
Fターム[4L035BB88]の内容
合成繊維 (28,381) | 繊維の形成 (8,949) | 延伸;延伸関連;手段;条件 (2,002) | 延伸条件の特徴 (1,241)
Fターム[4L035BB88]の下位に属するFターム
Fターム[4L035BB88]に分類される特許
21 - 28 / 28
高強度ポリエチレン繊維からなる防護材料
【課題】 高強度であって、繊維の内部構造が均一で、かつ繊維を構成するフィラメント強度のバラツキの少ない新規なポリエチレン繊維を利用した防護材料を提供する。
【解決手段】 本発明は、モノクリニック由来の結晶サイズが9nm以下である高強度ポリエチレン繊維を含んでなる防護材料に関する。
(もっと読む)
高強度ポリエチレン繊維を含んでなる繊維強化複合材料
【課題】 高強度であって、繊維の内部構造が均一で、かつ繊維を構成するフィラメント強度のバラツキの少ない新規なポリエチレン繊維を利用した繊維強化複合材料を提供する。
【解決手段】 本発明は、モノクリニック由来の結晶サイズが9nm以下であり、オルソロンビック血相と回折面由来の結晶サイズの比が0.8以上1.2以下であり、平均強度が20cN/dTex以上であり、結節強度の保持率が40%以上である高強度ポリエチレン繊維を含んでなる繊維強化複合材料に関する。
(もっと読む)
高強度ポリエチレン繊維からなる防刃性及び耐摩耗性に優れる高性能フェルト
【課題】 単糸間強度のばらつきが少なく均一性に優れる高強度ポリエチレン繊維を含んでなる、防刃性及び耐摩耗性に優れる高性能フェルトを提供する。
【解決手段】モノクリニック由来の結晶サイズが9nm以下であり、オルソロンビック結晶と回折面由来の結晶サイズの比が0.8以上1.2以下であり、平均強度が20cN/dTex以上である高強度ポリエチレン繊維を含む見かけ密度が1.4以上であるフェルトに関する。
(もっと読む)
高強度ポリエチレン繊維からなるセメント系構造物補強用短繊維
【課題】 高強度であって、繊維の内部構造が均一で、かつ繊維を構成するフィラメント強度のバラツキの少ない新規なポリエチレン繊維を利用したセメント系構造物補強用短繊維を提供する。
【解決手段】 本発明は、モノクリニック由来の結晶サイズが9nm以下である高強度ポリエチレン繊維からなるセメント系構造物補強用短繊維に関する。
(もっと読む)
炭素繊維並びにプリカーサー及び炭素繊維の製造方法
【課題】 マトリックス材料と複合化してコンポジットにした場合、マトリックス材料との良好な分散性、引っ掛かり性、接着性を有する補強材として機能する炭素繊維及びその製造方法を提供する。
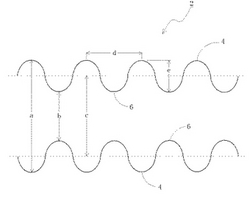
【解決手段】 繊維軸方向に沿って脈状の凹凸があるプリカーサーを酸化性雰囲気中、処理温度240〜250℃、延伸率1.00〜1.10で処理し、引き続き不活性雰囲気中、処理温度300〜600℃、延伸率1.02〜1.09で処理し、次いで、不活性雰囲気中、処理温度600〜1500℃、延伸率0.95〜0.98で処理することにより、繊維軸を通る任意の切断面で切断した繊維断面の幅方向両端形状がそれぞれ曲折を繰返す波状形状に形成されてなり、波状形状の山4と山4との間隔dが1.5〜2.3μmであり、波状形状の山4と谷6との高低差eが0.3〜0.5μmである炭素繊維2を製造する。
(もっと読む)
ポリアニリン繊維の紡糸、ドープ、脱ドープ及び再ドープ
ポリアニリン繊維の紡糸に適した組成物、導電性ポリアニリン繊維の紡糸方法、ポリアニリン繊維のドーパントの交換方法、ポリアニリン繊維の脱ドープ及び再ドープ方法が記載される。 (もっと読む)
非熱可塑性デンプン繊維及びデンプン組成物並びに同一物を製造するための方法
融点を有さず、及び約0.2メガパスカル(MPa)を超える湿潤引張応力の見かけのピークを有する非熱可塑性デンプン繊維。この繊維は、変性デンプン及び架橋剤を含む組成物から製造されることができる。この組成物は、約1パスカル・秒〜約80パスカル・秒の剪断粘度、及び約150パスカル・秒〜約13,000パスカル・秒の範囲の見かけの伸長粘度を有することができる。この組成物は、約50重量%〜約75重量%の変性デンプン;約0.1重量%〜約10重量%のアルデヒド系架橋剤;及び約25重量%〜約50重量%の水を含むことができる。架橋前に、変性デンプンは、約100,000g/モルを超える重量平均分子量を有することができる。  (もっと読む)
(もっと読む)
ステープルファイバーおよびその製造方法
ポリ(トリメチレンテレフタレート)のステープルファイバーの製造方法は、未延伸糸(1)を浸漬タンク(2)に供給し、ロール(3、4)によって進め、水中で濡らす工程を含む。濡らされた未延伸糸(1)はロール(5、6、7、8、10)によって浸漬タンク(9)での第1延伸段階に進められ、浸漬タンク(9)の水中でロール(10、11)間で部分延伸される。次に糸(1’)は、ロール(10)より速い速度で駆動されるロール(11、12、13、14、15、16)によって部分延伸される。部分延伸糸(1’’)は次に水スプレージェット(17)によって再び濡らされ、ロール(16)より速い速度で駆動されるロール(18、19、20、21)およびフィルムガイダー(22、23)によってさらに延伸される。ニップロール(5’、8’、14’、22’、25’)が糸滑りを最小限にするために用いられる。第2延伸後に、仕上剤噴霧器(24)が延伸糸(1’’’)に希薄仕上剤を塗布し、糸は次にフィルムガイダー(25、26)によって進められ、かつ、張力下に維持され、駆動される捲縮機ニップロール(26’)によってスタッファーボックス捲縮機(27)中へ進められ、捲縮機でそれはスチーム(28)の適用によって捲縮され、熱固定される。捲縮糸(1’’’’)は次に従来のベルトドライヤー(29)を通って弛緩状態で進められ、ロータリーカッター(30)でカットされ、貯蔵および輸送のために梱包される(31)。 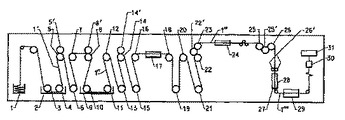 (もっと読む)
(もっと読む)
21 - 28 / 28
[ Back to top ]