
国際特許分類[B23G1/36]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ねじ切り;ねじ切りと関連した,ねじ,ボルト頭,またはナットの加工 (316) | ねじ切り;そのために特に設計された自動機械 (137) | 研削によるもの (24)
国際特許分類[B23G1/36]の下位に属する分類
所要のねじピッチに従って工作物に沿って案内される研削と石をもつもの (19)
工作物に対して半径方向に案内される研削と石をもつもの
国際特許分類[B23G1/36]に分類される特許
1 - 5 / 5
ボールねじの製造方法及びボールねじ用ナット
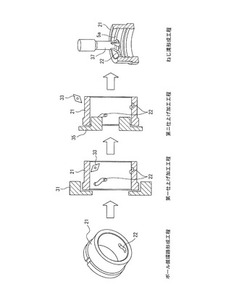
【課題】ボール循環路をなす凹溝がナットの内周面に鍛造によって形成された場合でも、ナットの真円精度が高く回転精度が優れているボールねじを製造する方法を提供する。
【解決手段】ボールねじ1の製造に際して、ナット5と略同一形状のブランク21の円柱面状の内周面の一部を鍛造により凹化させて、ボール循環路11をなす凹溝22を形成した。鍛造によって凹溝22を形成したため、ブランク21の内周面と凹溝22の内面とが交差する稜部が断面略円弧状のダレ部15となっている。次に、凹溝22が形成されたブランク21の円柱面状の内周面に、真円精度を高める加工を施した後に、真円精度が高められた内周面を加工基準として用いて、ブランク21の円柱面状の外周面に真円精度を高める加工を施した。
(もっと読む)
昇降式のツルーイング手段を備えた研削盤及び回転砥石のツルーイング方法

【課題】ツルーイング装置の位置をより適切にすることで、より小型化してフロアスペースを削減することが可能な研削盤を提供する。
【解決手段】工作物回転軸上に対向配置されて工作物Wを回転させる一対の工作物支持手段と、工作物に対して相対的に移動して工作物を研削する回転砥石22と、回転砥石22を成形可能な成形面62を有するツルーイング手段60とを備え、ツルーイング手段60は、支持された工作物の下方に配置されているとともに昇降手段61を備えている。そして昇降手段61は、回転砥石を成形しない場合には、回転砥石と工作物を近接させた場合に回転砥石と工作物とが接触しても回転砥石及び工作物に成形面が接触しない下方位置にツルーイング手段を下降させ、回転砥石を成形する場合には、回転砥石と工作物を近接させた場合に回転砥石を成形可能な上方位置にツルーイング手段を上昇させる。
(もっと読む)
研削盤および研削方法
【課題】小型化および低コスト化を図ることができる、外周面にねじ溝を研削して雄ねじを形成する研削盤および研削方法を提供する。
【解決手段】円筒状または円柱状の工作物100を主軸軸周りに回転可能に保持する主軸装置20、30と、主軸装置20、30に対してZ軸方向およびX軸方向に相対移動可能で、且つ、中心軸周りに回転可能に配置された砥石車43とを備えており、回転させた砥石車43により工作物100の外周面にねじ溝101を研削して雄ねじを形成する研削盤において、雄ねじ100のねじ軸102に対する砥石車43の中心軸の傾き角Σを、雄ねじ100のリード角γと異なる角度に設定して雄ねじ100のねじ溝101を研削する。
(もっと読む)
ねじ溝切削方法および装置
【課題】ねじ軸のボールねじ溝の面性状を向上できるねじ溝切削方法および装置を提供する。
【解決手段】ボールねじ溝11を螺旋状に形成したねじ軸10を回転可能に支持するねじ軸支持手段31と、ねじ軸支持手段に支持されたねじ軸を回転するねじ軸回転手段33と、ボール転動面を切削する砥石21を取付けた砥石軸53をボール転動の略中心を通る軸線の回りに回動可能に支持する砥石支持手段32と、砥石支持手段をねじ軸回転手段に対して同期してねじ軸の軸線方向に相対移動させる相対移動手段と、砥石支持手段に支持された砥石軸を所定角度往復回動するオシレーション作動手段60とによって構成した。
(もっと読む)
対向砥石台を備えたねじ研削盤
1 - 5 / 5
[ Back to top ]