すことが可能である。  (もっと読む)
(もっと読む)
1 - 3 / 3
[ Back to top ]