
Fターム[4E096GA28]の内容
Fターム[4E096GA28]に分類される特許
1 - 2 / 2
冷間抽伸装置及び金属管の製造方法
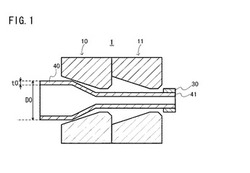
【課題】空引金属管の曲がりを抑制する冷間抽伸装置を提供する。
【解決手段】冷間抽伸装置は、外径D0、肉厚t0の素管から金属管を製造し、ダイス両角θ、ダイス径D1の前段ダイスと、ダイス径D2を有し、式(1)を満たす後段ダイスとを備える。0≦(d1−D2)/d1×100≦1.0(1)d1=D1+Δ/100×D1(2)Δ=aX12+bX1(3)X1=(D0−D1)/D0×100(4)a=Aθ2+Bθ+C(5)b=Dθ2+Eθ+F(6)、t0/D0<0.15である場合、A=−5.37×10−6、B=0.00048、C=−0.00156D=0.00012、E=−0.01438、F=0.04618、0.15≦t0/D0≦0.20である場合、A=−4.94×10−6、B=0.0004、C=−0.00142D=0.0001、E=−0.01167、F=0.0371
(もっと読む)
内面溝付管及びその製造方法

【課題】本発明は、熱伝導性能に優れ、小型化、軽量化を図ることができ、省資源化を実現することができる内面溝付管及びこのような内面溝付管を効率よく安定して製造することができる製造方法の提供を目的とする。
【解決手段】設置部50上を引抜方向へ移動可能な可動手段33と、該可動手段33と設置部50の間で加工荷重Pを測定可能で荷重検出手段35と、巻取りドラム36を兼ねた引抜手段16を補助する補助引抜手段17と、補助引抜手段17とともに可動手段33上に設置され、素管11aを加工する縮径手段13、及び、溝加工手段14とを備えた製造装置12を用いて、加工荷重をP(N)、溝加工手段通過後の管の軸方向に対する断面積、破断応力をそれぞれAC1(mm2)、σM(N/mm2)としたとき、Pが(AC1×σM)の0.5倍から0.9倍の間になるよう前記補助引抜手段17を制御することを特徴とする内面溝付き管の製造方法。
(もっと読む)
1 - 2 / 2
[ Back to top ]