
Fターム[4K037JA03]の内容
薄鋼板の熱処理 (55,812) | その他 (1,194) | その他の数値限定 (1,168) | 加工(圧延)に関する数値限定 (133) | 加工速度、歪み速度 (8)
Fターム[4K037JA03]に分類される特許
1 - 8 / 8
高強度鋼板の圧延方法
【課題】 設備の増設や製造工程の複雑化を招来することなく冷間圧延機への負荷を大幅に軽減しつつ冷間圧延を行う。
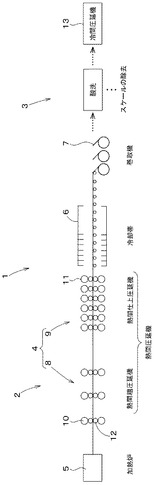
【解決手段】本発明の高強度鋼板の圧延方法は、熱間圧延機と、熱間圧延機の下流側に配備されて熱間圧延された圧延材を冷却する冷却帯と、冷却帯の下流側に配備されて冷却された圧延材を巻き取る巻取機とを備える熱間圧延設備で、圧延材としてCを0.1〜0.3mass%、Mnを1.0〜3.0mass%、Siを0.8〜2.0mass%含む高強度鋼板を圧延するに際して、熱間圧延機の最終圧延スタンドの出側温度が870℃〜900℃になるように鋼板を熱間圧延した後、冷却帯中で熱間圧延された高強度鋼板を600〜700℃の温度で10秒以上空冷し、空冷された鋼板を熱間圧延設備の下工程で冷間圧延することを特徴とするものである。
(もっと読む)
中高炭素鋼板及びその製造方法
【課題】微細セメンタイトを均一分散させることで高い加工性と焼入れ性とを付与した球状化焼鈍ずみ中高炭素鋼板、球状化焼鈍前の好適な中高炭素鋼板およびその製造方法を提供する。
【解決手段】C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなり、球状化焼鈍の施された中高炭素鋼板であって、平均粒径が0.6μm以下で最大粒径が4.0μm以下のセメンタイトが、中心間平均距離λが(1.2−0.3×C)μm以下で、中心間距離の標準偏差σが(0.6×λ)μm以下となるように分散していることを特徴とする中高炭素鋼板を採用する。
(もっと読む)
成形性に優れる複合組織鋼板およびその製造方法

【課題】伸び及び打ち抜き穴拡げ性等の成形性に優れる複合組織鋼板およびその製造方法を提供すること
【解決手段】質量%で、C:0.01〜0.2%、Si:0.8〜3.0%、Mn:0.5〜3%、P≦0.1%、S≦0.01%、A1:0.005〜2.0%、N≦0.02%を含み、残部がFe及び不可避的不純物からなる成分の鋼板であって、体積率が90%以上、100%未満であるフェライトを主相とし、第二相がマルテンサイト、またはベイナイトまたはその双方からなる組織であり、かつ、圧延方向に平行な断面での第二相の密度が1mm2当たりに10000個未満であり、かつ第二相の最大の長径が20μm以下であり、かつ1/2t部の{100}面強度が2.5以下であることを特徴とする、成形性に優れた複合組織鋼板。
(もっと読む)
高ヤング率鋼鈑及びその製造方法
【課題】静的引張法で測定された圧延方向のヤング率が高い鋼板及びその製造方法を提供する。
【解決手段】実質的に、質量%で、C:0.005〜0.200%、Si:2.50%以下、Mn:0.10〜3.00%、N:0.0100%以下、Nb:0.005〜0.100% 、Ti:0.002〜0.150%を含有し、下記(式1)を満足する成分組成を有し、1/6板厚部の、{100}<001>方位と{110}<001>方位のX線ランダム強度比との和が5以下であり、{110}<111>〜{110}<112>方位群のX線ランダム強度比の最大値と{211}<111>方位のX線ランダム強度比の和が5以上であることを特徴とする高ヤング率鋼鈑。 Ti−48/14×N≧0.0005 ・・・(式1)
(もっと読む)
プレス成形性の良好な高強度高ヤング率鋼板、溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板及び鋼管、並びにそれらの製造方法
【課題】圧延方向のヤング率に優れた低降伏比型鋼板を提供する。
【解決手段】C:0.05〜0.30%、Mn:0.1〜5.0%、P:0.15%以下、S:0.015%以下、N:0.01%以下、Si、Alの一方又は双方を合計で:0.15〜3.0%、及びMo:0.01〜1.5%、Nb:0.005〜0.20% 、Ti:48/14×N[mass%]以上,0.2%以下、B:0.0001〜0.01%、のいずれか1種又は2種以上を合計で0.015〜1.91質量%含有し、残部鉄及び不可避的不純物からなり、フェライト又はベイナイトを体積分率最大の組織とし、体積分率で3〜20%の残留オーステナイトを含む複合組織鋼であり、かつ板厚の1/8層における{110}<223>、{110}<111>の一方又は双方の極密度が10以上を満足し、圧延方向のヤング率が230GPa超であることを特徴とするプレス成形性の良好な高強度高ヤング率鋼板。
(もっと読む)
薄鋼板およびその製造方法、並びに形状凍結性に優れた部品の製造方法
【要 約】
【課 題】 成形加工後のスプリングバックが極めて小さく高精度でかつ成形加工後の強度が高い形状凍結性に優れた部品の製造方法を提供する。
【解決手段】 C、Si、Mn、P、S、Al含有量を適正量に調整し、さらに、N:0.0050〜0.025%を含み、固溶状態のNを0.0030%以上含有し、さらに、V、あるいはさらにNb、Tiのうちから選ばれた1種または2種を含み、かつ固溶状態のV、あるいはさらにNb、Tiを合計で0.03%以上含有する組成を有し、平均結晶粒径が10μm以下の組織を有する薄鋼板に、200℃以上700℃以下の温度で平均歪量で2%以上の塑性変形を、好ましくは1/s以上の平均歪速度で行なう加工を施す。さらに、Cu、Ni、Cr、Moのうちの1種または2種以上、および/またはCa、REMのうちの1種又は2種を含有してもよい。
(もっと読む)
封じ込め装置の製造方法およびそれによって製造された封じ込め装置
本発明は、封じ込め装置の製造方法であって、
a.(質量%)でC 0.05%〜0.4%、Si 2.0%以下、Mn 2.0%以下、P 0.1%以下、N 200ppm以下、残部鉄および不可避不純物からなる化学組成を有する鋼スラブを用意する工程、b.該スラブを再加熱した後、または該スラブを高温装入することにより、鋳造熱を利用して、もしくは鋳造後に直接圧延することにより、該スラブをストリップに熱間圧延し、続いて該ストリップをコイル巻き温度に冷却し、続いてコイル巻きする工程、c.該ストリップを厚さ減少率40〜95%で冷間圧延し、冷間圧延されたストリップを形成する工程、d.Ac1を超える温度に再加熱し、少なくとも5秒間均質化させ、続いて急冷することにより、連続焼きなましする工程、e.封じ込め装置を製造する工程を含んでなり、該封じ込め装置中の該鋼が、少なくとも10体積%の、マルテンサイトおよびベイナイトからなる相群から選択された少なくとも一つの相を含んでなり、該封じ込め装置の特性異方性が低い、方法に関する。本発明はさらに、該方法により製造された封じ込め装置、ならびに該封じ込め装置を製造するための、高温および/または高圧密封用途向けの絶縁バリヤー材料の製造方法にも関する。
(もっと読む)
TRIP鋼の特性を有する熱延鋼板の製造方法
【課題】 TRIP鋼において、伸びを劣化させずに穴広げ性を更に改善するとともに、表面品質にも優れた熱延鋼板の製造方法を提供する。
【解決手段】 熱間圧延工程において、粗圧延開始時から180秒以内に均熱加熱を開始して、圧延された粗バーの温度を950℃以上に加熱することを特徴とする、加工誘起マルテンサイト相変態を利用したTRIP鋼の特性を有する熱延鋼板を製造する方法。この場合に、均熱加熱開始時の粗バーは、粗圧延機により1000〜1150℃、圧下率80%以上で粗圧延し、粗圧延後に巻取り巻戻し装置を用いて、巻取り巻戻しを行った後に、均熱加熱を開始する。均熱加熱された粗バーの温度の上限を1000℃以下とする。
(もっと読む)
1 - 8 / 8
[ Back to top ]