
国際特許分類[B23K13/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 高周波電流加熱による溶接 (173) | 雰囲気の影響に対する溶接区域のシールドを特徴とするもの (6)
国際特許分類[B23K13/06]に分類される特許
1 - 6 / 6
電縫鋼管製造方法とその製造装置及び電縫鋼管
【課題】液体フラックスや気化フラックスで溶接付き合わせ面を完全にシールドして、溶接部のベネトレータの生成や窒化を抑制し、フラックス機能で溶接付き合わせ部の溶融金属の表面張力低減、清浄化、酸化防止を図り、接合部の拡散接合を促進し、接合強度を向上させる。また、鋼管内面の溶接ビードを確実に除去する。
【解決手段】気化フラックス塗布用の噴射ノズルや液体フラックス塗布用の塗布器を配設して付き合わせ面に液体フラックス膜を形成し溶接付き合わせ面を酸化防止する。液体フラックスは1600℃までフラックス機能を発揮でき、しかも表面張力低減、正常化作用、酸化防止機能を有するのでベネトレータの生成がなく拡散接合に近い高強度の電縫鋼管を製造できる。
(もっと読む)
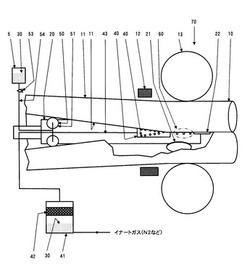
電縫鋼管のシールボックス溶接装置

【課題】本発明は、シールボックス内でガスシールド溶接することにより、ペネトレータ割れを零とし、さらに、異なる管寸法に対応できることである。
【解決手段】本発明による電縫鋼管のシールボックス溶接装置は、シールボックス(5)の入側から出側に向けて、シールボックス入口ガス供給管(30)、高周波加熱コイル(22)、スクイズロール(23)、溶接点ガス供給管(31)、シールボックス雰囲気調整用ガス供給管(32)及び酸素濃度計(33)を有し、電縫鋼管(6)内にインピーダ(8)を有し、このシールボックス(5)内の酸素濃度を100ppm以下で、シールボックス雰囲気調整ガス流量を100l/min以上とすると共に溶接点ガス供給管(31)からのガス流量が100l/min以上とした構成である。
(もっと読む)
溶接部特性の良好な電縫管製造方法
【課題】溶接部特性(特に低温靭性)を確実かつ充分に向上させうる、溶接部特性の良好な電縫管製造方法を提供する。
【解決手段】帯材110を成形して端部を突き合わせ、該端部を電縫溶接して管とする過程の中で、電縫溶接前の前記端部に切削又は研磨(例えば切削バイトを回転体周辺に埋め込んだ装置15)にてテーパ形状を付与しておき、電縫溶接の加熱を受けつつある前記端部に非酸化性ガスを吹き付ける。好ましくは、当該端部の周囲を非酸化性ガス雰囲気に保つ。
(もっと読む)
溶接部特性の良好な電縫管の製造方法
【課題】溶接部特性(特に低温靭性)を確実に従来レベルよりも向上させうる、溶接部特性の良好な電縫管の製造方法を提供する。
【解決手段】帯材1を成形して端部を突き合わせ、該端部を電縫溶接して管とする過程の中で、電縫溶接前の前記端部にテーパ形状を付与しておき、電縫溶接の加熱を受けつつある前記端部に非酸化性ガスを吹き付ける。好ましくは、当該端部の周囲を非酸化性ガス雰囲気に保つ。
(もっと読む)
溶接部欠陥の少ない電縫鋼管およびその製造方法
【課題】本発明は、溶接部欠陥の少ない電縫鋼管および製造方法を提供する。
【解決手段】主に鉄と鉄鋼材料に用いられる通常の合金元素および不可避的不純物からなる鋼帯を溶接点から溶接点前15mmまでの範囲の溶接面となる鋼板のエッジ面における酸化被膜がSiO2換算で40nm以下となる溶接条件で電縫溶接し、前記酸化被膜の厚みは蛍光X線分析測定方法により求め、溶接の際の雰囲気中の酸素濃度を60ppm以下とする。
(もっと読む)
溶接部品質の優れた電縫鋼管の製造方法
【課題】 溶接条件の変動時に設定条件を変えることなく安定して確実に溶接部の酸化物の生成に起因する溶接欠陥および局部的な入熱不足による冷接欠陥を低減し、低温靭性、耐食性、冷間加工性などの溶接部特性に優れた電縫鋼管の製造方法を提供する。
【解決手段】 鋼板を管状に成形加工し、その突合せ端面を電縫溶接する際に、突合せ角度φが0≦φ≦tan(0.4/d)-1の関係を満足する条件で、少なくとも溶接点から溶接上流側に650℃以上の温度となる全範囲にわたる突合せ端面に対して、不活性ガスを吹き付け、かつ少なくとも溶接点から溶接上流側に給電距離の1/5だけ離れた位置までの全範囲にわたる突合せ端面に対して、非酸化性雰囲気で、かつ1400℃以上の温度を有する非酸化性高温プラズマを流速が30〜270m/secの条件で吹き付けることを特徴とする。
(もっと読む)
1 - 6 / 6
[ Back to top ]