
国際特許分類[B22C21/10]の内容
国際特許分類[B22C21/10]に分類される特許
1 - 3 / 3
鋳型造型方法及び装置
【課題】鋳枠背面の砂付量を容易かつ迅速に調整することができる鋳型造型方法及び装置を提供する。
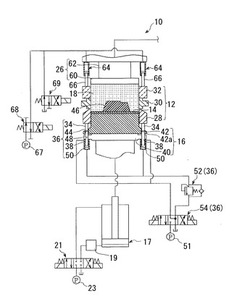
【解決手段】マスタプレート42を、鋳枠30の下に重ねられた下補助枠28内の所定高さ位置に配置させるマスタプレート配置工程と、マスタプレート42が前記所定高さ位置に配置された重合枠12内に、鋳物砂18を投入させる鋳物砂投入工程と、昇降移動装置16を駆動させることにより、マスタプレート42を重合枠12に対して上方へ相対移動させて、投入された鋳物砂18の上面が少なくとも鋳枠30の上端を越えるまで鋳物砂18を移動させる鋳物砂移動工程と、スクイズヘッド62により、移動された鋳物砂18を鋳型24の背面側からスクイズさせる背面側スクイズ工程と、を備えていること。
(もっと読む)
鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備

【課題】定盤台車トラバーサやリフタなどのイニシャルコストを低減するとともに、造型機側での模型置き場(段取り場)と分離し、反造型機側のスペースを中子置き場として有効活用することができる鋳型搬送設備を提供する。
【解決手段】鋳型搬送設備が、定盤台車に載置される注湯済枠付鋳型から鋳型を抜き出すステーションをもつ解枠ラインと、解枠後、前記定盤台車に載置される上下鋳枠を造型ラインに搬出するとともに、該上下鋳枠が搬出された前記定盤台車を搬送する定盤台車返しラインと、該定盤台車返しラインの下流側に搬送された定盤台車に、前記鋳型のうち造型された下鋳枠を載置し、中子をセット可能とした中子セットラインとが直列に配置されており、前記解枠ラインへの搬入側の位置と前記中子セットラインの下流側の位置にそれぞれ設置されるプッシャー手段とクッション手段にて1ピッチ毎枠送りを行うように構成されている。
(もっと読む)
鋳型造型用基準ピンの異常検出方法およびその装置
1 - 3 / 3
[ Back to top ]