
Fターム[4E081BA20]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 管 (84) | 薄肉管 (3)
Fターム[4E081BA20]に分類される特許
1 - 3 / 3
水平型自動溶接装置
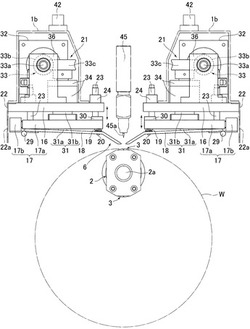
【課題】 円筒状に曲げ加工したワークの円周方向両端を正確且つ確実に突合せることができ、また、溶接済みのワークの取り出しを容易に行え、ワークの取り出し時に於けるマンドレル及びクランプ板等の消耗、ワークの損傷等を防止でき、更に、クランプ板の下降位置をワークの厚さに応じて自由に設定できる。
【解決手段】 マンドレル2に支持された円筒状のワークWの円周方向両端部をクランプ機構6により突合せ状態でクランプし、この状態でワークWの突合せ部を溶接するようにした水平型自動溶接装置に於いて、前記クランプ機構6は、弾性体19により下方へ附勢されてワークWの円周方向の両端部上面に傾斜姿勢で当接し得る対向状の一対のクランプ板18を備えており、当該一対のクランプ板18がモータ駆動型の駆動装置21によりマンドレル2に対して昇降動する構成とする。
(もっと読む)
ジルコニウム(Zr)製ベローズ

【課題】過酷な成形加工に耐えるジルコニウム(Zr)製薄肉パイプを造管し、これまで存在していない、耐食性の優れたジルコニウム製の液圧成形もしくは、ロール成形ベローズを提供する。
【解決手段】ジルコニウム製薄肉ベローズを成形するため、使用されるジルコニウム製薄肉溶接パイプの造管過程において、溶接金属及び熱影響範囲での酸素プラス窒素の含有量の増加を、100ppm以下に抑制することより、ジルコニウム製ベローズの液圧成形もしくはロール成形を可能とした。
(もっと読む)
ステンレス製フレキシブル管
【課題】可撓性を落とすことなく、ウォーターハンマーの繰り返し作用に耐えうる耐久特性を備えた、給水給湯用に好適な溶接管から製造されたステンレス製フレキシブル管を提供する。
【解決手段】板厚tが0.285mmから0.400mmのステンレス製板材を縦方向に溶接して形成した溶接管を、山部と谷部とが周期的に繰り返し形成され、その山部の管外側頂点及びその谷部の管内側頂点が曲面である波形形状に形成した可撓性を有したステンレス製フレキシブル管であって、前記溶接管の溶接部の外側ビード幅W1を0.741mm以上(3.884×t)mm以下とし、かつその溶接部の内側ビード幅W2を0.241mm以上(3.070×t)mm以下とし、かつ外側ビード幅W1を内側ビード幅W2以上とし、かつその溶接部の厚みW3を(0.969×t)mm以上(1.403×t)mm以下とした。
(もっと読む)
1 - 3 / 3
[ Back to top ]