
Fターム[4E082AA13]の内容
Fターム[4E082AA13]に分類される特許
1 - 4 / 4
工具の少なくとも1つの制御変数を制御する方法および工具
【課題】工具の方位を特定。
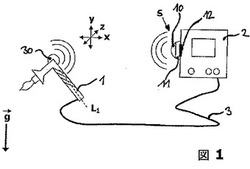
【解決手段】方位データまたは方位特有データとして、工具1の方位を特定するように構成された、方位特定ユニット10と、方位特定ユニットに動作可能に接続されて、通信に適したインターフェイス12を介して前記工具制御器2にデータを伝送することのできる出力ユニット11とを含む手持ち工具、および工具制御器2であって、方位特定ユニットおよび/または出力ユニット11が、方位データまたは方位特有データを比較変数と比較した後に、少なくとも1つの制御パラメータ、特に複数の制御パラメータを特定するのに適しており、少なくとも1つの制御パラメータを、工具1を制御するために工具制御器2に伝送することができる。
(もっと読む)
コンデンサ放電型スタッド溶接機の溶接良否判定方法及び判定装置

【課題】 従来とは異なる方法でスタッド溶接によるスタッドの良否判定を行い得るコンデンサ放電型スタッド溶接機の溶接良否判定方法及び判定装置を提供すること。
【解決手段】 本発明に係る溶接良否判定方法は、コンデンサ放電型溶接機における溶接良否判定方法であって、コンデンサに蓄積されたエネルギを放電し、スタッド先端チップ部が溶融する第一基準時点、該第一基準時点からアークがスタッド中心より外側に向かって広がりエネルギがピークとなる第二基準時点、及び母材とスタッドとが溶接接合された第三基準時点の三つの時点において、溶接強度が許容され得る電流又は電圧の上限値及び下限値を、溶接条件に合わせてそれぞれ決めて、第一判定領域、第二判定領域及び第三判定領域とし、実際のスタッド溶接毎に、前記各判定領域における電流値又は電圧値を測定し、測定結果が各判定領域の下限から上限の範囲内に入るか否かに基づいてスタッド溶接の良否判定を行うことを特徴とする。
(もっと読む)
第2の加工片の方向に第1の加工片を複数段階前進させてアークを発生させる短時間スタッド接合法
【課題】異なる材料のコーティング等に対しても高いサイクル時間で遂行可能な短時間スタッド溶接法を提供する。
【解決手段】本発明は、端面で接合される、例えばスタッドのような第1の加工片を、例えば金属板のような第2の加工片の接合表面上に短時間スタッド接合する方法に関し、a)該端面と接合表面との間にアークを発生させて、該端面及び/又は接合表面を溶融させ始めるステップと、b)第1の加工片を第2の加工片上に降下させ、接合電流(IS)を切り、その結果、溶融物が冷め、堅固に接合された接続が第1の加工片と第2の加工片との間に得られるステップとを有する。この場合、第1の加工片は、ステップa)とステップb)との間に第2の加工片の方向に少なくとも一度前進させられて、アークの中間短絡を実現し、次いで再度引き上げられて、もう一度アークを生成させる。
(もっと読む)
スタッド溶接方法
【課題】 マグネシウム又はその合金からなるスタッド及び母材を、十分な接合強度を有して溶接するスタッド溶接方法を提供する。
【解決手段】 マグシウム又はマグシウム合金製の母材14に、マグシウム又はマグシウム合金製のスタッド15を溶接する方法であって、先端に突起28を備えたスタッド15を母材14に対して0.5〜12mmのギャップを開けて配置する第1工程と、スタッド15を急速に下げる第2工程と、スタッド15の急速下降で表面の酸化皮膜が破れた母材14及びスタッド15間に、コンデンサー11に充電させた電荷を放電させて、スタッド15の先端を母材14に溶接する第3工程とを有し、しかも、コンデンサー11の放電は、コンデンサーの放電のスイッチとなるサイリスタ13のゲートに溶接開始の信号と共に0.1秒より期間の長いパルス信号を用いて行う。
(もっと読む)
1 - 4 / 4
[ Back to top ]