
Fターム[4F208AP03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 検出量又は監視量 (178) | 力 (33) | 圧力 (32) | 樹脂圧 (2)
Fターム[4F208AP03]に分類される特許
1 - 2 / 2
樹脂製容器、及び樹脂製容器の製造装置
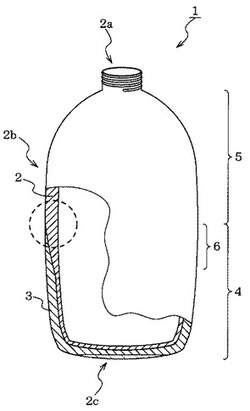
【課題】容器本体に部分的に形成される被覆層を、該被覆層が形成されない部位との境界部分において厚みを変化させることで、より一体感のある装飾デザインを施したりすることができる樹脂製容器、及び樹脂製容器の製造装置を提供する。
【解決手段】樹脂製容器1は、押出機から押し出されたパリソンをブロー成形することによって製造される樹脂製容器1であって、容器本体2と、前記容器本体2の全部又は一部を覆う被覆層とを少なくとも備え、前記被覆層3が、高さ方向に沿って、0.1〜1.5μm/mmの減少率で連続的に厚みを減じる肉厚減少部6を有し、前記被覆層3が、高さ方向に沿って厚みを減じながら消失する構成とする。
(もっと読む)
発泡ブロー成形方法およびこの方法を実施する発泡ブロー成形装置

【課題】定量式のポンプおよび冷却器として冷凍機を用いた熱交換機を不要として、コストを上げることなく、発泡ブロー成形に必要な炭酸ガスを押出機に供給可能とする。
【解決手段】押出機Eに炭酸ガスが注入される部分の樹脂圧力を圧力計12により測定し、この測定された樹脂圧力より若干高く炭酸ガスの注入圧力を予め圧力調整装置13により設定する。この状態で、ガスボンベGに封入されている二酸化炭素を、ガスボンベGの開放と共にガス化し炭酸ガスとする。更に炭酸ガスの流量を流量計14により測定し、この測定した流量を電気制御回路16により設定値と比較し、その比較の結果に応じて流量制御弁15の開度を調整し、炭酸ガスの流量および圧力を所定の設定値として、押出機Eに供給する。このようにして押出機Eに供給された炭酸ガスを使用して、発泡ブロー成形機Aにより、発泡ブロー成形を行う。
(もっと読む)
1 - 2 / 2
[ Back to top ]