
国際特許分類[B21B37/56]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 伸び率制御 (10)
国際特許分類[B21B37/56]に分類される特許
1 - 10 / 10
調質圧延方法
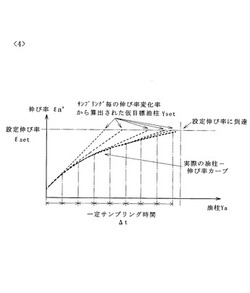
【課題】先行鋼板と後行鋼板の溶接点通過後に、後行鋼板の伸び率を設定伸び率まで短時間で到達させて、伸び率不良部の長さを低減することが可能な調質圧延方法を提供する。
【解決手段】先行鋼板11と後行鋼板12の溶接点13が調質圧延機10を通過した後に、調質圧延機10の油圧シリンダ21の位置制御による圧下を行って、後行鋼板12の現在の伸び率変化率から設定伸び率に到達する際の油圧シリンダ21の位置制御の仮目標油柱と、次の測定で予想される予想伸び率を求め、予想伸び率が設定伸び率を超える場合に、仮目標油柱を最終目標油柱とし、最終目標油柱に到達した時点で調質圧延機の制御を荷重制御にして伸び率制御を開始する。
(もっと読む)
調質圧延方法

【課題】特に所望とする金属ストリップの表面粗度(Ra)を有する鋼板を効率的に製造することの可能な湿式調質圧延方法を提供する。
【解決手段】調質圧延後の金属ストリップの表面粗度(S)、調質圧延前の該金属ストリップの表面粗度(S0)、板厚(H)およびワークロール粗度(Sw)で定義される転写効率(α(ε,σy))について、調質圧延時の伸び率(ε)と調質圧延前の該金属ストリップの0.2%耐力(σy)による回帰式を実験によって事前に求め、調質圧延する金属ストリップの表面粗度(S0)、板厚(H)、0.2%耐力(σy)と目標とする伸び率(εaim)と目標とする圧延後の該金属ストリップの表面粗度(Saim)から該調質圧延機に組み込む初期ワークロールの表面粗度(Sw0)を前記転写効率に基づいて求め、その表面粗度に近いワークロールを選定して該調質圧延機に組み込み調質圧延を行う。
(もっと読む)
鋼板張力制御方法及び連続圧延システムの制御方法
【課題】圧延設備にて圧延操業する場合において、巻きつけ角度の大きい圧延機前テンションメータロール通過時に腰折れ欠陥が発生することを防止しつつ、安定的に圧延操業を継続させる方法を提供する。
【解決手段】圧延機を腰折れ欠陥発生懸念材が通過する際に、テンションメータロールを開放させ、腰折れ現象を防止する。テンションメータロール開放時は、張力実績値の推定値を用いることで圧延機前の張力制御を安定的に切替える。また、テンションメータロールを開放もしくは圧下動作中は、直前の圧延荷重をロックオンし、伸び率FBK制御を一旦OFFし、当該ロックオン荷重での荷重一定制御に切替えることで、テンションメータロール開閉動作による機械状態変更時においても、安定的に圧延操業を継続させる。
(もっと読む)
延性及び耐常温時効性に優れた冷延鋼鈑の製造方法
【課題】板幅方向の材質の均質性を確保することが可能な、延性及び耐常温時効性に優れた冷延鋼板の製造方法を提供する。
【解決手段】軸方向に3以上に分割された分割バックアップロールによってワークロールが支持され、分割バックアップロールに負荷される荷重を検出する荷重検出装置と各分割バックアップロールを独立して昇降させる圧下装置を設けた圧延機により、固溶C量と固溶N量の合計が0.0010%未満であり、板厚が0.3〜2.0mm、板幅が600〜2000mmである冷延鋼鈑に、伸び率が0.1以上0.8%未満の調質圧延を施す。
(もっと読む)
金属板の伸び率計測方法及び装置
【課題】 測長ロールの測定誤差に起因する伸び率測定誤差を可及的に小さく、時間応答性が高く伸び率を測定する技術を提供する。
【解決手段】
圧延機2等により実際に付与した伸び率を測定する際に、瞬間的な伸び率実績εVの変動ΔεVを演算し、従来と同様の方法によって定長周期にて演算される伸び率実績εLに加算することで、ある程度の精度が確保された伸び率実績を短時間周期で得る。
(もっと読む)
鋼板の伸び率測定装置および伸び率測定方法
【課題】圧延機の入側および出側に設置した圧延鋼板測長ロールによって圧延鋼板の伸び率を測定する際に、鋼板の波形状によって測長ロールが上下方向に位置変動した量を測定しても、従来よりも高精度に鋼板の伸びを測定する。
【解決手段】鋼板に所定の伸び率を付与する圧延機の入側および出側に、前記鋼板に接触しながら協動する入側測長ロール3および出側測長ロール4を設置し、前記入側測長ロールおよび出側測長ロールそれぞれの回転数を検出する入側ロール回転検出器5および出側ロール回転検出器6を設置し、前記入側測長ロールおよび出側測長ロールそれぞれの位置変位を検出する入側ロール位置検出器7および出側ロール位置検出器8を設置して、前記入側測長ロールおよび出側測長ロールそれぞれの位置変位の測定値、並びに入側および出側での鋼板の移動距離測定値を基にして所定の伸び率演算を行って、鋼板の伸びを測定する。
(もっと読む)
潤滑調質冷間圧延方法
【課題】 上および下降伏点が存在する金属ストリップ材料であって、所定の伸び率または圧下率の製品を安定して圧延することができる潤滑調質冷間圧延方法を提供する。
【解決手段】 潤滑調質冷間圧延方法において、上および下降伏点が存在する金属ストリップ材料を潤滑調質冷間圧延するに際し、該金属ストリップの伸び率または圧下率と圧延荷重との関係を少なくとも2領域II、IIIに分け、目標とする伸び率または圧下率に応じて圧下制御に用いる影響係数を変更することを特徴としている。
(もっと読む)
調質圧延機における伸び率制御方法
【要 約】
【課 題】 特に表面粗さが大きく異なるワークロールで調質圧延を行う鋼帯同士が接続された接続点が調質圧延機を通過した後、後行鋼帯の接続点から離れた位置で伸び率不良部が生じるのを効果的に防止することができる調質圧延機における伸び率制御方法を提供する。
【解決手段】 伸び率偏差に基づき圧下装置に加える圧下力補正量を決定する制御ゲインを、調質圧延機で使用するワークロールの表面粗さ、鋼帯の鋼種、板厚に応じて予め定めておき、鋼帯同士が接続された接合点が調質圧延機のワークロールを通過するに際し、制御ゲインの値を設定変更して後行鋼板の調質圧延を行う。
(もっと読む)
鋼板の伸び率制御方法および伸び率制御装置
【課題】 鋼板に所定の伸び率を付与する圧延において、製品板厚を設定された上下限値の範囲内とする伸び率制御方法を提供する。
【解決手段】 あらかじめ伸び率および板厚の上下限値をそれぞれ設定し、圧延中に伸び率および圧延機出側板厚を測定し、圧延中に伸び制御器22および板厚制御器23から圧延荷重制御装置28に荷重指令値を出力し、伸び率制御器22からの荷重指令値のもとで圧延中に板厚測定値が上限値を超えまたは下限値未満となった場合、板厚制御器23からの荷重指令値に切り替え、板厚制御器23からの荷重指令値のもとで圧延中に伸び率測定値が上限値を超えまたは下限値未満となった場合、伸び率制御器22からの荷重指令値に切り替える。
(もっと読む)
鋼板の伸び率計測装置および伸び率計測方法
【課題】 圧延機やレベラー等によって鋼板に所定の伸び率を付与する場合において、実際の伸び率を正確に測定する装置を提供する。
【解決手段】 圧延機2等により実際に付与した伸び率を測定する際に、伸び率補正値演算手段9にて、ロール径測定誤差や、ロール自体の磨耗、熱膨張等に起因した伸び率測定誤差εerrを演算し、伸び率演算手段10にて従来と同様の方法によって測定される測定誤差を含んだ伸び率ε′に加算することで、誤差を補正する。
(もっと読む)
1 - 10 / 10
[ Back to top ]