
Fターム[4F209AQ04]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 検出手段の特徴 (62) | 機械的手段(←リミットスイッチ) (2)
Fターム[4F209AQ04]に分類される特許
1 - 2 / 2
熱転写成形装置
【課題】真空(減圧)条件の下で熱転写成形を行う成形装置に要する設備経費を圧縮し、連続的な生産を可能とすることにより時間当たりの生産性の向上も実現できる熱転写成形装置を提供する。
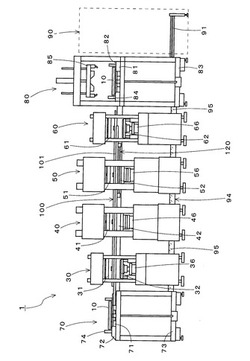
【解決手段】被加工材を減圧して搬送する搬送成形ユニット10と、搬送成形ユニット内の被加工材を補助加熱する補助加熱部30と、搬送成形ユニットを挟持して補助加熱部よりも高圧力により被加工材を加熱成形する加圧熱成形部40と、搬送成形ユニット内の被加工材を冷却する加圧冷却部50と、搬送成形ユニットを挟持して加圧冷却部よりも低圧力により被加工材を補助冷却する補助冷却部60と、搬送成形ユニットの脱気部を通じて内部を減圧し補助加熱部に向けて搬出する搬出部70と、補助冷却部から搬送成形ユニットを受け入れてその分離を行う搬入部80と、接続部110を備え搬送成形ユニットを各部の配置順に搬送し所定位置に載置する搬送装置100を有する。
(もっと読む)
インクジェットヘッドの吐出量補正方法、吐出量補正装置、及び機能性インク配置装置並びにナノインプリントシステム

【課題】機能性インクのロットにより粘度が異なる場合や、インクジェットヘッドを交換した場合であっても、基板間で膜厚を均一にする。
【解決手段】インクジェットヘッドのノズルから機能性インクをインク滴として吐出させ、前記インク滴を基板表面に離散的に配置する配置工程と、前記基板表面に配置されたインク滴にモールドを接触させることで、前記モールドと前記基板との間に前記機能性インクを充填させる接触工程と、前記充填された機能性インクを硬化させる硬化工程と、前記硬化した機能性インクから前記モールドを剥離する離型工程と、前記硬化した機能性インクの厚みを計測する計測工程と、前記計測した厚みに基づいて、前記ノズルからの吐出量を補正する補正工程と、を備えた機能性インク配置装置の吐出量補正方法によって上記課題を解決する。
(もっと読む)
1 - 2 / 2
[ Back to top ]