
Fターム[4F204FH07]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の前処理・コンディショニング (517) | 加熱、予熱 (169) | 不均一加熱、部分加熱 (3)
Fターム[4F204FH07]に分類される特許
1 - 3 / 3
レンズアレイの製造方法
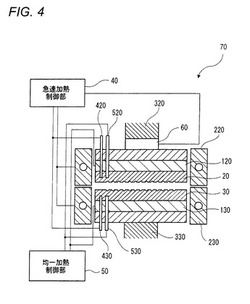
【課題】レンズアレイの厚みが均一になるようにしつつ、樹脂の加熱時間を短縮する
【解決手段】レンズアレイ10を第1の加熱部(120,130)と第2の加熱部(220,230)を用いて製造する製造方法であって、一対の成形型(20,30)の間に熱硬化性の樹脂を挟みこみ、成形型(20,30)の間に樹脂を挟みこんだ状態で、成形型(20,30)で挟み込んでいる樹脂が硬化開始温度に到達するまで、第1の加熱速度で成形型(20,30)を加熱する第1の加熱部を用いて、成形型(20,30)を均一に加熱し、樹脂が硬化開始温度に到達したときは、成形型(20,30)を加圧しながら、第1の加熱速度よりも大きい第2の加熱速度で成形型(20,30)を加熱する第2の加熱部を用いて、成形型(20,30)を加熱し、樹脂を硬化させるレンズアレイの製造方法。
(もっと読む)
複合繊維体の成形方法および成形型

【課題】高密度層と低密度層の厚み方向の密度分布,厚み分布が多様に変化した複合繊維体の成形方法および加熱型の提供を図る。
【解決手段】加熱型2として用いられる上型2Aまたは下型2Bの少なくとも一方の型面に、断熱材4により型材料と熱伝導率が異なる部分を設定することにより、成形素材1Aの加熱状態が部分的に変わって、高密度層1aと低密度層1bの厚み方向の密度分布,厚み分布が多様に変化した複合繊維体1を得ることができる。
(もっと読む)
積層板の製造方法
【課題】端部からの樹脂の流出を抑制して板厚が均一な積層板を製造することができる積層板の製造方法を提供する。
【解決手段】複数枚のプリプレグ1を重ねた積層体2、あるいは回路板3とプリプレグ1を重ねた積層体2を成形プレート4間に挟むと共に、これを熱盤5間にセットして加熱・加圧成形することによって積層板を製造する。加熱・加圧成形をする前のプリプレグ1は端部の溶融粘度がその内側の溶融粘度よりも高いものであり、加熱・加圧成形の際に、プリプレグ1の端部の樹脂が流出することを抑制することができる。
(もっと読む)
1 - 3 / 3
[ Back to top ]