
国際特許分類[B21B37/70]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 長さ制御 (2)
国際特許分類[B21B37/70]に分類される特許
1 - 2 / 2
圧延加工装置及び圧延加工方法
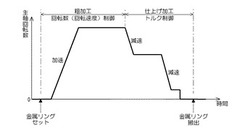
【課題】無端状金属リングの圧延加工において、圧延ローラと加圧ローラとを同調させるように制御することによって、ローラと金属リングとの間の滑りを抑制し、高品質な金属ベルトを得る。
【解決手段】圧延加工装置10に、無端状金属リング9が周回されるテンションローラ11・12と、間に介在させた前記金属リング9を圧延する圧延ローラ20及び受圧ローラ(テンションローラ11)と、前記受圧ローラを圧延ローラ側に加圧するとともに回転させる加圧ローラ30と、前記圧延ローラ20を回転駆動する主軸回転駆動手段22と、前記加圧ローラ30を回転駆動する副軸回転駆動手段32と、前記金属リング9の板厚測定手段40と、前記副軸回転駆動手段32を制御する制御手段25とを備え、前記制御手段25は、加圧ローラ30の回転数制御と、加圧ローラ30の回転トルク制御とを、切り替えて実行する。
(もっと読む)
直送圧延における鋳片分割長調整方法および装置

【課題】直送圧延において、冷却床に取り込まれる最終分割材の残長を最小限に留め、通常分割長を最大化して前記冷却床の有効な活用を図るとともに、材料の歩留まり向上を図り得る鋳片分割長調整方法を提供する。
【解決手段】連続鋳造機1で鋳造された鋳片3を分割した後に直ちに圧延機2に搬送し、この鋳片3aを圧延した後の棒鋼3bを冷却床8へ搬入する直送圧延における鋳片分割長調整方法であって、圧延後の冷却床8における棒鋼3cの最終分割材残長を裁断して、この裁断された棒鋼の最終分割材残長重量を測定し、この最終分割材残長重量に基づき前工程の連続鋳造機1において分割される鋳片3aの設定重量を、前記冷却床8へ搬入される棒鋼長さを最大化するように調整する。
(もっと読む)
1 - 2 / 2
[ Back to top ]