
Fターム[4F204FQ18]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 成形用クッション材、マット (70) | 特殊形状のもの (4)
Fターム[4F204FQ18]に分類される特許
1 - 4 / 4
積層構造体の製造方法
【課題】加熱加圧対象物が面方向の全体に均一に加熱及び加圧された積層構造体を得ることができる積層構造体の製造方法を提供する。
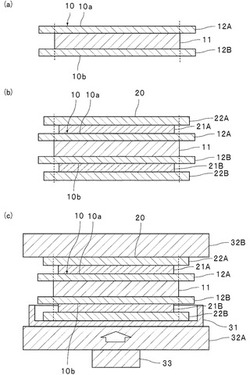
【解決手段】本発明に係る積層構造体の製造方法は、金属板12Aと加熱加圧対象物11と金属板12Bとを積層して第1の積層体10を得る工程と、第1の積層体10における第1の表面10a側に第1のクッション材22Aを配置し、かつ第1の積層体10における第2の表面10b側に第2のクッション材22Bを配置して、第2の積層体20を得る工程と、第2の積層体20を加熱及び加圧して、加熱加圧対象物11が加熱及び加圧された積層構造体を得る工程とを備える。金属板12A,12Bは、加熱加圧対象物11よりも大きい。第1,第2のクッション材22A,22Bの内の少なくとも一方は、少なくとも一方の表面に複数の凹部又は複数の凸部を有する。
(もっと読む)
樹脂注入成形装置およびそれを用いたRTM成形方法

【課題】樹脂注入成形型のシール性能を向上でき、シール材と溝の清掃を不要化可能であり、かつ、シール材の傷つきを防止可能であり、しかも、シール材の装着性を向上させつつ、シール材が成形品と一緒に抜けることを防止可能な樹脂注入成形装置、およびそれを用いたRTM成形方法を提供する。
【解決手段】互いに対向し樹脂が注入されるキャビティを形成する少なくとも一対の型と、一方の型のキャビティ周囲に設けられた溝と、溝中に装着され他方の型の型締めにより押圧されるシール材を備えた樹脂注入成形装置において、シール材の断面形状が、溝の両内側面に沿って延びる側面を有し、シール材装着時の溝からの突出部が矩形に形成されていることを特徴とする樹脂注入成形装置、およびそれを用いたRTM成形方法。
(もっと読む)
電子部品の圧縮成形方法及び装置
【課題】基板6に装着した電子部品5を圧縮成形する場合に、離型フィルム13を被覆した下型4のキャビティ10内に顆粒樹脂7を均一な厚さで効率良く供給し得て、製品(樹脂成形体12)の生産性を効率良く向上させる。
【解決手段】まず、離型フィルム13に下型キャビティ10の形状に対応したフィルム凹部14を設けて凹部付フィルム15を形成すると共に、フィルム凹部14に所要量の顆粒樹脂7を投入して振動させることにより、顆粒樹脂7を平坦化して均一な厚さに保形して平坦化樹脂載置フィルム16を形成し、次に、平坦化樹脂載置フィルム16をインローダ2に係着すると共に、インローダ2にて平坦化樹脂載置フィルム16におけるフィルム凹部14をキャビティ(凹部)10に合致・嵌装(嵌合セット)することにより、凹部付フィルム15を被覆したキャビティ10内に平坦化顆粒樹脂7を供給セットする。
(もっと読む)
ゴム製筒体の製造方法
【課題】ゴム製筒体の生産性、外観及び寸法精度を高めることができるゴム製筒体(ゴムホース)の製造方法の提供。
【解決手段】内型4の外周面を円錐台の側面から構成する。内型4の外周側に未加硫ゴム筒7を配置する。未加硫ゴム筒7に筒状の外型5を外嵌する。外型5の内周面を円錐台の側面から構成する。外型5に外型カバー6を外嵌する。外型5の小径側端部の中心軸方向の移動を内型4に対して規制する。加硫成形用の熱によって外型5を大径側に熱膨張させる。外型5が内側の未加硫ゴム筒7を内型4の外周面に押圧する。これによる加圧と加熱により未加硫ゴム筒7をゴムホース1に加硫成形する。
(もっと読む)
1 - 4 / 4
[ Back to top ]