
TOWA株式会社により出願された特許
1 - 10 / 192
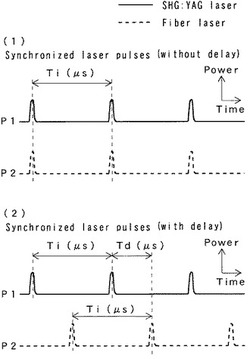
レーザ加工装置及びレーザ加工方法
【課題】レーザ光を使用して被加工物を加工する際に、切断品位を向上させる。
【解決手段】同じ一定の繰り返し周波数を有する第1のパルスレーザ光と第2のパルスレーザ光とを重畳させて、重畳された第1のパルスレーザ光と第2のパルスレーザ光とを被加工物に対して照射する。第1のパルスレーザ光のパルス列P1と第2のパルスレーザ光のパルス列P2とが一定の時間的な関係であるずれ時間Tdを有するように、第1のパルスレーザ光と第2のパルスレーザ光とを同期させる。2つのパルスレーザ光を同期させる態様として、ずれ時間Td=0の場合及びずれ時間Td≠0の場合が存在する。これにより、被加工物に応じて、ずれ時間TdとしてTd=0を選択し、又は、ずれ時間TdとしてTd≠0であって被加工物に対して最適な時間を選択して、被加工物を加工する。
(もっと読む)
光電子部品及びその製造方法

【課題】生成した光を効率よく外部に導くことができる薄型の光電子部品を、安価に製造する。
【解決手段】基板本体1の複数の領域2に対応する光電子部品15に、単位基板16と、複数個の小型光素子4と、封止樹脂12からなる平板部17と、封止樹脂12からなる複数個の凸状の小型レンズ部18とを備える。光電子部品15は、側面として、封止済基板13から複数の領域2単位に分離されたことによって形成された分離面(分割面)DFを有する。各小型レンズ部18の光軸と各小型光素子4の光軸とが、中心線CLとして一致する。
(もっと読む)
エアースピンドルユニットにおけるスピンドルのロック装置
【課題】簡単なロック用器具Bを用いてエアースピンドルユニットAにおけるスピンドル5のロック、又は、ロック解除操作を確実に行うのみならず、そのロック状態又はロック解除状態を目視により容易に確認すると共に、その状態を確実に維持させる。
【解決手段】エアースピンドルユニットAのシンクロモータ6におけるロータ6aに設けた軸方向の係合凹部12(または、係合孔部)に対してスピンドルハウジング1側に固定したロックピン部材11を係脱可能に装設する。また、スピンドルハウジング1側に固定したロック装置本体のロックピン部材(または、ロックプレート部材)をブレード9装着用のフランジ部8に設けた嵌合孔部(または、ブレード9装着用のフランジ部8に設けた止着面)に対して係脱可能に装設する。
(もっと読む)
エアースピンドルユニットにおけるスピンドルのロック装置
【課題】エアースピンドルユニットAにおけるスピンドル5のロック状態又はロック解除状態の切換制御及びその確認作業を自動的に行い、作業の安全性と作業効率を向上する。
【解決手段】ロック装置(B)における装置本体10にロックピン部材11及びロックピン部材11に対する位置制御ピン部材12と位置制御ピン部材12の位置検出センサ13bとを設ける。また、ロックピン部材11をスピンドル5の軸心方向へ進退可能に設け、スピンドル5の周面にはロックピン部材11の先端係合部11aと嵌合する少なくとも一個のロック孔5bを設ける。また、位置検出センサ13bにて位置制御ピン部材12の位置を検出することにより、ロックピン部材の先端係合部11aとスピンドルのロック孔5bとが嵌合するスピンドル5のロック状態検出信号16をインタロック機構側に伝え、更に、インタロック機構を介してスピンドル5のロック状態を解除した後にモータ部の動作を開始させる。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】樹脂成形型5・8のキャビティ10内に供給セットした樹脂封止前基板上の電子部品を樹脂封止成形する際に、キャビティ10内の樹脂材料未充填状態や樹脂パッケージ内外部のボイド形成を防止すると共に、キャビティ10内と外部とを連通させたエアベント溝部13からの樹指漏れを防止する。
【解決手段】樹脂成形型の型開閉方向の位置となり且つ成形品突出機構17と重ね合せた位置にエアベントピン28を装着したエアベントピン取付プレート29を連続して配設すると共に、エアベントピン28をエアベント溝部13の部位に配設する。このエアベントピン28を介してエアベント溝部13を開放した状態に設定し且つこの開放状態でキャビティ10内への樹脂材料注入工程とキャビティ10内の減圧工程を行うと共に、エアベントピン28を介して樹脂材料注入工程の終了時期に合わせてエアベント溝部13を閉鎖した状態に設定する。
(もっと読む)
反射体付基板の製造方法及び製造装置
【課題】反射体付基板を製造する際に環境に与える負荷を抑制して、反射体付基板を安価に製造する。
【解決手段】上型46の下面に基板本体2を固定し、キャビティ50を流動性樹脂51によって満たされた状態にし、上型46と下型47とを型締めして基板本体2の所定の面を流動性樹脂51に浸漬し、流動性樹脂51を硬化させて硬化樹脂53を形成し、上型46と下型47とを型開きし、成形済基板52を上型46から取り外す。下型47には基板本体2の領域4にそれぞれ対応する領域が設けられ、キャビティ50には複数の凹部48と複数の凹部48同士を連通する空間49とが設けられる。複数の凹部48において硬化樹脂53からなる反射体54を形成するとともに空間49において硬化樹脂53からなる薄肉部55を形成し、成形済基板52から薄肉部55を除去する。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】電子部品7を樹脂封止成形した樹脂パッケージ9と圧縮型3との離型時において樹脂パッケージ9に欠けやクラックが発生するのを確実に防止する。
【解決手段】樹脂成形用キャビティ4の開口周縁部に設けた成形部2aにて樹脂封止済基板6aにおける樹脂パッケージ周縁部分9aを支持固定させると共に、この状態で圧縮型3を樹脂パッケージ本体部分9bから離反させる第一離型工程を行い、次に、キャビティ開口周縁部の成形部2aと樹脂パッケージ周縁部分9aとを離反させる第二離型工程を行う。更に、第一離型工程において、キャビティ4の内外通気経路3bを連通接続状態に設定するキャビティ内外通気経路3bの連通接続工程を行って、キャビティ4内の真空状態を解除する。
(もっと読む)
切断装置及び切断方法
【課題】被切断物を切断する際の切断くずが切断後の物品に付着することを防止する。
【解決手段】切断機構15には、回転刃17と切削水用ノズル18とが設けられる。被切断物である樹脂封止体1が吸着される吸着用治具6の上面には、樹脂封止体1に設けられた格子状の複数の領域5の境界線4に各々重なる複数の溝13,14が設けられる。回転刃17が樹脂封止体1を切断する際には、回転刃17の周端部が溝13,14に収容される。溝13,14の底面には、複数の吸引孔30と複数の供給孔34とが相隣り合って設けられる。回転刃17によって樹脂封止体1が切断されている間、切削水用ノズル18は被切削点に向かって切削水19を吐出し、複数の供給孔34は溝13,14の内部に洗浄水37を供給する。切削水19と洗浄水37とは、複数の吸引孔30を経由して吸引されることによって、切断くずを含む排水38として吸着用治具6の外部に除去される。
(もっと読む)
樹脂成形用型の交換方法と交換機構及び樹脂成形装置
【課題】減圧成形手段を採用した樹脂成形装置に搭載して用いられる樹脂成形用の型を樹脂成形装置に対して簡易に且つ効率良く交換する。
【解決手段】樹脂成形用の型4の外方周囲に、係脱具12を介して外気遮断部材10を係脱可能に装設する。そして、型4の交換時には、まず、各型4・8の型面と各外気遮断部材10・11の接合面とを接合させる型締めを行う。次に、型4の外方周囲に装設した外気遮断部材10を係着する係脱具12を取り外してその両者の係着状態を解除すると共に、係脱具14を介して各外気遮断部材10・11の両者を係着する。次に、各外気遮断部材10・11を係着した状態で、各型4・8の型面を離反させる型開工程を行って各外気遮断部材10・11の両者を同時に移動させることにより、型4の外方周囲に装設した外気遮断部材10を型4の外方周囲から退避させて型4交換用の空間部Sを構成する。
(もっと読む)
絶縁性ジルコニアの放電加工方法及びこの方法に用いる工具電極
【課題】被加工物である絶縁性ジルコニアに対する大面積の放電加工を行う際、表面粗さを低減し且つ均質な加工表面を得ることのできる、絶縁性ジルコニアの放電加工方法及びこれに用いる工具電極を提供する。
【解決手段】被加工物1たる絶縁性ジルコニアの放電加工方法であって、この放電加工に用いる工具電極2は、前記被加工物1との対置面に複数のスリット3が設けられ、また、この放電加工中に前記工具電極2を揺動すると共に、前記被加工物1の被加工面5に対して平行に移動させることで前記被加工物1たる絶縁性ジルコニアの加工表面の性状を良好にする。
(もっと読む)
1 - 10 / 192
[ Back to top ]