
Fターム[4L050CA03]の内容
Fターム[4L050CA03]に分類される特許
1 - 4 / 4
ベルト用補強布の製造方法及びその製造設備
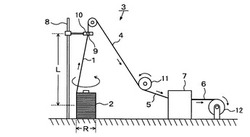
【課題】撚糸工程を簡易化することで生産性を向上したベルト用補強布の製造方法及びその製造設備を提供する。
【解決手段】原糸1がチーズ状に巻き取られた糸巻体2から、原糸1を糸巻体2の軸方向へ所定の距離だけ離れた点に位置する小孔9を通じて引き出すことにより撚糸4とする。
(もっと読む)
強化繊維織物の製造方法およびたて糸供給装置

【課題】
たて糸の糸長差による織物ぼこつきやよこ糸蛇行が発生しにくい強化繊維織物の製造方法。
【解決手段】
複数枚のヘルドにたて糸となる強化繊維束を1本ずつ通し、たて糸を開口させて、杼口によこ糸を打ち込む織成工程を有する強化繊維織物の製造方法であって、次の(A)〜(C)の工程を経て強化繊維束を織成工程に送出す方法。(A)強化繊維ボビンから解舒された複数の強化繊維束を、織物のたて糸として幅方向に等間隔に引き揃え位置決めする、位置決め工程(B)前記位置決め工程で、位置決めした間隔を超えない幅に強化繊維束の糸幅を規制する、第1の糸幅規制工程(C)前記引き揃えられた複数の強化繊維束を送出ローラを用いてシート状のたて糸シートとして、織成部工程に送り出す、送出工程
(もっと読む)
強化繊維織物の製造方法およびその製造装置
【課題】強化繊維織物を織成するにあたってたて糸の糸長差による織物ぼこつきやよこ糸蛇行が発生しにくい強化繊維織物の製造方法およびその製造装置を提供する。
【解決手段】次の(A)〜(E)の工程を有することを特徴とする強化繊維をたて糸2に有する強化繊維織物の製造方法。(A)複数の強化繊維束を、織物12のたて糸として幅方向に実質的に等間隔に位置決めする強化繊維束の位置決め工程、(B)強化繊維束の糸厚みを揃えながら強化繊維束を並行に引き揃える強化繊維束の糸厚み調整工程、(C)強化繊維束をシート状のたて糸シートとして織成部に送り出す強化繊維束の送り出し工程、(D)ヘルドフレーム8の開閉口による張力変動を、接触ローラがローラ軸と平行移動するイージング機構により緩和する強化繊維束の張力調整工程、および(E)強化繊維束からなるたて糸シートを開口し、杼口によこ糸10を打ち込んで織物を織成する織成工程。
(もっと読む)
ウォータージェット織機の織物製織装置
【課題】織前からフリクションローラまでの距離を最大限に短縮し、筬打ち運動時の織物のバンピング現象を最小化することで、高密度織物や二重織物であっても円滑に製織できるウォータージェット織機の織物製織装置を提供する。
【解決手段】ウォータージェット織機100の両側フレーム102を連結するトップステイ150の上面に支え台160を設置し、製織された織物Cがテンプルバー115を通過した後、支え台160の上端161を通過し、支え台160の上端161を通過した織物Cが下方に折り曲げられながらトップステイ150の先端151を通過し、トップステイ150の先端151を通過した織物Cが再び方向を転換してフリクションローラ140の外周面を旋回した後、上部プレスローラ180及び下部プレスローラ181を経由して織物巻き取りローラ182に巻き取られる。
(もっと読む)
1 - 4 / 4
[ Back to top ]