
国際特許分類[B21B37/20]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 厚さ,幅,直径またはその他横断寸法の制御 (186) | AGC (119) | タンデムミルにおけるもの (8)
国際特許分類[B21B37/20]に分類される特許
1 - 8 / 8
走間板厚変更方法および装置
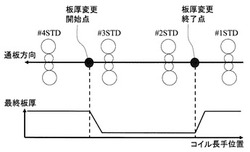
【課題】タンデム圧延機内に薄引開始点と終了点が同時に入る場合でも張力変動を抑制することができる走間板厚変更方法および装置を提供する。
【解決手段】板厚変更開始点が通過した直後の圧延スタンドのロールギャップを圧延機出側で目標の板厚となるように設定し、前記圧延スタンドより一つ上流の圧延スタンドのロール速度はマスフローを考慮して設定し、それよりさらに上流の圧延スタンドについては、サクセシブ制御を用いて、各圧延スタンドのロール速度を板厚変更開始状態に設定し、板厚変更終了点においては、板厚変更終了点が通過した直後の圧延スタンドのロールギャップを元の状態に戻し、前記圧延スタンドより一つ上流の圧延スタンドのロール速度については板厚変更開始点が通過した際に変更した分だけ戻し、それよりさらに上流の圧延スタンドについてはサクセシブ制御を用いてロール速度を変更することによって、板厚変更終了状態に設定する。
(もっと読む)
冷間圧延機の板厚制御装置及び板厚制御方法

【課題】冷間圧延機における圧延過程でのコイルの巻き換えなどにより、圧延が停止状態に近づいた際、又は停止状態から圧延が再開されるときに、板厚が増加して板厚精度が低下することを防止する。
【解決手段】本発明に係る冷間圧延機の板厚制御装置20は、各圧延スタンド1における圧延荷重の変化量とミル剛性と所定の比例ゲインとを基に、各圧延スタンド1のロールギャップを制御するAGC制御部21と、圧延スタンド1の圧延速度に応じて比例ゲインを決定するゲイン決定手段22と、各圧延スタンドにおけるロックオン荷重を設定するロックオン手段23と、を備え、ロックオン手段23は、圧延速度が所定速度より低速である又は圧延速度がゼロである場合は、定常圧延速度における圧延荷重をロックオン荷重に設定し、圧延速度が所定速度より高速である場合は、圧延荷重の実績値をロックオン荷重に設定するように構成される。
(もっと読む)
冷間圧延工程でのチューニング率の決定方法と冷間圧延方法
【課題】連続式冷間圧延機での被圧延材の圧延時に、圧延スタンドの張力振動の影響を受けることなく安定した板厚で被圧延材を圧延するための、圧延スタンドごとのチューニング率を、簡易な計算方法によって、確実に求めることができる冷間圧延工程におけるチューニング率の決定方法を提供する。
【解決手段】被圧延材の圧延中におけるモータの回転速度ずれを採取する第1ステップと、モータの回転速度ずれからロール周速の速度ずれを計算し、更にロール速度ずれから被圧延材の次の圧延スタンド11〜15に至るまでの張力変化量を計算する第2ステップと、張力変化量を用いて張力補正項変化量を計算し、張力補正項変化量から荷重変化量を計算する第3ステップと、荷重変化量から、板厚変化量を適切な範囲とするための圧延スタンドごとのチューニング率を計算する第4ステップよりなる。
(もっと読む)
タンデム圧延機の制御方法及びタンデム圧延機
【課題】タンデム圧延機を用いて圧延材を圧延するに際し、圧延材の硬度変動に起因する板厚変動を抑制する。
【解決手段】タンデム圧延機1に備えられた複数の圧延スタンド2の少なくとも1つのロールギャップを制御するに際して、圧延材4の硬度変動に起因する板厚変動を抑制すべく、ロールギャップの変更量ΔSを、圧延スタンド2に発生する圧延荷重変化量ΔPと、圧延スタンド2のミル剛性Mと、圧延荷重変化量ΔPの時間に対する変動とから求める。特に、圧延荷重変化量ΔPの時間に対する変動として、圧延荷重変化量の時間一次微分及び/又は時間二次微分を採用するとよい。
(もっと読む)
連続圧延機のスタンド間張力制御方法および装置
【課題】張力推定を高精度で行うことができ、張力制御精度を向上させることができる、連続圧延機のスタンド間張力制御方法および装置を提供することを目的とする。
【解決手段】連続圧延機の各スタンド間において被圧延材の張力を目標値に制御するにあたり、各スタンドの圧延トルク、圧延荷重、前方張力、および後方張力の関係を線形式で関係付け、該線形式を複数スタンドで連立させ、圧延トルク,圧延荷重の測定値を与えて行列漸化型最小二乗法で解くことによって、前方張力および後方張力を時々刻々推定し、該推定した張力を目標値とする。
(もっと読む)
冷間タンデム圧延における板厚制御方法
【課題】最小の投資で最大の効果を得られると共に、高精度で板厚制御を行うことができる冷間タンデム圧延における板厚制御方法を提供する。
【解決手段】最終スタンド15で圧延荷重およびロールベンディング力を測定し、これら測定値に基づいてミルストレッチ式により最終スタンド出側板厚を絶対値で推定し、最終スタンド出側板厚の目標値と前記推定値の偏差に基づいて圧下位置を変更して板厚を制御すると共に、圧下位置を変更する前に任意の一定周期毎に当該スタンド出側の張力を測定しておき、最終スタンド15の出側板厚偏差が特定の範囲内の定常圧延条件であるときの張力を一定の目標値として当該スタンド出側の張力を制御する。
(もっと読む)
圧延制御装置及び圧延制御方法
【課題】タンデム圧延機による圧延において、圧延速度が停止又は停止状態に近い低速になったことに起因して板厚不良が発生するのを抑制する。
【解決手段】タンデム圧延機10は、複数の圧延スタンド11〜15と、圧延荷重の変化に伴う見かけ上のロールギャップ変化量に対してチューニング率αで各圧延スタンド11〜15ごとにロールギャップを制御する制御部80とを有する。ゲイン調整手段90aは、圧延が停止する直前にチューニング率αを0.4〜0.6に調整する。そして、チューニング率αを0.4〜0.6に調整した後に圧延速度が加速して所定速度以上になると、チューニング率αを0.7〜1.0に調整する。
(もっと読む)
熱間圧延機の制御装置
【課題】 過大な温度低下部分を有する圧延材を圧延しても、圧延ラインを停止することなく安定的に圧延を継続することが可能な熱間圧延機の制御装置を提供する。
【解決手段】 圧延機の圧延荷重検出器7から検出される圧延荷重検出値7Aと、圧延機の許容荷重の設定値6Aとを比較し、圧延荷重検出値が許容荷重設定値に達した場合に自動板厚制御手段13の実行を停止させ圧下位置調整装置3Aによる圧下位置の閉方向動作を保持する手段と、圧延材の温度低下などにより更に圧延荷重検出値が増大した場合に圧下位置を開放する方向に動作させることにより圧延荷重検出値が許容荷重設定値を超えないように且つ荷重が一定となるように制御する荷重一定制御手段11とを備え、圧延材の温度低下部分が圧延機を通過し圧延荷重検出値が許容荷重設定値内に復帰した場合には、自動板厚制御手段による圧下位置操作を再開する構成とする。
(もっと読む)
1 - 8 / 8
[ Back to top ]