
Fターム[4F208MJ12]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の供給 (399) | 移送 (127) | 蓄積 (6)
Fターム[4F208MJ12]に分類される特許
1 - 6 / 6
基材成形装置及び基材の製造方法
【課題】基材を吊り下げた状態で搬送する際に、基材を所定の位置にて精度良く停止させることができる基材成形装置及び基材の製造方法を提供する。
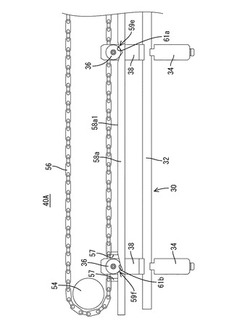
【解決手段】植物性繊維と熱可塑性樹脂を含む材料からなる板状体を吊り下げた状態で搬送し、所定の形状に成形する基材成形装置であって、板状体を吊り下げることにより該板状体を保持するハンガー30と、板状体の搬送方向に沿って延設された第1スライドレール58aと、を備えている。ハンガー30には、第1スライドレール58aに載置されることでハンガー30を移動可能に支持するローラ36が設けられている。第1スライドレール58aには、ローラ36と係合することにより、ハンガー30の第1スライドレール58aに沿った移動を規制する係合面61a、61bが設けられている。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置

【課題】溶融状態の熱可塑性樹脂製シートを二次成形に適した所望の厚み分布が実現可能な樹脂成形品の成形方法及び成形装置の提供。
【解決手段】熱可塑性樹脂を溶融混練する段階と、所定量貯留する段階と、間欠的に押し出す段階を有し、それにより、押出スリット34から溶融状態のシート状樹脂が下方に押し出され、ローラー30A,Bの回転駆動により下方へ送り出す段階と、ローラーにより送り出された溶融状態のシート状樹脂を下方に配置された金型32A,Bの側方に配置する段階と、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に沿った形状に成形する段階とを有し、外表面に凹凸状のシボを設けた前記一対のローラーへ供給される該シート状樹脂の厚みに係わらず、押圧しつつ、前記一対のローラーを回転駆動させる段階を有することを特徴とする樹脂成形品の成形方法。
(もっと読む)
トレーの成形供給方法及びトレーの成形供給装置
【課題】菓子等の梱包ラインに、トレーを迅速に供給することができる、トレーの成形供給方法及びトレーの成形供給装置を提供する。
【解決手段】片面に熱可塑性樹脂がコーティングされた紙製のシート材料Sをホッパー40に貯留し、このホッパー40からシート材料Sを取出して加熱加圧してトレー形状に成形し、成形されたトレー1の熱可塑性樹脂の樹脂コーティング面に気体を吹付けて、加熱軟化した熱可塑性樹脂を急冷硬化させ、こうして成形されたトレー1を搬送コンベヤ20に載せて、トレー20に製品を載せて梱包するラインに供給する。
(もっと読む)
樹脂板の予熱−加熱−成形方法
【課題】 成形装置による樹脂板の成形工程中に、他の樹脂板を予熱部から加熱部に移送できるようにして時間ロスを低減できるようにする。
【解決手段】 多数の樹脂板1…の積載部6と、積載部6から移送した樹脂板1を予熱する予熱部5と、予熱部5から移送した樹脂板1を加熱する加熱部3と、加熱部3により加熱完了した樹脂板1が移送され当該樹脂板1を所定形状に成形する成形装置20とを備え、さらに樹脂板1、1をそれぞれ載せるための2枚のトレー7、7を用いるものである。そして、成形装置20による樹脂板1の成形工程中に、他の樹脂板1を載せたトレー7を予熱部5から加熱部3に移送することを特徴としている。また、積載部6、予熱部5、加熱部3をこの順に下から上に向かって設けている。
(もっと読む)
樹脂板加熱装置
【課題】 より合理的に樹脂板の予熱と加熱を行える樹脂板加熱装置を提供する。
【解決手段】 樹脂板1を加熱する第一ヒータ2を設けた加熱部3と、第二ヒータ4が設けられ前記加熱部3に樹脂板1を送る前に当該樹脂板1を予熱する予熱部5とを備え、前記予熱部5は前記加熱部3の下方に設けられた樹脂板加熱装置である。また、予熱部5の下方に樹脂板1…の積載部6を設けている。さらにまた、予熱部5と積載部6の間に樹脂板1を載せるトレー7を保管できる保管部8を設けている。
(もっと読む)
樹脂板加熱装置
【課題】 比較的狭いスペースでも利用可能な樹脂板加熱装置を提供する。
【解決手段】 下部に樹脂板1…の積載部2、上部に前記積載部2から供給される樹脂板1を加熱する加熱部3を備えた樹脂板加熱装置である。これにより、樹脂板1の加熱部3の下方に樹脂板1…の積載部2を設けたため、有効なスペース利用が可能となる。また、積載部2から加熱部3に供給する樹脂板1を途中で一時的に保管する保管部4を中間部に備えていると好ましい。
(もっと読む)
1 - 6 / 6
[ Back to top ]