
国際特許分類[B23Q15/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または工作物の送り運動,切削速度または位置の自動制御または調整 (1,133) | 工具が工作物に作用している間に行われるもの (364) | 工具摩耗の補償 (4)
国際特許分類[B23Q15/16]に分類される特許
1 - 4 / 4
NCプログラム作成方法及び作成装置
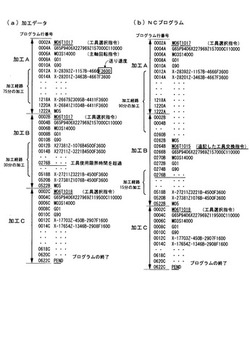
【課題】工具が工具使用限界時間を超過した状態で被加工物を加工することに起因する工具破損や加工精度の低下を確実に防ぎ、工具を工具使用限界時間まで適切に使用することを可能とするNCプログラム作成方法及びNCプログラム作成装置を提供する。
【解決手段】各加工経路に使用する工具を選択する工具選択指令と当該工具の加工経路とが記述される加工データと、工具の工具番号及び工具使用限界時間が記述される工具データとを読み込むステップと、加工データから工具選択指令を検出するステップと、検出された工具選択指令により選択される工具の加工経路から工具使用時間を算出し、工具使用時間と工具使用限界時間とを比較するステップと、工具使用時間が工具使用限界時間を越える加工経路の前に、当該工具を工具番号の異なる同一の工具と交換する工具交換指令を追記するステップとを含むようにした。
(もっと読む)
工具摩耗検出方法及び工作機械

【課題】工具摩耗の基準値等を予め取得しておく必要がなく、様々な加工条件に対応できて汎用性にも優れる工具摩耗検出方法を提供する。
【解決手段】S1で、主軸を第1の主軸回転速度で回転させて振動波形の周波数分析を行い、S2で周波数分析波形の最大値から閾値を設定し記録する。S3で加工を開始し、S4の判別で加工中の周波数分析波形が閾値よりも大きい場合には、S5で当該波形が最大値となる第1の周波数を取得し記録する。S6で、主軸回転速度を第2の主軸回転速度に変更してS7で加工を行い、S8の判別で加工中の周波数分析波形が閾値よりも大きい場合には、S9で当該波形が最大値となる第2の周波数を取得して記録する。S10で第1の周波数と第2の周波数とを比較し、両者が一致或いは両者の差が予め設定した値以内であれば、S11で表示装置に工具摩耗検出のメッセージを表示させる。
(もっと読む)
加工方法
【課題】工具の摩耗や使用状態による影響を考慮して工具の使用状態における長さを正確に求め、高精度な加工を行う。
【解決手段】工作機械10のスピンドル16に保持された加工工具14を回転させ、該加工工具14の先端14aを工作物12に当接させて所定量の加工をする。次に、補償工程において、加工工具14を工作物12から離間させ、工作物12を加工する際と同じ速度で回転させながら該加工工具14の先端14aの加工部長さを非接触センサ20により計測する。計測した加工部長さに基づいて、加工工具14の長さ変化を求める。求められた変化を補償するように数値制御部30に作用する。投光器42は、スリット状のレーザ40を照射する。投光器42は、近似環状接触部14bの該径方向線分pの両端部に直角な線L1及びL2で囲まれる範囲A内でレーザを投光する。
(もっと読む)
変位補正機能を備えた工作機械及び工作機械の補正方法
【課題】熱等により生じた変位を簡易な構成で計測し補正する機能を備えた工作機械、及び工作機械の補正方法を提供する。
【解決手段】Xタッチセンサ34及びYタッチセンサ36は直交配置され、それぞれX方向及びY方向に付勢突出し、同方向に所定量以上押し込まれたときにON状態となるように構成される。ガイドブッシュ22にはセンサブロック37が設けられ、センサブロック37にはタッチセンサ34及び36のローラ34b及び36bにそれぞれ当接可能なX基準面38及びY基準面39が形成される。基準面38及び39は互いに垂直な平面であり、それぞれX方向及びY方向に垂直である。バイトホルダ19が移動したときに、ローラ34bがX基準面38に垂直に当接し、ローラ36bがY基準面39に垂直に当接することができる。
(もっと読む)
1 - 4 / 4
[ Back to top ]