
Fターム[4E093UC02]の内容
鋳型又は中子及びその造型方法 (3,688) | 中空物品の鋳型 (99) | 鋳型本体 (6)
Fターム[4E093UC02]に分類される特許
1 - 6 / 6
鋳型の製造方法
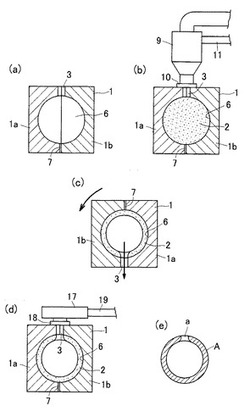
【課題】変形が発生するようなことなく、中空に鋳型を成形することができる鋳型の製造方法を提供する。
【解決手段】成形型1内に粘結剤コーテッドサンド2を充填し、成形型1の熱で成形型1に接する部分の粘結剤コーテッドサンド2の硬化を進行させた後、成形型1内から未硬化の粘結剤コーテッドサンド2を排出する。次いで成形型1内に水蒸気を吹き込んで水蒸気により成形型1内の粘結剤コーテッドサンド2を加熱することによって、この粘結剤コーテッドサンド2の硬化をさらに進行させる。成形型1内に水蒸気を吹き込むことによって、水蒸気の凝縮潜熱及び顕熱で粘結剤コーテッドサンド2を急速に加熱して、短時間で粘結剤を硬化させることができ、成形型1内の粘結剤コーテッドサンド2の層に自重による変形が発生する前に粘結剤を硬化させることができる。
(もっと読む)
鋳造部品を製造する方法及び装置

【課題】鋳造部品として特にガスタービンエンジンの部品を鋳造するための独創的な装置を提供する。
【解決手段】溶融金属から鋳造品を製造する装置である。該装置の1つの形態は、鋳造用金型80内に溶融金属108を精密注入する装置を備えており、開始種が開口部内に配置され且つ内部キャビティ内に受け入れた溶融金属材料が接触可能である。精密注入装置は、溶融金属の供給装置106と金型80との間の圧力差によって駆動され、キャビティ内で金属材料が指向性凝固する間、熱が前記開始種を通じて吸引される。
(もっと読む)
鋳造用金型装置を製造する方法
【課題】溶融精密鋳造用金型内で超合金を指向性凝固することによりガスタービンエンジンの部品をはじめ、単一鋳造結晶構造体を製造する方法を提供する。
【解決手段】装置の1つの形態は、鋳造用金型80内に溶融金属137を精密注入する装置を備えている。鋳造装置115は、壁114により分離された上方チャンバ117及び下方チャンバ118を有する二重チャンバ付き真空加熱炉116を備えている。鋳造装置115は、壁114により分離された上方チャンバ117及び下方チャンバ118を有する二重チャンバ付き真空加熱炉116を備えている。チャンバの間に形成された圧力差を利用して溶融金属の装荷分を金型に供給する。
(もっと読む)
車両用支持構造体の製造方法
【課題】 変形を許容して被支持物に作用する衝撃エネルギーを吸収、緩和する作用を備えた支持構造体を安価に製造できる車両用支持構造体の製造方法を提供する。
【解決手段】 被支持物が固定される第1固定部と、車体に固定される第2固定部と、前記第1固定部と第2固定部とを連設する連設部とを有し、連設部が前記荷重により塑性変形する車両用支持構造体の製造方法であって、前記第1固定部と前記第2固定部と前記連設部の少なくとも側面を成形する成形面421、441が形成された第1型42および第2型44と、前記第2固定部の固定面を成形する成形面46aと、前記固定面から前記連設部の内部にまで通じる凹穴を成形する突起体47が形成された第3型46とを備え、前記第1型42および第2型44とともに第3型46を型合わせし、鋳造型内に前記第1固定部および第2固定部および連設部とを一体成形するキャビティ48を形成し、キャビティに溶湯を注入して鋳造により前記支持構造体を製造する。
(もっと読む)
パイプの砂型鋳造方法
【課題】 品質不良率を低くし、強度に優れ、外観に美しく、高圧気体の輸送に使用しても安全なパイプの砂型鋳造方法の提供。
【解決手段】 砂型鑄造用の外鋳型を製作し、型穴内に凹み槽を設け、中子を外鋳型の型穴内に設置する;外鋳型の左右両側の開口部にそれぞれ中鋳型を挿入する;外鋳型の鋳込み口から鋳込み溶湯を注入する(例:アルミ溶湯);溶湯の成型を待って中鋳型及び外鋳型を分離し、さらに鋳物内の中子を砕き、一体成型の十字管を形成する、という手順を含む。
(もっと読む)
自動車用ナックルおよびその製造方法
【課題】 軽量、かつ低コストでベアリングの支持を可能にする自動車用ナックルおよびその製造方法を提供することを課題とする。
【解決手段】 車輪を回転支持するボールベアリング8を支持するベアリング支持部2と、このベアリング支持部2とサスペンションとを連結するナックルアーム4とを有する自動車用ナックル1であって、ベアリング支持部2に、母材と異なる材質からなるベアリングブッシュ25をインサート成形して設ける。
(もっと読む)
1 - 6 / 6
[ Back to top ]