
Fターム[4E093TA03]の内容
鋳型又は中子及びその造型方法 (3,688) | 特殊形状体鋳物用鋳型 (69) | 板状体鋳造用鋳型 (10)
Fターム[4E093TA03]に分類される特許
1 - 10 / 10
鋳造装置
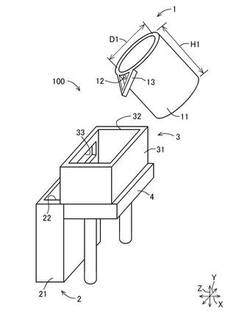
【課題】 Cu−Ga合金からなるCu−Ga合金スラブを溶解鋳造により作製するための鋳造装置において、大型のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる鋳造装置を提供する。
【解決手段】 鋳造装置100は、坩堝1と鋳型2との間に貯留槽3を備える。貯留槽3は、坩堝1の下方に配置され、坩堝1の出湯開口12から出湯された溶湯を一時的に貯留する。この貯留槽3は、坩堝1の出湯開口12から出湯された溶湯が流入する流入開口32と、該流入開口32よりも下方に設けられ、流入開口32から流入して貯留される溶湯を、溢流させて排出可能な排出開口33とが設けられている。
(もっと読む)
鋳造装置

【課題】 Cu−Ga合金からなるCu−Ga合金スラブを溶解鋳造により作製するための鋳造装置において、複数のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる鋳造装置を提供する。
【解決手段】 鋳造装置100は、坩堝1と複数の鋳型2と複数の貯留槽3とを備える。各鋳型2の外周面には、冷却抑制部材24が設けられ、互いに隣接する鋳型2間には、輻射熱伝達防止部材41が設けられている。そして、各鋳型2の鋳型条件Sm、および平均鋳型条件SAVが、(|SAV−Sm|/SAV)×100≦3の関係を満たす。
(もっと読む)
鋳造方法及び網状消失模型
【課題】網状鋳物壁を有した鋳物製品のバリの発生を抑えかつ見映え良く鋳造することが可能であると共に、網状鋳物壁の配置に拘わらず、容易に砂型の組み付け作業を行うことが可能な鋳造方法及び網状消失模型を提供する。
【解決手段】本発明の鋳造方法では、網状消失模型15を砂型20に埋設してその一部を砂型20のキャビティ20Z内に露出させておき、砂型20内に溶湯を鋳込む。これにより、網状消失模型15に代わってその埋設領域で成形される網状鋳物壁(格子壁12)をキャビティ20Zで成形される通常鋳物壁(角筒型本体部11)に一体に備えた鋳物製品(例えば、イケール10)が見映え良く鋳造される。
(もっと読む)
電子機器
【課題】本発明は、歪みが少なく、外観が良好な筐体を有する電子機器を得ることにある。
【解決手段】電子機器は、筐体を備えている。筐体は、端壁と、上記端壁から立ち上がる壁と、を有している。上記壁に複数のピン受け部が設けられている。ピン受け部は、上記壁に対し偏心するように上記壁から突出されている。
(もっと読む)
電力変換装置
【課題】アルミニウムダイキャスト品の成型後の反りを防止して、反り矯正処理を省略し、製造時間を短縮するとともに、製造コストを低減することができるアルミニウムダイキャスト成型品の反り防止構造及びこれを使用した電力変換装置を提供する。
【解決手段】例えば電力変換装置のケース体をアルミニウム又はアルミニウム合金をダイキャスト成型する際に、成型後の反り発生予想部にリブ部や板厚増強部のような反り防止補強部を形成した。
(もっと読む)
被検査片成形用金型
【課題】キャビティ内へ金属溶湯を短時間に円滑に充填することができて、適正検査の可能な被検査片を成形することができる被検査片成形用金型を提供する。
【解決手段】被検査片成形用金型11は上型12と下型13とより構成し、その両型12,13間にはキャビティ19を設ける。キャビティ19内に金属溶湯を注入することにより、金属溶湯の清浄度を検査するための細長い平板状の被検査片を成形する。下型13には、キャビティ19の下部に開口するとともに、そのキャビティ19の長手方向に沿って延びる凹状の溶湯通路22を形成する。
(もっと読む)
アルミ製プーリ及びその製造方法
【課題】
アンダーカット面を成形するための駒による段差部の発生を回避し得るとともに、複数のカム部を精度よく成形することができるアルミ製プーリ及びその製造方法を提供する。
【解決手段】
固定シーブ2の固定側テーパ面aと可動側テーパ面bとの間でVベルトを懸架しつつ固定シーブ2と共に回転可能とされるとともに、当該固定シーブ2と近接又は離間可能とされたアルミ製の可動シーブ3と、該可動シーブ3から一体的に複数突出成形され、成形時逆勾配となるアンダーカット面11aと非アンダーカット面11bとを有するカム部11とを有するアルミ製プーリにおいて、可動シーブ3は、隣接するカム部11の間にアンダーカット面11a及び非アンダーカット面11bに対応する成形面14a、14bが形成された駒14を配置しつつアルミ材を流し込んで成形されるものである。
(もっと読む)
筐体及び筐体の形成方法
【課題】外観に歪みの少ない筐体が得られる筐体の形成方法を提供する。
【解決手段】上端壁11aと、ボス41a〜41hと、隔壁42a〜42eとを有する筐体10を、一対の金型61,62を用いて形成する。上端壁11aにボス41a〜41hとなる第1ピン受け部51が設けられるとともに、隔壁42a〜42eに第2ピン受け部52が設けられるように、一方の金型61を形成する。第1及び第2ピン受け部51,52と夫々対応する位置に複数の突き出しピン54が設けられるように、他方の金型62を形成する。一対の金型61,62の間に、溶融させたマグネシウム合金を流し込む。突き出しピン54によって夫々対応する第1及び第2ピン受け部51,52を押しながら、筐体10となる構造体31を一方の金型61から取り外す。
(もっと読む)
アルミニウム鋳造用仕切り板及びその製造方法
【課題】 離型性に優れ、健全な鋳肌のアルミニウム鋳物を製造するのに適した仕切り板を得る。
【解決手段】 表層に微細な凹凸のある酸化物層を介し、カーボン塗膜がステンレス鋼板表面に設けられた仕切り板であり、鋳造金型にセットされ内部を所定サイズのキャビティに区画する。酸化物層は、Al2O3,SiO2,ZrO2,Cr2O3,TiO2から選ばれた一種又は二種以上の酸化物からなり、カーボン塗膜の密着性を改善すると共に高温加熱時にカーボンの分解を抑え、優れた離型性を維持する。
(もっと読む)
鋳物の製造方法
【課題】 表面平滑性に優れた薄肉鋳物の製造方法を提供する。
【解決手段】 火炎溶融法にて製造された球状鋳物砂より得られる鋳型を表面温度60℃〜250℃に加熱して、溶融金属を注入し、6mm以下の薄肉部分を有する鋳物を製造する。
(もっと読む)
1 - 10 / 10
[ Back to top ]