
Fターム[4F202AL16]の内容
プラスチック等の成形用の型 (108,678) | ホッパー (17) | 計量供給装置 (3)
Fターム[4F202AL16]に分類される特許
1 - 3 / 3
樹脂計量供給装置
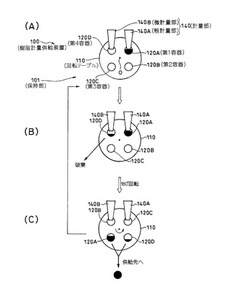
【課題】迅速な樹脂の計量供給と、精密な樹脂の計量供給とを高い次元で両立する。
【解決手段】樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置100であって、樹脂を計量・分離可能な計量部140が、所定量に満たない範囲で所定量の概量を計量・分離可能な粗計量部140Aと、粗計量部140Aの計量値と所定量との差分を粗計量部140Aよりも精密に計量・分離可能な微計量部140Bと、を備えて構成する。
(もっと読む)
厚肉成形品の製造方法

【課題】 ヒケやボイドの発生がない厚肉成形品を成形時間が短く、安定して得る製法を提供する。
【解決手段】 ペレット供給フィーダー装置7を用いて、熱可塑性樹脂ペレットを射出成形機のシリンダー1内のスクリューの回転動作と同期させて該スクリュー根元部へ供給し、該熱可塑性樹脂のガラス転移温度プラス50℃から80℃の範囲に設定した該シリンダー1内で該熱可塑性樹脂を溶融させた後、該熱可塑性樹脂のガラス転移温度プラス50℃から80℃の範囲に設定したホットランナーシステムを具備する金型9内へ射出し、該金型9内で冷却固化する厚肉成形品の製造方法。
(もっと読む)
重力鋳造法に於ける給湯炉からの出湯制御方法及びその装置、出湯制御方法により製造するタイヤ加硫用金型の製造方法
【課題】給湯炉からの出湯制御を精度良く行うことで、鋳造不良や給湯の無駄を防止することを可能とした重力鋳造法に於ける給湯炉からの出湯制御方法及びその装置、出湯制御方法により製造するタイヤ加硫用金型の製造方法を提供する。
【解決手段】給湯炉1からの出湯時に、傾倒制御装置8により給湯炉1を順次傾倒させてアルミ等の溶湯Wを出湯し、この時に前記樋2内の溶湯重量A及び供給ホッパ3内の溶湯重量Bを樋2の重量計9及び供給ホッパ3の重量計10または溶湯量の検出センサー11により測定する。そして、供給ホッパ内3の溶湯が所定重量Gに達する前に、予め求めた給湯計算値と前記重量計9,10で求めた重量(溶湯重量A+溶湯重量B)とを制御装置12により比較演算(減算)し、この計算値に基づき前記給湯炉1を傾倒制御装置8を介して所定の傾斜角度に傾倒作動させ、給湯炉1からの出湯を停止するように制御する。
(もっと読む)
1 - 3 / 3
[ Back to top ]