
Fターム[4K042CA08]の内容
物品の熱処理 (24,439) | 合金成分及び鋼種 (6,105) | 合金成分を規定するもの (5,737) | Mo (783)
Fターム[4K042CA08]に分類される特許
781 - 783 / 783
マルテンサイトのクロム−窒素鋼およびその使用
重量%で以下を含む合金からなる、腐蝕に対して良好な耐性を有する鋼材料:
C : max 0.12
N : 0.5〜1.5
Cr : 12〜18
Mn : max 0.5
Ni : max 0.5
(Mo+W/2) : 1〜5
(V+Nb/2+Ti) : max 1.5
Si : 0.1〜0.5
Co : トレース量〜max 2.0
S : トレース量〜max 0.1
バランス : 鉄および本質的に通常量の不純物のみ。  (もっと読む)
(もっと読む)
プレス焼入れ部品及びその製造方法
本発明は、熱間成形可能な非焼入れの鋼板から成る半製品からプレス焼入れ部品、特に車体構造部品を製造する方法に加えて、プレス焼入れ部品に関する。本発明は、冷間成形プロセス、特に絞りプロセスによって半製品から部品ブランクを成形し、製造すべき部品の縁の外形にほぼ対応するように部品ブランクの縁を切断し、切断された部品ブランクを、熱間成形工具で加熱すると共にプレス焼入れし、続いて、被覆ステップにおいて、腐食防止被覆によって覆う各ステップを備える。 (もっと読む)
配管システムに使用されるステンレス鋼管の製造方法
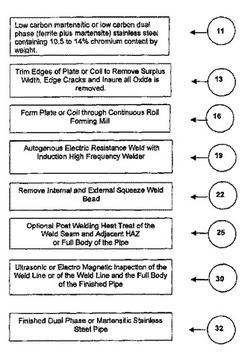
低炭素の2相系(フェライト/マルテンサイト)及び/又は低炭素のマルテンサイト系ステンレス鋼管は、必要な降伏強さと耐腐食及び/又は耐侵食性を有する。従来のコストの高いビレットに孔を開けてシームレス管を製造する方法を用いたりUOE若しくはブレーキプレスを用いる方法ではなく、高速成形機を利用することにより処理済のプレート又はコイルから最大外径をした管を製造することができる。従来のレーザ、タングステンイナートガス、ガスメタルアーク、プラズマアーク、サブマージアーク若しくはダブルサブマージ溶接法を利用するのではなく、また炭素鋼管を溶接するのに従来用いられたERWのパラメータや手順を利用するものではないERW技術を用いる。管の用途における業務基準に合致する降伏強さ及び寸法公差を実現するように、熱処理工程及び連続的な成形機の能力に適合するような溶接管の寸法及び機械特性が達成される。 (もっと読む)
781 - 783 / 783
[ Back to top ]