
Fターム[4F213AP13]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 検出量又は監視量 (109) | 流量、容積 (6)
Fターム[4F213AP13]に分類される特許
1 - 6 / 6
3次元造形装置及び造形システム
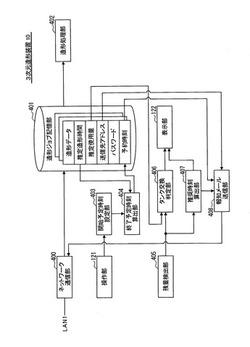
【課題】 ユーザが指定した時刻に終了するように造形処理を自動的に開始させることができる3次元造形装置を提供する。
【解決手段】 造形対象物の3次元形状及び造形ステージ112上における造形対象物の位置及び姿勢を示す配置態様を含む造形データを保持する造形データ記憶手段と、造形データに基づいて、造形ステージ112上に造形対象物を形成するための造形処理を行う造形処理部402と、造形対象物の3次元形状及び造形ステージ112上における位置及び姿勢に基づいて算出された造形処理に要する推定造形時間を保持する推定造形時間記憶手段と、造形処理の開始予定時刻の指定を受け付け可能な開始予定時刻設定部403と、推定造形時間及び開始予定時刻に基づいて、終了予定時刻を求める終了予定時刻算出部404と、開始予定時刻及び終了予定時刻を表示する予定時刻表示手段により構成される。造形処理部402は、開始予定時刻に造形処理を開始する。
(もっと読む)
3次元造形装置

【課題】 製造コストの増大を抑制しつつ、廃液タンク内の廃液が一定量を越えたことを確実に検知することができる3次元造形装置を提供する。
【解決手段】 廃液タンク13H内の廃液の蓄積量を検出するための蓄積量検出センサと、一端が廃液タンク13H内に配設され、他端がパージトレイ114に接続された廃液管と、パージトレイ114内の廃液を廃液タンク13Hへ流入させる廃液ポンプ60と、廃液ポンプ60よりも廃液タンク13H側において、廃液管内の圧力を測定する圧力センサと、廃液ポンプ60の逆回転時における圧力センサの出力に基づいて、廃液タンク13H内の液面が廃液管の一端に到達したことを検出する液面検出部408と、液面検出結果又は蓄積量検出センサの検出結果に基づいて、廃液タンク13H内の廃液の蓄積量が一定量を越えたか否かを判定する廃棄要否判定部411により構成される。
(もっと読む)
光造形装置および光造形方法
【課題】寸法精度および外観に優れ、しかも高い強度を有する高品質の立体造形物を、速い造形速度および高い造形精度で、生産性良く製造するのに有効に使用することができる光造形装置を提供する。
【解決手段】未硬化の光硬化性樹脂の薄層を走査線に沿って移動する光ビームで走査することで選択的に光照射し、光照射域に対応する断面硬化層を造形する工程を繰返すことで該断面硬化層が積層された立体的光硬化造形物を造形する方法において、液体樹脂タンク内にゴミよけ液溜を液面に付け、該ゴミよけ液溜内の液面を測定するように液面センサーを配置したことを特徴とする光造形装置。
(もっと読む)
三次元形状造形物の製造方法およびその製造装置
【課題】材料粉末をより好適な態様で均すことができる三次元造形物の製造方法を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物の製造方法であって、材料粉末を均すことによって粉末層を形成し、均される材料粉末量を検知することを特徴とする三次元形状造形物の製造方法。
(もっと読む)
歯付ベルトの製造装置及び歯付ベルトの製造方法
【課題】歯面側と背面側のエラストマー量を分別して突出させることで心線が背面から露出しなく、又、心線位置を正確に設定できる歯付ベルトの製造装置及び製造方法を提供する。
【解決手段】所定ピッチ間隔で歯が形成された外周面を有する一対の円筒からなる成形用モールドと、熱可塑性エラストマーを加熱溶融して、ダイス3から前記成形用モールドに向けて突出させる押し出し機と、所定の張力を付与した状態の心線を、前記成形用モールドに繰り出す繰り出し機と、前記熱可塑性エラストマーを、成形用モールドによって形成された歯溝に向かって押し付ける圧力付与手段とを備えた歯付ベルト製造装置において、前記ダイス3がエラストマー流路を分離して、前記心線9を成形用モールドに導く為の心線ガイド手段11を挟んだ状態に配置した歯付ベルト製造装置及びそれを使用した歯付ベルトの製造方法。
(もっと読む)
タイヤのシーリング・ポンプアップ装置
【課題】人力ポンプを操作する操作者の労力負担を低減し、良好なパンクタイヤの補修ができるタイヤのシーリング・ポンプアップ装置を提供する。
【解決手段】人力ポンプ70のシリンダ容積をV1、液剤収容部14の気体の容量をV2としたとき、V2/V1が0.2〜1の範囲にある。液剤収容部14内に気体がある場合には、この気体が、蓄圧タンクとして機能する。これにより、吐出圧が平均化し、脈動を低減できるため、人力ポンプを操作する操作者の労力負担を低減でき、また、シール剤にかかるタイヤバルブ部分でのせん断力を低減できる。また、V2/V1の値が0.2〜1の範囲にあるので、シーリング剤のゲル化を防止できると共に、パンクタイヤ50に空気を供給しにくくいという事態が起こらず、良好なパンクタイヤの補修ができる。
(もっと読む)
1 - 6 / 6
[ Back to top ]