
国際特許分類[B28B3/22]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | プレス機の使用による材料からの成形品の製造 (690) | 材料が押し出されるもの (375) | スクリューまたはウォームによるもの (29)
国際特許分類[B28B3/22]に分類される特許
1 - 10 / 29
押出成形装置
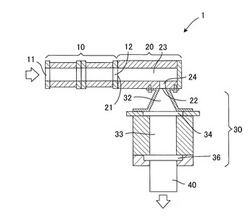
【課題】大型のセラミックス成形体の押出成形における、材料や成形時間の無駄を低減するとともに、品質の良好なセラミックス成形体を押し出す押出成形装置を提供する。
【解決手段】押出成形装置1は、押出部10と、チャンバードラム20と、成形部30と、を備える。押出部10は、セラミックス原料を含む坏土を混練して押し出す。チャンバードラム20は、押出部10の押出口12側から押出方向に伸びて押出方向に坏土を流通させる第一空間部23と、第一空間部23の下流側から下方向に伸びて押出方向と異なる下方向に坏土を流通させ、坏土を排出する排出口を有する第二空間部24と、を含む。成形部30は、チャンバードラム20の排出口から排出された坏土を内部から押し出すことにより、セラミックス成形体を押出成形するための口金36を有する。
(もっと読む)
押出成形装置及びこれを用いた成形体の製造方法

【課題】寸法精度が高い成形体を効率的に製造すること。
【解決手段】本発明に係る押出成形装置は、ペースト状の原料組成物を移送する流路を有するハウジングと、流路の上流側に設けられ、原料組成物を混練すると共に下流側へと移送するスクリューと、流路の下流側に設けられ、原料組成物からなる成形体が押し出されるダイと、流路とダイを連通する抵抗管と、スクリューとダイの間に設けられ且つハウジングに対して脱着自在であると共に、厚さ方向に貫通する複数の貫通孔を有する流量調整板と、流量調整板の上流側の面に対して脱着自在であり流量調整板に装着された状態では上記複数の貫通孔のうち一部の複数の貫通孔の上流側開口を同時に閉塞する上流側閉塞部材とを備える。
(もっと読む)
押出成形装置
【課題】 円形形状にハニカム構造体を押出成形で成形したときに、外周面のささくれやセルつぶれが発生しない押出成形装置を提供すること。
【解決手段】 本発明の押出成形装置1は、軸方向にのびる多数のセルと、多数のセルを区画する隔壁と、を有し、外径形状が円形状であるセラミックス製のハニカム体7を押出成形する押出成形装置1であって、流動性をもつセラミックス原料を押し出す原料押出部2と、原料押出部2から押し出されたセラミックス原料が内部を通過する円形の内周形状をもつ原料流通管3と、原料流通管3を通過したセラミックス原料を所定の円形形状に成形する成形金型6と、を有し、原料流通管3は、原料押出部2から成形金型6方向に進むにつれて、内径が拡大する拡径部4と、拡径部4により拡径した内径が縮径する縮径部5と、を有することを特徴とする。
(もっと読む)
押出成形装置及びこれを用いた成形体の製造方法
【課題】寸法精度が十分に高い成形体を製造できる押出成形装置及びこれを用いた成形体の製造方法を提供すること。
【解決手段】本発明に係る押出成形装置は、流路断面が略円形であり、ペースト状の原料組成物を移送する流路と、流路の上流側に設けられ、原料組成物を混練すると共に下流側へと移送するスクリューと、流路の下流側に設けられ、原料組成物からなる成形体が押し出されるダイと、流路とダイを連通する抵抗管と、スクリューとダイの間に設けられ、厚さ方向に貫通する複数の開口を有する流量調整板とを備え、流量調整板とダイの間の距離Lと流路の内径Dとの比L/Dが0.5以上5以下であり、流量調整板は原料組成物がダイに導入されるに先立って原料組成物の流速分布を均一化する。
(もっと読む)
押出成形装置及びこれを用いた成形体の製造方法
【課題】ペースト状の原料組成物の移送に伴う圧力損失を十分に小さくでき、寸法精度が十分に高い成形体を製造できる押出成形装置及びこれを用いた成形体の製造方法を提供すること。
【解決手段】本発明に係る押出成形装置は、ペースト状の原料組成物を移送する流路と、流路の上流側に設けられ、原料組成物を混練すると共に下流側へと移送するスクリューと、流路の下流側に設けられ、原料組成物からなる成形体が押し出されるダイと、流路とダイを連通する抵抗管と、スクリューとダイの間に設けられた整流板とを備える。整流板は、上流側の面から下流側の面にかけて貫通する複数の貫通孔を有し、上流側の面における貫通孔の開口は下流側の面における開口よりも開口面積が大きい。
(もっと読む)
押出成形機用ブレーカプレートおよびこれを用いた押出成形機
【課題】 セラミック原料からなる坏土を用いて押出成形機にて成形体を成形し、その後成形体を乾燥や焼成したときに生じる成形体の押出方向のクラックを抑制可能なブレーカプレートおよびこれを用いた押出成形機を提供する。
【解決手段】 セラミック原料からなる坏土を用いて成形体を製造する押出成形機1の坏土の通路となる複数の貫通孔12を有するブレーカプレート5であって、最も外側に配置される貫通孔12の開口形状が、成形体の外形に沿った長孔12bを有しているブレーカプレート5である。長孔12bを通過した坏土に対応する成形体の表面には、坏土の中を移動しやすい樹脂分や水分が集まりやすい坏土の表面同士が合わさった部分が少ないため、密度差を生じるおそれが少なくなり、その後の工程である乾燥や焼成工程で受ける熱によって樹脂分や水分が抜けて収縮する際、乾燥体や焼結体の表面に生じる成形体の押出方向のクラックを抑制することができる。
(もっと読む)
押出し成形機及びこれを用いた陶板の製造方法
【課題】坏土の螺旋状の配向を抑制し、潜在歪を低減させた状態で坏土を押出す押出し成形機及びこの押出し成形機を用いた陶板の製造方法を提供する。
【解決手段】坏土を圧送するスクリュー102と、スクリューの軸体をなすスクリュー軸101と、スクリュー軸に連接された中玉支持軸106と、中玉支持軸に連接された中玉107とを含んでなる押出し成形機であって、中玉支持軸106と中玉107の少なくとも何れか一方が、坏土押出しに際してスクリュー102とは逆方向に回転するようになっている。
(もっと読む)
押出成形装置および、それを用いた成形体の製造方法
【課題】成形時の口金付近での押出圧力の脈動を抑制することにより、成形品質が向上した成形体を押出成形することができる押出成形装置およびそれを用いた成形体の製造方法を提供する。
【解決手段】坏土が内部に流入される供給口19と、回転軸6と回転羽根5とを有し、坏土を搬送するスクリュー4と、坏土が吐出される押出口20と、を含むドラム7を有した押出部21と、成形溝が配置された口金を有した成形部22と、を含む押出成形装置100であって、供給口19側のスクリュー4として回転羽根5が2条設けられた供給口側スクリュー10と、前記押出口20側のスクリュー4として回転羽根5が1条設けられた押出口側スクリュー12とを含み、前記回転羽根5の最外周の直径をD、前記回転軸6と平行な押出方向8の、前記押出口側回転羽根56のピッチをPとした場合に、P/Dが0.5〜0.9の範囲である押出成形装置100である。
(もっと読む)
坏土の押出装置
【課題】押出力を高めるともに、坏土の発熱を抑制させつつ坏土を押し出すことができる坏土の押出装置を提供する。
【解決手段】内部空間14が設けられ、流入口11と、排出口12と、を設ける収容部2と、内部空間14に配置され、軸部21と、ブレード部22と、を設けるスクリュー部3と、を有し、ブレード部22は、前側面31と、後側面32と、峰部33と、を有して隆起して形成され、前側面31が、回転軸10を含むスクリュー部3の断面において、前側面31の下端から前側面31の上端を結ぶ方向と回転軸10における流入口11の側への方向とが60〜90度にて交わり、かつ上端と下端との中間高さにある前側面31上の点から上端を結ぶ方向と、回転軸10における流入口11の側への方向とが80〜90度にて交わるように形成されて、坏土を排出口12に向かって押し出す、坏土の押出装置1とする。
(もっと読む)
押出成形機
【課題】坏土に十分なせん断力を付与できるとともに、坏土と羽根との磨耗によって混入する磨耗粉による不具合を抑制し、磨耗した羽根の部分的な交換が可能なセラミック製品の成形に用いられるスクリュー式の押出成形機を提供する。
【解決手段】坏土の押出部にスクリュー4を用いた押出成形機1であって、スクリュー4はシャフト4aの外周にセラミックス製の複数の羽根4bが押出側の面を斜めにして着脱可能に取り付けられている押出成形機1である。これによれば、羽根4b同士に間隔があり、上段スクリュー4が回転したときに、この螺旋の面を構成する羽根4b同士の間に坏土が入り込んでせん断されるので、高いせん断力を付与することができる。また、坏土との摩擦によって羽根4bが磨耗したとしても、磨耗した羽根4bのみを交換すればよいのでメンテナンスコストを抑えられ、短時間で交換することができるので従来よりも生産効率を高めることができる。
(もっと読む)
1 - 10 / 29
[ Back to top ]