
Fターム[5G059JJ26]の内容
スパークプラグ (5,394) | 接合・接続・取付関係 (427) | 栓体とシリンダヘッドとの取付手段 (79) | ガスケットによるもの (58)
Fターム[5G059JJ26]に分類される特許
1 - 20 / 58
点火システム
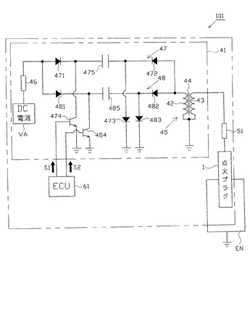
【課題】電流投入部を有し、点火プラグへの電流の投入経路が1つとされた点火システムにおいて、生産コストの低減等を図りつつ、優れた着火性を実現する。
【解決手段】点火システム101は、軸孔4を有する絶縁碍子2、中心電極5、接地電極27、及び、キャビティ部28を備え、両電極5,27間に間隙29が形成された点火プラグ1と、点火プラグ1に接続される1つの点火コイル45を備え、間隙29に電流を投入する電流投入部41とを有する。接地電極27は貫通孔27Hを有し、貫通孔27Hの内周面は、軸孔4の開口よりも外周側に位置している。点火プラグ1に電流が投入される経路は1つとされ、点火プラグ1には、点火コイル45からの出力電流に基づく電流のみが投入される。電流投入部41は、点火プラグ1の取付けられた内燃機関ENにおける1回の燃焼行程において、間隙29に複数回の電流を投入する。
(もっと読む)
スパークプラグの製造方法

【課題】スパークプラグの主体金具の耐食性を確保しつつ、主体金具に生じる変色を抑制することのできる技術を提供することを目的とする。
【解決手段】スパークプラグの製造方法では、下記の工程により得られた主体金具を用いる。
(A)ニッケルめっき処理が施された主体金具に対して、ラック式によるクロメート処理を下記の条件で行なうことにより、三価のクロメート皮膜を形成する工程
条件(a):クロメート処理における電流密度は、0.6A/dm2以上14.5A/dm2以下
条件(b):クロメート処理に用いられる陽極と、主体金具のうち陽極に最も接近している部分との距離は、100mm以上400mm以下
(もっと読む)
スパークプラグの取付構造
【課題】エンジン本体との取付部における高いシール性を確保しつつ、そのシール性の低下を防ぐことができるスパークプラグの取付構造を提供すること。
【解決手段】スパークプラグ1をエンジン本体2に取り付けてなるスパークプラグの取付構造。エンジン本体は取付用孔部22とその開口端の周囲に設けられたエンジン座面21とを備えている。スパークプラグは取付用ネジ部12の基端側にプラグ座面11を備え、エンジン座面とプラグ座面との間にガスケット3を介在させた状態でエンジン本体に取り付けられている。ガスケットは降伏応力もしくは0.2%耐力が200N/mm2以上の金属材料からなり、プラグ側当接面311とエンジン側当接面321とを有する。プラグ側当接面及びエンジン側当接面はいずれも凸形状となる曲面の一部に形成されている。プラグ側当接面とエンジン側当接面とは互いにプラグ径方向にオフセット配置されている。
(もっと読む)
スパークプラグの製造方法
【課題】先端部を着脱可能な端子電極の先端部の締め付け性能を向上する。
【解決手段】軸線方向に延びる軸孔を有する絶縁体と、絶縁体のうちの、絶縁体の一部分を周方向に取り囲んで保持する主体金具と、軸孔の一端部に設けられた端子電極であって、絶縁体の外部に位置する部位に第1ねじ部が形成された第1端子と、軸線方向に貫通する貫通孔が形成されるとともに、貫通孔の側面に第1ねじ部に螺合される第2ねじ部が形成された第2端子とを備えた端子電極とを備えたスパークプラグの製造において、まず、治具を軸線方向に沿って第2端子に押し当てて、第2端子の一部分を変形させることにより、変形した第2端子と治具とを固定する。そして、治具および第1端子のうちの少なくとも一方を、軸線方向を軸として回転させて、第1ねじ部と第2ねじ部とを螺合して、第2端子を第1端子に締め付ける。
(もっと読む)
点火システム
【課題】汚損抑制を図るための構成変更を点火プラグに施すことなく、点火プラグの耐汚損性を効果的に向上させる。
【解決手段】点火システム31は、点火プラグ1と、点火プラグ1に電圧を印加する放電用電源41と、点火プラグ1に交流電力を供給する交流電源51とを備える。点火プラグ1は、絶縁碍子2と、中心電極5と、主体金具3と、中心電極5の先端部との間で間隙28を形成する接地電極27とを備え、内燃機関ENに取付けられる。点火システム31は、放電用電源41及び交流電源51を制御する制御部71を備え、制御部71は、放電用電源41及び交流電源51の動作モードを、放電用電源41から点火プラグ1に対する電圧の印加により生じた火花に交流電源51から交流電力を供給し、間隙28で交流プラズマを発生させる間隙プラズマ発生モードに設定可能とされる。
(もっと読む)
点火プラグ、及び、点火装置
【課題】点火プラグに高周波電力が供給される際の電力損失を低減できる技術を提供することを目的とする。
【解決手段】点火プラグは、軸線方向に貫通する軸孔を有する筒状の絶縁碍子と、軸孔の先端側に配置された中心電極と、軸孔のうち中心電極よりも後端側に配置されると共に中心電極と電気的に接続され、外部から高周波電力が供給される端子金具と、絶縁碍子の周囲を囲むように配置された主体金具と、主体金具に電気的に接続され、高周波電力が端子金具に供給されることで中心電極との間でプラズマを発生させる接地電極と、を備える。軸孔の内面の少なくとも一部は、金属コーティングが形成されており、中心電極が金属コーティングと電気的に接触し、端子金具が中心電極よりも後端側の位置で金属コーティングと接触する。
(もっと読む)
スパークプラグ
【課題】気密性を確保するとともに、ガスケットの緩みを抑制することのできる技術を提供する。
【解決手段】スパークプラグは、軸線方向に延びる筒状の主体金具と、主体金具の外周に設けられた環状のガスケットとを備える。ガスケットは、中実であるとともに、主成分が銅であり、かつ、ニッケルを0.1重量%以上含む。ガスケットの軸線方向における最大の厚さは、0.4mm以上であり、ガスケットのビッカース硬さは、30HV以上150HV以下である。
(もっと読む)
点火プラグ及びガスケット
【課題】ガスケットを交換する際の労力及び時間を飛躍的に低減する。
【解決手段】点火プラグ1は、軸線CL1に沿って延びる筒状の主体金具3と、主体金具3の外周に設けられた中実環状のガスケット18とを備え、主体金具3は、自身の先端側外周に形成された取付用の雄ねじ部15と、雄ねじ部15よりも後端側に形成され、径方向外側に膨出する座部16とを有する。ガスケット18は、雄ねじ部15のねじ径よりも内径が小さくされ、雄ねじ部15と座部16との間に設けられる。ガスケット18の内周に、雄ねじ部15に螺合可能な雌ねじ部41が形成される。
(もっと読む)
スパークプラグ用電極部材およびスパークプラグの製造方法
【課題】多段の断面寸法を有するスパークプラグ用電極部材を、押出し加工により製造する際に、キズの発生を抑えて加工の信頼性を高める。
【解決手段】所定の第1の断面寸法を有する大径部と、第1の断面寸法よりも小さい第2の断面寸法を有する小径部とを有するスパークプラグ用電極部材の製造方法であって、(a)棒状部材を用意する工程と、(b)棒状部材を金型に形成された鍛造空間に圧入して、スパークプラグ用電極部材の形状に鍛造する工程と、を備え、鍛造空間は、圧入方向に垂直な断面の断面寸法が、棒状部材の断面寸法よりも大きい第1の拡大径部と、第1の拡大径部よりも圧入方向下流側に配置され、圧入方向に垂直な断面の断面寸法が、第2の断面寸法に対応する大きさとなっている小径部形成部とを備えるスパークプラグ用電極部材の製造方法。
(もっと読む)
ねじ軸状部品等の品質管理方法およびその方法に用いる品質管理用ゲージならびにゲージセット
【課題】、規定の締め付けトルクよりも低いトルクであってもガスケットの潰れ変形特性を考慮した位相管理ができるようにしたスパークプラグ等のねじ軸状部品の管理方法を提供する。
【解決手段】 規定トルク値よりも小さな管理トルク値を予め定めておく一方、プラグ3に螺合可能なねじリング状のプラグ管理用ゲージ11を用意する。ゲージ11には、プラグ3とゲージ11とを螺合させて管理トルク値で締め付けた時の外側電極33の向きの公差の上下限位置を示す刻線14a,14bを設けておく。プラグ3とゲージ11とを螺合させて管理トルク値で締め付けた時に、プラグ3の外側電極33がその公差の上下限位置を示す刻線14a,14b同士の範囲内にあるか否かでその回転方向位相位置の適否を評価・管理する。
(もっと読む)
スパークプラグの製造方法
【課題】スパークプラグの製造工程において、絶縁体と主体金具との間に形成された環状の隙間に、充填材を容易に充填することのできる技術を提供することを目的とする。
【解決手段】充填材は、環状であって、内径が、環状の隙間の内径と略等しく、かつ外径が、環状の隙間の外径よりも大きな形状に、充填工程に先立って形成されている。充填工程は、軸方向に延びる貫通孔を有する治具を用いて行われる。治具の貫通孔の内周には、隙間の外径の大きさと略等しい内径となるまで軸方向先端側に近づくにつれて内径が縮小するテーパ部が形成されている。充填工程は、治具の貫通孔の内部に環状の充填材を配置する工程と、治具の貫通孔の内部に配置された環状の充填材を、テーパ部の方向へ押圧することによって、環状の隙間に充填材を充填する工程とを含む。
(もっと読む)
スパークプラグの製造方法
【課題】製造途中のスパークプラグの支持構造において、荷重を繰り返し受けることに起因する不具合を抑制する。
【解決手段】加工装置が備える加工部によってスパークプラグ形成部材を押圧する工程を有するスパークプラグの製造方法は、(A)スパークプラグ形成部材を挿入すべき第1の孔部を有する受型と、受型が挿入される第2の孔部を有する台座部と、スパークプラグ形成部材の挿入方向側に受型と離間した位置にある基盤と、を備える搬送装置を用意する工程と、(B)受型の底部が基盤と離間した第1の状態で、受型の第1の孔部にスパークプラグ形成部材を挿入し、スパークプラグ形成部材における挿入方向の端部を受型内に収納する工程と、(C)加工部によってスパークプラグ形成部材を挿入方向に押圧する工程であって、スパークプラグ形成部材が挿入された受型が基盤に接した状態で、加工部による押圧を行なう工程と、を備える。
(もっと読む)
スパークプラグの製造方法
【課題】複合チップを接合する際に、レーザー光を照射する高さを、複合チップを構成する2つのチップの境界部の高さに正しく調整することのできる技術を提供する。
【解決手段】レーザーを用いて第1チップと第2チップとを接合する工程は、(a)第2チップを支持具の上に配置する工程と、(b)押し具を用いて少なくとも第2チップを下方に押した後に、レーザーの照射される高さを補正するための補正値を取得する工程と、(c)補正値に基いてレーザーが照射される高さを補正する工程と、(d)レーザーを用いて第1と第2のチップとを接合する工程と、を、この順序で備える。
(もっと読む)
プラズマジェット点火プラグ
【課題】良好な着火性を維持しつつ、絶縁体の割れを効果的に防止する。
【解決手段】点火プラグ1は、軸線CL1方向に延びる軸孔4を有する絶縁碍子2と、自身の先端面が絶縁碍子2の先端よりも軸線CL1方向後端側に位置するようにして軸孔4に挿設される中心電極5とを備え、軸孔4の内周面及び中心電極5により形成されるキャビティ部28を有する。軸孔4のうち中心電極5の先端面よりも軸線CL1方向先端側の部位には、軸線CL1方向先端側に向けて内径が徐々に拡径する拡径部4Eが設けられる。さらに、キャビティ部28の最小内径Dminが1.2mm以下とされ、中心電極5の先端面からキャビティ部28の開口縁までの軸線CL1に沿った距離をH(mm)としたとき、H≧0.5とされる。
(もっと読む)
プラズマジェット点火プラグ及び点火システム
【課題】点火プラグの形状を大幅に変更したり、外部にコンデンサを設けたりすることなく、容量放電電流を増大させ、プラズマ生成効率を向上させる。
【解決手段】点火プラグ1は、軸孔4を有する絶縁碍子2と、中心電極5と、主体金具3とを備え、軸孔4の内周面及び中心電極5の先端面により形成されるキャビティ部28を有する。絶縁碍子2の外周面のうち主体金具3の内周面に対向する面、及び、絶縁碍子2の内周面のうち中心電極5の外周面に対向する面のうちの少なくとも一方の少なくとも一部には、導電性材料からなる導電層31,32が設けられ、絶縁碍子2の外周面に設けられる導電層31は接地電極27と電気的に接続され、絶縁碍子2の内周面に設けられる導電層32は中心電極5と電気的に接続される。
(もっと読む)
スパークプラグ用電極の製造方法およびスパークプラグの製造方法
【課題】スパークプラグ用電極の製造時間を短縮する。
【解決手段】スパークプラグ用電極の製造方法は、ワークを所定の断面形状に成形する成形用孔部と、成形用孔部に隣接し成形用孔部より大きい断面形状の供給用孔部と、を有する押し出し成形用の金型の供給用孔部にワークを供給する供給工程と、供給用孔部に供給されたワークを押し出して成形用孔部に対応する形状に成形する成形工程と、を備える。供給工程の際には、金型内において複数のワークが縦列に並ぶようにワークを供給する。
(もっと読む)
スパークプラグ用ガスケットの製造方法、スパークプラグの製造方法、ガスケット、スパークプラグ
【課題】略閉じられた閉塞形状を有するスパークプラグ用ガスケットの耐食性を向上させる。
【解決手段】略閉じられた閉塞形状を少なくとも一部に備え、または、閉塞形状を少なくとも一部に備えることが予定されるスパークプラグ用のガスケットの製造方法は、金属部材を用意する第1の工程と、金属部材を折り返す曲げ加工を施し、閉塞形状を備える最終形状となる前の段階の途中形状を成形する第2の工程と、金属部材を被膜処理する第3の工程とを備える。第3の工程は、第2の工程の後であって、金属部材を最終形状に成形する前に実施する。
(もっと読む)
プラズマジェット点火プラグ
【課題】 プレイグニッションの発生を抑制しつつ、プラズマ生成効率の高いプラズマジェット点火プラグを提供すること。
【解決手段】 主体金具の先端面と絶縁体の先端面と中心電極の先端面と主体金具棚部において絶縁体と当接している部分の軸線方向後端の位置P1を含む軸線方向に垂直な仮想平面S1と絶縁体棚部において中心電極と当接している部分の軸線方向後端の位置P2を含む軸線方向に垂直な仮想平面S2とは、この順に軸線方向の先端側から後端側に配置され、絶縁体の先端面から仮想平面S1までの軸線方向距離Aと、仮想平面S1から仮想平面S2までの軸線方向距離Bとが、0.5×A≦Bを満たすプラズマジェット点火プラグ。
(もっと読む)
点火システム及び点火方法
【課題】チャンネリング等の面で悪影響を与えることなく、着火性を向上させる。
【解決手段】点火システム101は、点火プラグ1と、放電用電源41と、エネルギー投入部51とを備える。点火プラグ1は、軸孔4を有する絶縁碍子2と、軸孔4内に挿設される中心電極5と、中心電極5との間に間隙29を形成する接地電極27と、軸孔の内周面と中心電極5の先端面により形成されるキャビティ部28とを有する。放電用電源41は、間隙29に電圧を印加して火花放電を発生させ、エネルギー投入部51は、間隙29に電力を投入してキャビティ部28にプラズマを生成する。エネルギー投入部51は、1回の火花放電に対応して間隙29に電力を複数回投入する。1回の火花放電中における2回目以降の電力の投入開始タイミングは、直前の電力の投入終了タイミングよりも後で、かつ、当該投入終了タイミングから50μs以内とされる。
(もっと読む)
プラズマジェット点火プラグおよびその点火装置
【課題】混合気に、より点火しやすくすることができるプラズマジェット点火プラグおよびその点火装置を提供すること。
【解決手段】
プラズマジェット点火プラグ600のキャビティ660を、絞り部63と拡径部665とから構成する。拡径部665は絞り部63から中心電極20の先端面26に向けて径が徐々に拡径されている。従って、拡径部665の内周面はテーパ状に形成され、絞り部63の内径は拡径部665の内径よりも小さくなる。これにより、プラズマの噴出時の勢いを強め、混合気への着火性をより向上することができる。
(もっと読む)
1 - 20 / 58
[ Back to top ]