
Fターム[4F207AK14]の内容
プラスチック等の押出成形 (29,461) | 加熱冷却手段の具体的な特徴 (126) | 断熱材の特徴 (6)
Fターム[4F207AK14]に分類される特許
1 - 6 / 6
多層フィルム製造装置及び製造方法
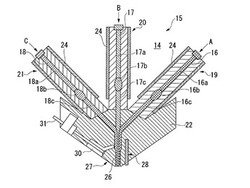
【課題】溶融温度が異なる複数種の樹脂を用いて多層フィルムを共押出で製造する。
【解決手段】多層フィルム製造装置15は、内部に樹脂A,B,Cを溶融状態で流動させるマニホールド流路16,17,18を設けた複数の第一ダイ19,20、21を放射状に配設する。各第一ダイには溶融温度の異なる樹脂A,B,Cを各溶融温度に応じた温度で加熱するヒータ24を設けた。マニホールド流路16,17,18は各第一ダイから第二ダイ22に延びる。各マニホールド流路16,17,18は各第一ダイ内で拡幅部16b、17b、18bを形成し、その下流側に薄膜化する流路16c、17c、18cを形成する。第二ダイ22内で各流路を合一し、リップ27から積層状態で押し出して、多層フィルムを形成する。
(もっと読む)
ヒータの取付け構造

【課題】複数のヒータの取り付け、取り外しが容易で周囲の気流の影響を低減した取り付け構造を提供する。
【解決手段】複数のヒータ12を保持する保持体13の取付け面に保持溝16を形成し、複数のヒータ12を、その位置が保持体13の長手方向に異ならるように前記保持溝16内に保持し、ヒータ12が加熱対象であるTダイに接触するように、保持体13をTダイに取り付けている。
(もっと読む)
断熱材
【課題】複数枚の断熱材の設置作業を容易にする。
【解決手段】断熱材は、長手方向の一方端に設けられたオス又はメスの面ファスナーを有する接合シート用を他方端に設けられたメス又はオスの面ファスナーに貼り合わせることにより発熱体1の外周部に巻き付けられる内周側断熱部材4aと、長手方向端部表面に設けられたオス又はメスの面ファスナーを内周側断熱部材4a又は内周側の外周側断熱部材の外表面に設けられたメス又はオスの面ファスナーに貼り合わせることにより内周側断熱部材4a又は内周側の外周側断熱部材の外表面に巻き付けられる外周側断熱部材4b〜4eとを備える。
(もっと読む)
ポリフェニレンエーテル系樹脂押出成形体の製造方法
【課題】押出成形加工時の生産性、成形体の二次加工性、耐熱性、表面外観に優れ、電気・電子用部材、自動車用部材、建築用部材、その他産業用部材としての用途に好適なポリフェニレンエーテル系樹脂成形体の製造方法の提供。
【解決手段】ポリフェニレンエーテル系樹脂(A)5〜95重量部およびポリアミド樹脂(B)5〜95重量部の合計量100重量部に対して、粘度平均分子量が40万〜1500万の超高分子量ポリマー(C)0.1〜10重量部からなるポリフェニレンエーテル系樹脂組成物を、断熱金型を用いて押出成形することを特徴とするポリフェニレンエーテル系樹脂押出成形体の製造方法。
(もっと読む)
成形機
【課題】断熱材を用いて省エネ効果が得られながらも、簡易にオーバーシュートを抑制できる成形機を提供する。
【解決手段】ヒータにより加熱されると共に内部で樹脂を溶融させて、溶融樹脂を吐出させる加熱シリンダと、少なくとも前記ヒータの配置部分において、前記加熱シリンダの周方向全周を覆う断熱材と、前記加熱シリンダの温度に応じて、前記断熱材の少なくとも一部を前記加熱シリンダから剥離させる調温機構と、を備える。
(もっと読む)
発泡シート製造用Tダイ、発泡シート製造装置、発泡シート及び発泡シートの製造方法
【課題】内部の発泡倍率のばらつきが少な、厚みが大きく高発泡倍率の発泡シートを成形することができるTダイを提供する。
【解決手段】熱可塑性樹脂を成形して発泡シートを製造するためのTダイ1は、内部に熱可塑性樹脂が供給されるマニホールド部2と、内部に熱可塑性樹脂が流れる第1樹脂流路6を有してマニホールド部2の下流側に取付けられ、第1樹脂流路6の周囲の壁面に第1樹脂流路6を加熱する熱媒用の流路3Cを有する加熱部3と、加熱部3の第1樹脂流路6内に、発泡シートの厚さ方向に直交するように固定された板状のトーピード7A、7B、7Cと、内部に熱可塑性樹脂の成形空間である第2樹脂流路8を有して加熱部3の下流側に取付けられ、第2樹脂流路8の周囲の壁面に第2樹脂流路8を冷却する冷媒用の流路4Cを有する冷却成形部4と、加熱部3と冷却成形部4との間に配置された断熱部材5とを備える。
(もっと読む)
1 - 6 / 6
[ Back to top ]