
国際特許分類[B22C11/10]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | モールドまたはコアの製造用の造型機械でその部品の相互配置を特徴とするもの (42) | 造型機械の一部を構成する1つまたはそれ以上の鋳枠をもち,型込めされた砂型のみが造型機械から取り除かれるもの (5)
国際特許分類[B22C11/10]に分類される特許
1 - 5 / 5
鋳型造型方法及びその装置
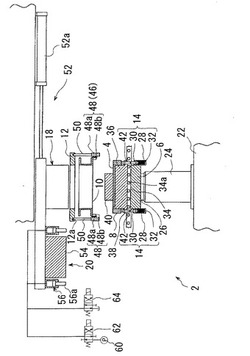
【課題】装置の小型化を実現し、清掃作業が容易に行え、設備コストの低減を図ることのできる鋳型造型装置を提供する。
【解決手段】下盛枠8をその上端面がマスタープレート36の上面と一致する後退位置と前記上面より模型側に位置する前進位置との間で進退させる下盛枠進退装置14を備えた鋳型造型装置2において、下盛枠進退装置は、下盛枠に固定されマスタープレートの下面より下方に突出する第1軸部材42と、スクイズテーブル6に第1軸部材と対向して上下移動可能に設けられた第2軸部材30と、スクイズテーブルと第2軸部材との間に設けられ、第2軸部材を上昇端位置に保持することにより、マスタープレートがスクイズテーブル上に載置されたとき、第1部材を介して下盛枠を前進位置に上昇させる付勢部材32と、を備えていること。
(もっと読む)
砂型の試作装置

【課題】砂型、特に砂型中子の成形時における砂の挙動を外部から認識することができ、成形型のキャビティ形状ごとに砂型成形の評価を迅速に行うことが可能となる、砂型の試作装置を提供する。
【解決手段】本実施形態に係る砂型の試作装置10におけるキャビティ型20は、キャビティ孔31a〜34aが開口された複数のキャビティブロック31〜34が、上下に積層した状態で上型21と下型23との間に介挿され、かつ、相互に組換え可能に形成されるとともに、キャビティブロック31〜34及び砂入れ容器41が、透明素材であるアクリル樹脂で形成される。
(もっと読む)
鋳型造型機
【課題】1台で、鋳型サイズが複数の鋳型を造型することができ、従って鋳型のサイズに対して鋳物製品が占める製品占有率が低いときであっても、鋳物砂を必要以上に枠内に装填せずとも良い鋳型造型機を提供する。
【解決手段】鋳型造型機1は、互いに重ね合わせ可能な複数の枠3,4,5を備える組枠2と、組枠2のうち単数の枠を造型位置11に設定する単数枠設定位置と、組枠2のうち複数の枠3,4,5を重ね合わせた状態で造型位置11に設定する複数枠設定位置とに切り替え可能な枠移動機構7と、単数枠設定位置に設定されている単数の枠の内部に収容されている鋳物砂89を加圧して単数枠使用鋳型を造型することと、複数枠設定位置に設定されている複数の枠3,4,5のうち内側の枠の内部に収容されている鋳物砂89を加圧して複数枠使用鋳型を造型することとが可能な鋳物砂加圧機構8とを備えている。
(もっと読む)
造型機
マッチプレート造型機の油圧ユニット15は、高圧油を供給する油圧ポンプ20と、スクイズ工程を実行するための第1及び第2の油圧シリンダ系7及び10へ流体連通され、油圧ポンプ20からの高圧油をそれら油圧シリンダ系に供給する配管系21、25、及び26と、配管系に設けられたアキュムレータ22と、油圧ポンプ20からの高圧油の流れを、第1と第2の油圧シリンダ系7及び10に対してそれぞれ切換る第1及び第2の電磁方向切換弁23及び24と、第1と第2の油圧シリンダ系7及び10の高圧油の圧力を計測し、その計測値に対応する出力信号を発生する第1と第2の油圧センサ27及び28と、そのセンサからの出力信号を受け取り、その出力信号と、アキュムレータ22の高圧油に対する保持圧力以下の範囲内にある設定された設定値とに基づいて、第1と第2の電磁方向切換弁23及び24の切換えを制御する制御器29とを含む。 (もっと読む)
鋳枠無し上・下鋳型の造型方法、その装置及びマッチプレートの交換方法
高品質の鋳枠無し上・下鋳型を効率よく造型することができる方法、装置を提供するものである。
側壁に砂吹込み口をそれぞれ有する水平状態の1対の上・下鋳枠によってマッチプレートを挟持する。1対の上・下鋳枠におけるマッチプレートの無いそれぞれの開口部に上・下スクイズ手段をそれぞれ挿入して上・下2個の造型空間を画成し、1対の上・下鋳枠およびマッチプレートを垂直状態にするとともに砂吹込み口を上方に移動させる。砂吹込み口から上・下2個の造型空間に鋳物砂を吹き込み充填する。1対の上・下鋳枠およびマッチプレートを水平状態に戻しながら上・下スクイズ手段をさらに進入して上・下2個の造型空間内の鋳物砂をそれぞれスクイズする。鋳型内在の1対の上・下鋳枠をマッチプレートから分離した後、マッチプレートを1対の上・下鋳枠の間から搬出する。以上の工程を行っている間に先行して造型した鋳型に必要なら中子をセットした後鋳型内在の1対の上・下鋳枠を重ね合せる。重ね合せた鋳型内在の1対の上・下鋳枠から鋳型を抜き出す。
(もっと読む)
1 - 5 / 5
[ Back to top ]