
宝山鋼鉄股▲分▼有限公司により出願された特許
1 - 10 / 17
効率的且省エネルギーな帯鋼連続鋳造及び連続圧延プロセス

【課題】効率的且つ省エネな帯鋼連続鋳造及び連続圧延プロセスを提供する。
【解決手段】連続鋳造工程に少なくとも二つのカストストランドが設けられ、鋳造ビレットを加熱するために少なくとも二台の加熱炉が設けられ、圧延ライン14を中心線としてずれて配置される。圧延ライン設備配置の最適化により、連続鋳造スラブの潜熱を最大限に利用して、ホットチャージング温度が最も高くなり、工程のエネルギー消費が比較的低くなり、生産ラインを柔軟化させ、薄いスラブ連続鋳造及び連続圧延によっては実現できなかった四つのストランドを一つのラインに合流して同じ温度の高温で直接入れて連続圧延することが実現され、連続鋳造機とロール機との生産能力は高く合わされ、圧延機の生産能力が最大限に発揮でき、単位コストが低くなり、生産ラインが短くなり、敷地も少なくなり、投資が低くなる。
(もっと読む)
ストリップスチール表面上のクロムフリーコーティング膜厚のオンライン検出方法
本発明は、ストリップスチール表面上のコーティング膜厚の測定に関し、より詳しくは、以下のステップを有するクロムフリーコーティング膜厚の検出方法に関する:元素P、Ca、Ti、BaまたはSrを含有し、クロムフリーコーティング液と反応しない2つの水溶性化学物質を選択するステップ;選択した2つの水溶性化学物質をクロムフリーコーティング液に加えて、均質になるようにそれらを攪拌した後、コーティングフィルムの基準サンプルを作るステップ;オフライン膜厚検出計測器によって発せられた光線を用いて上記2つの水溶性化学物質を励起して特性スペクトラムを得て、フィッティングにより測定膜厚と厚み補正値との間の補正関数式を得るステップ;弱い特性スペクトラムを有する上記水溶性化学物質をクロムフリーコーティング液に加え、上記補正関数式を用いて実際の膜厚を求めるステップ。オンライン検出により、膜厚を効果的にモニターでき、高精度で、かつ、コーティング膜の付着性、耐腐食性、環境パフォーマンスに悪影響を与えることなく、コーティング処理を連続的に最適化できる。 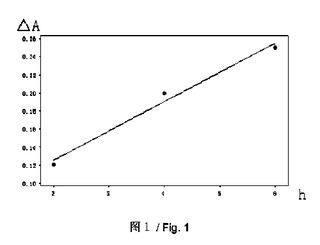 (もっと読む)
(もっと読む)
高磁気誘導の無方向性ケイ素鋼の製造プロセス
高磁気誘導の無方向性ケイ素鋼の製造プロセスであって:1)製錬および鋳造手順を備え:鋼の化学組成は重量パーセントで:Si 0.1〜1%、Al 0.005〜1.0%、C≦0.004%、Mn=0.10〜1.50%、P≦0.2%、S≦0.005%、N≦0.002、Nb+V+Ti≦0.006%、かつ残部がFeであり;溶融鋼は製錬されかつ二次精錬され、次にビレットに鋳造され;さらに、2)熱間圧延手順を備え:ビレットは1150〜1200℃に加熱され、次に830〜900℃の仕上げ圧延温度で板に熱間圧延されて、≧570℃の温度で、コイル状に巻き取られ;さらに、3)平坦化手順を備え:板は2〜5%の圧縮率で冷間圧延され;さらに、4)焼きならし手順を備え:板は950℃を下回らない温度で30〜180sの間焼きならしされ;さらに、5)酸洗いおよび冷間圧延手順を備え:焼きならし板は酸洗いされ、次に70〜80%の合計圧縮率で数回続けて冷間圧延されて完成品の厚みを有するシートにされ;さらに、6)仕上げ焼きなまし手順を備え:冷間圧延シートは≧100℃/sの昇温速度で800〜1000℃に迅速に加熱され、5〜60sの間均熱され、その後ゆっくりと600〜750℃に冷却されて、次に自然放冷される。製造プロセスは、鉄損を増大させることなく少なくとも200ガウスだけ無方向性ケイ素鋼の磁気誘導を上昇させることができる。 (もっと読む)
相対的な高い磁気誘導および高強度を有する無方向性電磁鋼板、ならびにその製造方法
相対的な高い磁気誘導および高強度を有する無方向性電磁鋼板、ならびにその製造方法は、1)製錬および鋳込みを含み、電磁鋼板の成分の重量パーセントは:C≦0.0040%、Siは2.50%〜4.00%であり、Alは0.20%〜0.80%であり、Crは1.0〜8.0%であり、Niは0.5〜5.0%であり、Mn≦0.50%、P≦0.30%、S≦0.0020%、N≦0.0030%、Ti≦0.0030%、Nb≦0.010%、V≦0.010%、C+S+N+Ti≦0.010%、ならびに残部が実質的にFeおよび不可避的不純物であり;製錬、RH真空プロセスおよび鋳込みを行ない、さらに、2)熱間圧延と;3)焼ならしとを含み、温度は850〜950℃であり、時間は0.5〜3分であり、次いで、5〜15℃/sで650〜750℃に徐冷され、さらに20〜70℃/sで100℃以下に急冷され;さらに、4)酸洗および冷間圧延を含み、総スクリューダウンレートは70%以上であり;さらに、5)アニールを含み、温度は800〜1000℃であり、5〜60s保持し、次いで、3〜10℃/sで650〜750℃に徐冷され、さらに、20〜70℃/sで100℃以下に急冷される。この発明は、生産の際の困難を増すことなく、高強度および高い磁気誘導を有する無方向性電磁鋼板を製造できる。 (もっと読む)
無方向性珪素鋼の表面粗大結晶粒の改善方法
無方向性珪素鋼の表面粗大結晶粒の改善方法であって、
(1)製錬、キャスティングステップ:成分の重量比がC:0.001〜0.005%,Si:0.1%〜1.80%,Mn:0.10%〜0.80%,P≦0.04%,Al:0.20%〜0.80%,S≦0.005%,N≦0.005%であり、残りはFeである無方向性珪素鋼になるよう、製錬とRH精錬処理を行い、液鋼をキャスティングし、成形させるステップと、
(2)熱間圧延し、鋼板を作るステップと、
(3)焼きならしステップ:焼きならし温度が800℃〜900℃で、焼きならし均熱時間が15S〜30Sで、焼きならし炉の酸素含有量が0.5%以下で、そして焼きならしされてから、鋼板の最大結晶粒と平均結晶粒のサイズの比が3以下であるように焼きならしを行なうステップと、
(4)酸洗い、冷間圧延、アニール、コーティングして無方向性珪素鋼製品を得るステップとを備える無方向性珪素鋼の表面粗大結晶粒の改善方法である。本発明は現有の条件で、熱処理工程を追加せず、そして、並行の熱加工もすることなく、無方向性珪素鋼の表面の粗大結晶粒問題を解決した。  (もっと読む)
(もっと読む)
粉末石灰焼成方法および装置

【課題】粉末石灰を焼成する装置に適当な調和があり、高濃度微粉末材料を有効に捕捉することができ、原料の貯蔵設備は適当な設計がなされ、サイクロンシリンダーからの戻り材料を合理的に利用することができ、全体の装置には円滑な材料流動があり、最終的には、粉末生石灰を焼成する装置が、適格な粉末石灰を安定して製造するという目的を果たすことができる、粉末石灰焼成方法および装置を提供する。
【解決手段】粉末石灰焼成方法は、含水率4%未満かつ粒径15mm未満の細粒石灰石を、原料貯蔵容器から小型材料容器へ搬送する工程と、小型材料容器の材料をベルトコンベアによって気流パイプへ搬送し、材料を加熱し乾燥する工程と、ふるい分け装置によって材料をふるい分ける工程とを含み、粒径3mm超の粒が、破砕のために破砕機へ搬送され、粒径3mm未満の粒が、サイクロンシリンダー除塵機およびクロスバック除塵機へと順に気流パイプによって搬送され、除塵後の微細粉末石灰石が中間容器に搬送され、空気圧式吸上げポンプおよび気流パイプによって、中間容器内の材料が4つの予熱サイクロンシリンダーに搬送され、予熱され、分離され、分離後の材料が、冷却および分離のために3つの冷却サイクロンシリンダーへ搬送され、最後に最終製品搬送管によって最終製品容器へ搬送される。本発明の粉末石灰焼成方法によれば、粉末石灰を焼成する装置に適当な調和があり、高濃度微粉末材料を有効に捕捉することができるため、サイクロンシリンダーからの戻り材料を合理的に利用することができる。
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
順次に設けられたアンコイリング及び洗浄ステーション、加熱ステーション、均熱ステーション、徐冷ステーションの後、ハイ水素ジェット冷却ステーションと水焼入れ冷却ステーションが並行に設けられ、ハイ水素ジェット冷却ステーションの後に、再加熱ステーション、オーバーエージングステーション、最終冷却ステーション、テンパーステーション、フィニッシュステーション、塗油ステーション及び巻取りステーションが順次に設けられ、水焼入れ冷却ステーションの後に、酸洗ステーション及び電気めっきステーションが順次に設けられ、溶融亜鉛めっきステーションは再加熱ステーションの後に接続され、めっき層合金化焼鈍しステーションは溶融亜鉛めっきステーションの後に接続されるとともに、接続通路を介して前記の最終冷却ステーションに接続され、前記の酸洗ステーション及び電気めっきステーションは、それぞれ接続通路を介して再加熱ステーションに連通され、前記の電気めっきステーションは、接続通路を介してアンコイリング及び洗浄ステーションに直接に連通され、前記の水焼入れ冷却ステーションは、固定されたバイパスを介して徐冷ステーションに連通され、前記の再加熱ステーションの後には、移動可能なバイパスを介してオーバーエージングステーションが連通される。本発明によれば、各種高強度鋼の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。  (もっと読む)
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
各種高強度鋼の生産に適するフレキシブルな薄い帯鋼処理ラインにおいて、アンコイリング及び洗浄、加熱、均熱、徐冷、ジェット冷却、水焼入れ冷却、酸洗、再加熱、オーバーエージング、最終冷却、テンパー、フィニッシュ、塗油及び巻取りというステーションが順次に設けられ、アンコイリング及び洗浄ステーション、酸洗ステーション、再加熱ステーションのそれぞれに接続通路を介して接続される電気めっきステーションと、溶融亜鉛めっき炉のノーズを介して再加熱ステーションに接続され、接続通路を介してめっき後の冷却と最終冷却ステーションに接続される溶融亜鉛めっき及びめっき層合金化焼鈍しステーションと、電気めっきステーション、テンパーステーション、フィニッシュステーションのそれぞれに接続通路を介して接続されるパッシベーション及び他の後処理のステーションと、をさらに備え、前記の再加熱ステーションは、移動可能なバイパスを介してオーバーエージングステーションに連通される。本発明によれば、普通の冷延板、溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産及び電気Zn、Niめっき板の生産、特に超高強度レベルの冷延板、電気亜鉛めっき板と溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。 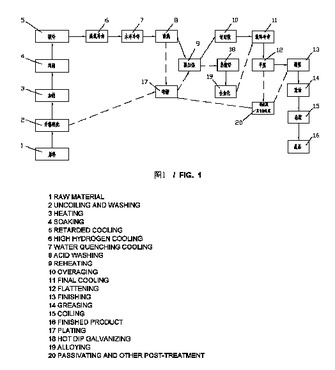 (もっと読む)
(もっと読む)
一回冷間圧延法による方向性珪素鋼の製造方法
1)精錬と連続鋳造で成分が質量百分比でC 0.035〜0.065%、Si 2.9〜4.0%、Mn 0.08〜0.18%、S 0.005〜0.012%、Als 0.015〜0.035%、N 0.0050〜0.0130%、Sn 0.001〜0.15%、P 0.010〜0.030%、Cu 0.05〜0.60%、Cr ≦ 0.2%、残部:Fe及び不可避な不純物である鋳造ビレットを得る製錬工程と、2)熱間圧延工程と、3)焼ならし焼鈍工程と、4)圧下率が75〜92%の一回冷間圧延工程と、5)脱炭焼鈍工程と、6)高温焼鈍工程と、7)熱平坦化焼鈍工程と、を含む一回冷間圧延法により方向性珪素鋼を製造する方法。この方法は熱間圧延板の焼ならし焼鈍プロセスを制御することにより、スラブが脱炭焼鈍と高温焼鈍の低温段階で窒素を吸収することを活用して、有益な介在物を形成させ、安定な二次再結晶組織を得るのに有利である。 (もっと読む)
銅含有方向性珪素鋼の製造方法
スラブを熱間圧延し、一回目の冷間圧延を行ってから800℃以上に加熱し、PH2O/PH2=0.50〜0.88の保護雰囲気中で中間脱炭焼鈍を3〜8分間行うことで、鋼板の炭素含有量を30ppm以下に低下させる工程と、次に、ショットブラストと酸洗をして表面における鉄の酸化物を除去し、酸素含有量を500ppm以下に抑制する工程と、所期の厚さになるまで二回目の冷間圧延を行い、スラリー状で分離剤を塗布する工程と、分離剤の含水率を1.5%未満にするように乾燥する工程と、酸化度(PH2O/PH2)が0.0001〜0.2の水素含有保護雰囲気中で高温焼鈍する工程と、最後に張力コーティングと伸長平坦化焼鈍を施す工程と、を含む電磁的性能の高い銅含有方向性珪素鋼の製造方法。 (もっと読む)
1 - 10 / 17
[ Back to top ]