
国際特許分類[B23K13/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 高周波電流加熱による溶接 (173) | 伝導加熱によるもの (3)
国際特許分類[B23K13/04]に分類される特許
1 - 3 / 3
溶接形鋼の製造方法および製造装置
【課題】高周波抵抗溶接によりT形鋼やH形鋼のウェブ材とフランジ材とを溶接するに際し、溶接部の靭性を確保し溶接部近傍での破断および衝撃による溶接割れを防止する。
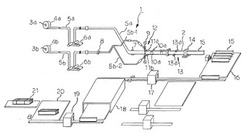
【解決手段】ウェブ材5aにウェブ支持ロール10a、10aを接触させてウェブ材5aを支持するとともに、ウェブ材5aの端面にフランジ材5b−1、5b−2を圧接ロール11a、11bにより押し付けながら、高周波抵抗溶接によりウェブ材5aおよびフランジ材5b−1、5b−2を溶接して溶接H形鋼2を製造する際に、ウェブ支持ロール10a、10a、および圧接ロール11a、11bを、その表面に絶縁性を有するセラミックスを被覆された金属製のセラミックスロールにより構成するとともに、高周波抵抗溶接の際におけるウェブ支持ロール10a、10a、および圧接ロール11a、11bに冷却水を供給しない。
(もっと読む)
溶接H形鋼およびその製造方法

【課題】高周波抵抗溶接法によってウェブおよびフランジが溶接により接合された溶接H形鋼を製造する際に、溶接H形鋼の溶接不良の発生を抑制する。
【解決手段】長尺のウェブ材および長尺のフランジ材それぞれの当接部を加熱した後に断面H形に組み合わせ、それぞれの当接部を圧接してウェブ材およびフランジ材を接合する高周波抵抗溶接法によってウェブおよびフランジが接合され、規格された所定の長さを有する溶接H形鋼を製造する。ウェブ材とフランジ材との溶接部における4つのビードそれぞれの断面積をいずれも連続的に測定し、溶接を行われていない部分に対する溶接条件を、4つのビードそれぞれの断面積(mm2)とウェブの厚さ(mm)との関係がいずれも、ビードの断面積≧0.2×ウェブの厚さ+0.7の関係を満足するように、調整する。
(もっと読む)
溶接H形鋼のウエブ材端部の成形装置及び方法
【課題】ウエブ材端部の左右均等なドッグボーン状の成形を、製造ラインの稼働率を落とすことなく行えるようにする。
【解決手段】溶接H形鋼の製造時、ウエブ材1wとフランジ材1fの溶接前に、ウエブ材1wの端部を、カリバー12aa,12baを設けた対をなすプリアップロール12a,12bで圧下して左右均等のドッグボーン状に成形する装置11である。プリアップロール12a,12bに、ウエブ材1wの厚みに応じた複数のカリバー12aa,12baを設ける。これらのプリアップロール12a,12bの軸方向移動機構13を設ける。ウエブ材1wの厚み応じ、軸方向移動機構13を駆動してプリアップロール12a,12bを軸方向に移動し、ウエブ材1wの厚みに応じた最適のカリバー12aa,12baを選択してウエブ材端部の成形を行う。
【効果】製造ラインの稼働率を落とすことなく、ウエブ材の端部に左右均等のドッグボーン状の成形が可能になる。
(もっと読む)
1 - 3 / 3
[ Back to top ]