
Fターム[4E096FA06]の内容
Fターム[4E096FA06]に分類される特許
1 - 12 / 12
平角エナメル線の製造方法
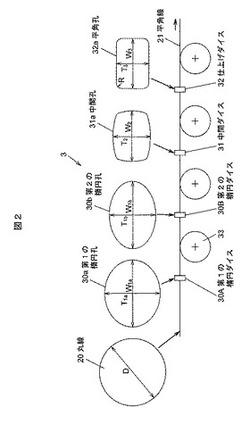
【課題】平角線の厚幅比の大きさによらず品質が良好な平角エナメル線を製造することができる平角エナメル線の製造方法を提供する。
【解決手段】平角エナメル線の製造方法は、断面形状が丸形状の丸線20を、孔30a、30b、31a、32aの形状及びサイズが異なり、上流側から下流側に向かって孔の面積が徐々に小さくなるように配置された複数のダイス30A、30B、31、32に通すことで、丸線21の断面積よりも小さい断面積を有し、断面形状が矩形状の平角線21を形成する形成工程と、形成工程によって形成された平角線21の表面にエナメル塗料を塗装する塗装工程とを含む。
(もっと読む)
溝付トロリ線の製造方法及び製造装置

【課題】生産性が高く、且つ表面品質及び伸直性に優れる溝付トロリ線の製造方法及び製造装置を提供する。
【解決手段】溝付トロリ線の製造装置Mは、供給装置(サプライ)10、伸線ダイス20,21、皮剥装置30、溝付装置40、巻取装置50、移送装置(キャプスタン)60及びガイド70を備える。そして、この製造装置Mは、荒引線Wの繰り出しから、所定の線径の伸線材D1に加工する伸線加工、伸線材D1に溝を形成して溝付トロリ線Tに加工する溝付加工、溝付トロリ線Tの巻き取りまでを連続的に行う一連の生産ラインになっている。
(もっと読む)
異形ダイス用治具
【課題】 片手でも作業することが可能であり、磁石により異形ダイスが落下することなく、取り付けることができ、また、案内ピンを着脱自在に設けることにより、異形ダイスの大きさに合わせて取り替えることができる異形ダイス用治具を提供する。
【解決手段】 金型に対して異形ダイスを挿入する専用治具であって、異形ダイスの側面に設けた案内溝に対応する案内ピンを穿設した治具本体の底部に、磁石を設けてなることを特徴とする異形ダイス用治具。
(もっと読む)
熱交換器用アルミ円管の製造方法及び熱交換器
【課題】扁平形状の熱交換器用アルミ円管体に溶融液を溶射する場合、平坦な表面部分には容易に均一溶射できるが、この方法を円形のアルミ管体に実施すると均一溶射することが困難であるため、それを回避するために溶射ノズルを増設したり、或はアルミ円管体の外周に犠牲陽極効果を有する金属をクラッドしたりするなど設備費用が増加したり工程が増加したりする。
【解決手段】加熱したアルミ円管材を、押出しダイスで径方向の断面が扁平状となるよう整形し中空状アルミ扁平管を形成する第1工程、溶射ノズルから犠牲陽極効果を有する金属の溶融液を、中空状アルミ扁平管の表面に溶射し被膜を形成する第2工程、中空状アルミ扁平管を加熱して中空状アルミ扁平管の母材部に犠牲陽極効果を有する金属を拡散させた金属拡散層を形成する第3工程、及び中空状アルミ扁平管を円形の中空状アルミ円管に整形する第4工程を含むものである。
(もっと読む)
金属素材の縮径加工方法
【課題】アンダーシューティングを確実に回避しながら、円形断面の金属素材をこれよりも小径の円形断面の目的形状に縮径加工することができる金属素材の縮径加工方法を提供する。
【解決手段】円形断面の金属素材をダイスに通し、素材直径よりも小径の円形断面の目的形状に縮径加工する金属素材の縮径加工方法である。本発明では、ダイス孔の内部に複数の突部11を形成してダイス孔の中心軸に垂直な断面形状を楕円や擬似多角形などの非円形としておき、この突部形成位置までの前半部において前記突部11により金属素材の断面上の複数部分を強く縮径加工し、この突部11を通過後の後半部におけるアンダーシューティングを防止する。
(もっと読む)
電線加工用のダイス及び異形電線
【課題】ダイスによる丸電線から異形電線への変形加工において、電線の絶縁被覆層の損傷を防ぐ。
【解決手段】導体20a表面に絶縁被覆層20bを備えた断面円形の丸電線20を、断面多角形の異形電線20Aに変形して引き出す電線加工用のダイス10であって、
前記電線を連続的に貫通させる軸線方向の加工穴13の断面形状は、前記丸電線挿入側の入口13aは円形とすると共に前記異形電線20Aとして引き出す出口13bは多角形とし、前記入口13aから出口13bにかけて軸線方向に円形から多角形へと連続的に変化していることを特徴とする。
(もっと読む)
電線加工用のダイス及び異形電線
【課題】ダイスによる丸電線から異形電線への変形加工において、電線の絶縁被覆層の損傷を防ぐ。
【解決手段】導体20a表面に絶縁被覆層20bを備えた断面円形の丸電線20を、断面多角形の異形電線20Aに変形して引き出す電線加工用のダイス10であって、電線を連続的に貫通させる軸線方向の加工穴13は、断面多角形であり、丸電線20挿入側の入口13aは、多角形の内接円Cの直径が丸電線20の直径以上で且つ各頂点が大きな曲率Rを有する形状で、該各頂点の曲率Rは異形電線20Aとして引き出す出口13bに向けて連続的に縮小し、出口13bでは各頂点の曲率Rがほぼ0に近い多角形状としていることを特徴とする。
(もっと読む)
異形金属材料の引抜き工法
【課題】異形金属素材の引抜き成形工法に関するものである。
【解決手段】ダイス1で異形金属素材2を引抜き成形するに当り、ダイス1に異形金属素材2の端部を圧入して絞り出し、ダイス1より所定寸法だけ突出させて口付け5を形成した後、その突出した口付け5を引抜き手段により保持して引抜くことにより、困難な異形金属素材の引抜き成形を歩留まり良く、また従来ではできなかった形状の製品も引抜き成形により効率よく成形することができるようになった。
(もっと読む)
多流路銅管の製造方法及び該管を製造する装置
坩堝と、該坩堝から溶融銅が供給されて多流路管が形成され、前記多流路管の外形と相似した内面を有する中空部を有するダイセットと、該中空部の入口端から該中空部に挿入され、前記中空部の内面との間に空間が画定されるパンチと、前記坩堝と前記空間との間に配置され、前記溶融銅を坩堝から空間へ供給するように構成された供給流路と、を有し、溶融銅は、前記ダイセット内で前記坩堝から前記空間に対して前記供給通路を経て供給され、前記中空部を通過する際に固化する、複数の平行な流路を備えた多流路管の製造装置が提供される。  (もっと読む)
(もっと読む)
高強度鋼構造部材の製造方法
【課題】引張り強度=少なくとも800N/mm2、降伏強度=少なくとも600N/mm2を有する高強度鋼材料素材から、これと同等以上の機械的性質を有する高強度鋼製構造部材を得る。
【解決手段】フェライト・パーライト・マイクロ組織を有する高強度鋼の素材を、圧延、据込み、鍛造または押出しによって冷間加工して、所望の幾何学的断面を有し、素材のそれと実質的に同等以上である機械的性質を有する高強度鋼製構造部材を製造する方法。高強度鋼材料素材の組成は、重量%で、炭素:0.30〜0.65%、Mn:0.30〜2.5%、Al、Nb、Ti、Vおよびそれらの混合物から成る群から選ばれる少なくとも1種の微粒化剤:0.03〜0.35%、Fe:残部である。
(もっと読む)
円弧状ブレーキシューの製造方法
【課題】 廃棄処分する材料をできるだけ少なくし、かつT字形状の上面の中心部に隙間が生ぜず、簡単な作業でかつ経済的で安価な円弧状ブレーキシューの製造方法を提供する。
【解決手段】 単一の円弧状ブレーキシューが得られる寸法を有する短尺のブロック状金属Aを、引き抜き法により平坦部とそれに垂直な突出部分を有するT字形状に加工し、さらに前記突出部分が内側になるように円弧状に加工して円弧状金属加工品を得、次いで円弧状金属加工品外側表面の平坦部に摩擦部材を固着するか又は一体成形することを特徴とする円弧状ブレーキシューの製造方法、単一の円弧状ブレーキシューが得られる寸法を有する短尺のブロック状金属B及び複数の円弧状ブレーキシューが得られる寸法を有する長尺のブロック状金属を用いて作製した円弧状金属加工品外側表面の平坦部に摩擦部材を固着するか又は一体成形することを特徴とする円弧状ブレーキシューの製造方法。
(もっと読む)
リング状ブレーキシューの製造方法
【課題】 廃棄処分する材料をできるだけ少なくし、かつT字形状の上面の中心部に隙間が生ぜず、簡単な作業で経済的で安価なリング状ブレーキシューの製造方法を提供する。
【解決手段】 単一のブレーキシューが得られる寸法を有するブロック状金属を、引き抜き法により平坦部とそれに垂直な突出部分を有するT字形状に加工し、さらに前記突出部分が内側になるようにリング状に加工してリング状金属加工品を得、次いでリング状金属加工品外側表面の平坦部に摩擦部材を固着するか又は一体成形することを特徴とするリング状ブレーキシューの製造方法及び複数のブレーキシューが得られる寸法を有するブロック状金属を用いて作製したリング状金属加工品外側表面の平坦部に摩擦部材を固着するか又は一体成形することを特徴とするリング状ブレーキシューの製造方法
(もっと読む)
1 - 12 / 12
[ Back to top ]