
国際特許分類[B21B21/06]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 管のピルガー圧延 (37) | 圧延作業の合間に素材を回転させる装置 (2)
国際特許分類[B21B21/06]に分類される特許
1 - 2 / 2
低炭素溶接鋼管、システムおよびその製造方法
本発明は、低炭素溶接鋼管およびその製造方法に関する。引抜台プロセスを利用した溶接鋼管の製造は、単一のパスにおいてわずか20〜35%の縮小が達成可能であるとして、ホーローの直径を縮小するために(機械的性質、特に引張強度および降伏強さを高めるため)複数のパスが必要であることに起因して、エネルギーを多分に必要とするプロセスである。さらに、パス毎の大幅な材料ロスと、鋼管の寸法安定性および表面仕上における不満足な制御が存在する。本発明は、ホーローの誘導および/または抵抗熱処理と、引抜きプロセスを含むプロセス中で必須となる複数のパスを排除するための冷間圧延プロセスとの相乗作用的な組み合わせを提供し、これがエネルギー消費量の著しい削減をもたらす。そして、同時に、改善された寸法安定性、公差の厳密さ、肉厚変動の低減、同心度および材料浪費の大幅な削減を伴う結果物としての鋼管の品質を強化する。 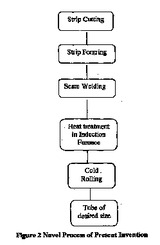 (もっと読む)
(もっと読む)
冷間圧延法による超薄肉継目無金属管の製造方法

【課題】メカトロニクスドライブ方式のコールドピルガミルを用いた高加工度および高能率の拡径圧延法による超薄肉継目無金属管の製造方法を提供する。
【解決手段】圧延の往行程開始直前のみならず復行程開始直前においても管材に送りと回転角を与える機構を有するメカトロニクスドライブ方式のコールドピルガミルによる冷間圧延法であって、一対のロールの噛み込み入口側から仕上げ出口側に向かってその径が拡大又は縮小するテーパ状孔型31を有するロール21と、噛み込み入口側から仕上げ出口側に向かってその径が拡大するテーパ状マンドレル41とを用い、管材の肉厚中心径を拡大させながら肉厚を減じて延伸する超薄肉継目無金属管の製造方法である。上記の方法において、復行程開始直前においても管材に往行程と同等若しくはそれに準ずる回転角及び/又は送りを与えることにより、一層の高加工度圧延、超薄肉化および製品寸法精度の向上を達成できる。
(もっと読む)
1 - 2 / 2
[ Back to top ]