
Fターム[4K033JA09]の内容
Fターム[4K033JA09]に分類される特許
1 - 4 / 4
方向性電磁鋼板の仕上焼鈍用インナーケースと仕上焼鈍方法
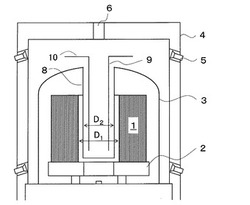
【課題】方向性電磁鋼板を仕上焼鈍する際に発生するコイル内各位置の温度の不均一分布を改善し、形状不良および鉄損劣化を効果的に抑制することができる仕上焼鈍用インナーケースと、そのインナーケースを用いた仕上焼鈍方法を提案する。
【解決手段】バッチ式箱型焼鈍炉で方向性電磁鋼板の素材コイルを仕上焼鈍する際、アップエンドに載置したコイルに被せるインナーケースにおいて、インナーケース上面中心部にコイルの内周面と対向する外管と、その内側に内管を配設した2重管構造の円筒状凹部を有し、好ましくは、上記円筒状凹部の外管の外径がコイル内径の0.3倍以上、かつ上記外管とコイル内周面との間の距離が50mm以上であり、円筒状凹部の内管の内側断面積が、円筒状凹部の内側断面積の0.3〜0.7倍である仕上焼鈍用インナーケース。
(もっと読む)
高磁気誘導の無方向性ケイ素鋼の製造プロセス
高磁気誘導の無方向性ケイ素鋼の製造プロセスであって:1)製錬および鋳造手順を備え:鋼の化学組成は重量パーセントで:Si 0.1〜1%、Al 0.005〜1.0%、C≦0.004%、Mn=0.10〜1.50%、P≦0.2%、S≦0.005%、N≦0.002、Nb+V+Ti≦0.006%、かつ残部がFeであり;溶融鋼は製錬されかつ二次精錬され、次にビレットに鋳造され;さらに、2)熱間圧延手順を備え:ビレットは1150〜1200℃に加熱され、次に830〜900℃の仕上げ圧延温度で板に熱間圧延されて、≧570℃の温度で、コイル状に巻き取られ;さらに、3)平坦化手順を備え:板は2〜5%の圧縮率で冷間圧延され;さらに、4)焼きならし手順を備え:板は950℃を下回らない温度で30〜180sの間焼きならしされ;さらに、5)酸洗いおよび冷間圧延手順を備え:焼きならし板は酸洗いされ、次に70〜80%の合計圧縮率で数回続けて冷間圧延されて完成品の厚みを有するシートにされ;さらに、6)仕上げ焼きなまし手順を備え:冷間圧延シートは≧100℃/sの昇温速度で800〜1000℃に迅速に加熱され、5〜60sの間均熱され、その後ゆっくりと600〜750℃に冷却されて、次に自然放冷される。製造プロセスは、鉄損を増大させることなく少なくとも200ガウスだけ無方向性ケイ素鋼の磁気誘導を上昇させることができる。 (もっと読む)
IPMモータのロータ鉄心用鋼板、その製造方法およびIPMモータのロータ鉄心
【課題】打抜き加工性が良好であり、ロータ鉄心としたときに高い降伏強度を有しかつ磁気特性に優れるIPMモータのロータ鉄心用鋼板を提供すること。
【解決手段】C:0.05質量%〜0.35質量%、Si:0.05質量%〜1.0質量%、Mn:0.2質量%〜1.5質量%、P:0.05質量%以下、S:0.02質量%以下、酸可溶Al:0.005質量%〜2.95質量%かつSi+Al:3.0質量%以下、残部がFeおよび不可避的不純物からなる成分組成を有する熱延鋼板に、1回または中間焼鈍を含む2回以上の冷間圧延を施して所定の板厚とし、Ac1−50℃〜Ac1未満の温度範囲で0.5時間以上保持する1段目の熱処理、Ac1〜Ac1+100℃の温度範囲で0.5時間〜20時間保持する2段目の熱処理およびAr1−80℃〜Ar1の温度範囲で2時間〜60時間保持する3段目の熱処理を含みかつ2段目の熱処理温度から3段目の熱処理温度への冷却速度を5℃/h〜30℃/hとする3段焼鈍を施して得られる鋼板である。
(もっと読む)
回転子用無方向性電磁鋼板およびその製造方法

【課題】本発明は、時効熱処理を必要とせず、高速回転する回転機の回転子として必要な優れた機械特性と磁気特性とを兼備する無方向性電磁鋼板およびその製造方法を提供することを主目的とする。
【解決手段】本発明は、質量%で、C:0.06%以下、Si:1.6%超4.0%以下、Mn:0.05%以上3.0%以下、Al:2.5%以下、P:0.30%以下、S:0.04%以下、N:0.02%以下を含有し、残部がFeおよび不純物からなり、平均結晶粒径が50μm以下であり、板厚が0.15mm以上0.80mm以下であり、式(1):TS(max)−TS(min)≦60MPaおよび式(2):TS(min)≧550MPaを満足する機械特性を有することを特徴とする回転子用無方向性電磁鋼板を提供することにより、上記目的を達成する。
(もっと読む)
1 - 4 / 4
[ Back to top ]