
Fターム[4F208LN25]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | 延伸方法、手段 (274) | 機械的手段によるもの (156) | 延伸ロッド (140) | 先端部 (10)
Fターム[4F208LN25]に分類される特許
1 - 10 / 10
改良型プラスチック・プリフォーム
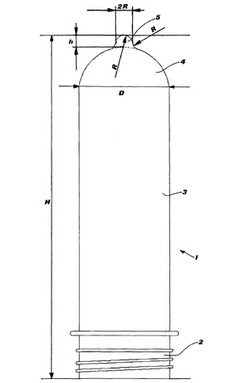
【課題】プリフォームから得られるボトルの寸法、及び物理的特性を同一に維持しながらも、従来のプリフォームに比べて大幅に低減された重量の改良型プリフォームを提供する。
【解決手段】プラスチック材料のプリフォーム1からブロー成形によって中空体を製造するにあたり、開放端2、及び閉鎖端4を有する実質的に円筒形の中心体3を含むプリフォーム1の閉鎖端4の中心領域に相当する箇所に、プリフォーム1から外側へ突出する中空の突起5を形成し、プリフォーム1の引き伸ばし棒の先端を内部に収容可能な中空の突起5を備えて、中空体の最終的な長さまで引き伸ばし、その後、加熱され、引き伸ばされたプリフォームの中に、圧縮された空気の流れを導入する。なお、中空の突起5と、プリフォーム1の閉鎖端4の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器

【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器
【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
広口容器と延伸ロッド
【課題】 広口容器に対する固化し易い内容物の回動変位を阻止することにより、指先等による内容物の擦り取りを、良好に達成できるようにすることを目的とする。
【解決手段】 高さの低い2軸延伸ブロー成形された合成樹脂製広口容器において、充填収容した固化し易い内容物を、回動変位不能に係止保持する複数の係止凹部7を、外面を平滑面とした底壁6の略平坦な内面の中央部分に、配列形成し、この係止凹部7に対する内容物の係止により、回動変位を阻止する。
(もっと読む)
合成樹脂製容器をブロー成形する方法
【課題】直径方向に相当な長さに渡って延在するピンチオフ痕(24)をその全体に渡って消失させ、底部にピンチオフ痕を残留させることなく合成樹脂製容器をブロー成形することができる方法を提供する。
【解決手段】ブロー工程と同時に或いはブロー工程の後又は前に、パリソン(22)内に矯正マンドレル(42)を挿入し、このマンドレルに装備されている矯正手段(60a、60b)をパリソンのピンチオフ痕に沿って延在する形態に展開させてパリソンのピンチオフ痕に押圧し、これによってパリソンのピンチオフ痕を矯正する矯正工程を遂行する。
(もっと読む)
トナーボトル及びこれを装着する電子写真装置並びにトナーボトルの成形方法
【課題】トナーボトルの成形精度を向上して上述した実際上の問題を解消するようにしたトナーボトルを提供する。
【解決手段】本発明に従うトナーボトルは、2軸延伸ブロー成形法によって製造される。射出成形によって作られるプリフォーム10は、トナーボトルが備えるべき最終形状の口部10aと、この口部10aの基端側に位置するフランジ10bとを備え、プリフォーム10の延伸すべき部分を先ずヒータ加熱する。2軸延伸ブロー成形は、プリフォーム10を金型11にセットした後、プリフォーム10の中に、上下動移動可能なブローピン12を差し込み、このブローピン12を通じて圧縮空気を注入することによって行われる。次いで、一対のサイド型ハーフ14、15を型開きすると共にボトム型16をボトル13の底13aから離れる方向に移動させてボトル13を取り出す。
(もっと読む)
射出成形プリフォーム
【課題】 本発明は従来の射出成形装置をノズル部、金型等を大きく変更することなく使用でき、連続稼働可能で工業的な利用ができるゲートカット不要のプリフォーム、特には底部形状の創出を技術的な課題としたものである。
【解決手段】 射出成形された2軸延伸ブロー成形用のプリフォームにおいて、底部外面中央に、長さ寸法を最大で前記底部の肉厚の1.5倍とした射出成形において形成されるスプルー部をカットしないで有し、底部内面中央のスプルー部に対向する位置に、スプルー部も含めた底部の肉厚の変動を緩和するように、スプルー部による凸状の形状を補完する凹部を形成し、凹部に2軸延伸ブロー成形における延伸ロットの先端部が嵌入して芯出し可能な構成とする。
(もっと読む)
電子写真用シームレスベルトの製造方法及び、画像形成装置
【課題】 一次延伸時に使用される延伸棒を特定の形状、機能をもたせること、また、金型内の空気圧調整を行うことにより凹み発生を防ぎ、寸法精度に優れ、耐久画像特性に優れた、電子写真用シームレスベルト、の製造方法および電子写真用シームレスベルトを提供する。
【解決手段】 熱可塑性樹脂混合物を射出成形することによって、プリフォームを形成する工程と、形成されたプリフォームを加熱する工程と、プリフォームを金型内で延伸棒によって1次延伸する工程と気体を吹き込むことによって2次延伸する工程を有する射出延伸ブロー成形法により製造される電子写真用シームレスベルトにおいて、該プリフォームを一次延伸する該延伸棒の先端部径aと胴径bの比a/bが1.2以上2.5以下であることを特徴とする電子写真用シームレスベルトの製造方法。
(もっと読む)
容器ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスの少なくとも一部分を容器の底部領域のほうへ案内する。特に、流動経路が前記底部領域の付近に終端を有しているのが有利である。引伸ばし棒を通じて、加圧状態にあるガスの少なくとも一部分を容器内へ導入する。  (もっと読む)
(もっと読む)
工作物ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスを引伸ばし棒を通じて容器内へ導入させる。圧力室から供給した圧縮ガスを引伸ばし棒の棒内部空間内へ側方から導入する。引伸ばし棒は、ブロー成形型側の引伸ばし棒丸形先端部とブロー成形型とは逆の側の引伸ばし棒端部との間に、引伸ばし棒の棒内部空間に開口して加圧状態のガスを供給する少なくとも1つの貫通穴を有している。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]