
国際特許分類[B29C45/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 多層または多色物品の製造 (1,007)
国際特許分類[B29C45/16]に分類される特許
1,001 - 1,007 / 1,007
射出成形同時絵付装置
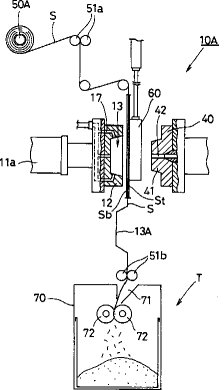
【課題】 射出成形同時絵付装置において、絵付シートとして転写シートSを用いる場合に、転写後の嵩高となった支持体シートSbの処理を簡素化することにより、スペースの無駄をなくし、また、高い作業効率を確保する。
【解決手段】 転写シートSと樹脂成形品Pとを接着せしめ、次いで、雌雄両型を開放し、転写シートSの支持体シートSbのみを剥離除去し、転写層Stを樹脂成形品表面に残留せしめるようにした射出成形同時絵付装置において、成形型の転写シート供給方向における下流側に、成形品から剥離除去された支持体シートSbを裁断する裁断手段Tを備える。
(もっと読む)
車両用ランプ及びその製造方法

【課題】 レンズとランプハウジングとが一体に成形されており、水、埃等が内部へ侵入しない車両用ランプ及びその製造方法を提供する。
【解決手段】 ダイスライド射出成形法によって一体に成形されたレンズとランプハウジングとを備える車両用ランプを得る。ランプハウジングを構成する樹脂は特に限定されないが、レンズと同様にポリカーボネート及びポリメチルメタクリレート等のアクリル樹脂など、透明性に優れる樹脂を使用することが好ましい。ランプハウジングをこれら透明性に優れる樹脂によって構成することにより、ランプハウジングの外表面の所要個所にアルミニウム、銀等からなる反射膜を形成し、全反射率の高い優れた性能の車両用ランプとすることができる。この反射膜は、特定の銀鏡反応によって形成することが好ましく、短時間で効率よく均質な反射膜を形成することができる。
(もっと読む)
転写フィルムとそれを用いて得られた製品
【課題】 製品たる被転写体に直接にかつ機械的に転写できる。そのため、従来例の如く蓄光樹脂や発光材部分を人間の手で製品に貼り付ける作業が不要となり、しかも蓄光樹脂や発光材部分の如く製品から脱落することもない。さらに、製品が転写できる物であれば、すべての製品に蓄光層を形成することができる。
【解決手段】 基体シート2と、該基体シート2上に少なくとも剥離層4と図柄層5とからなる絵付け層3を形成した転写フィルム1において、前記絵付け層3には蓄光部材10により蓄光層11を形成してある。
(もっと読む)
透光表示体の製造方法
【課題】 電気機器等の操作スイッチ或いは表示器に用いられ、背後からの光照射により表示が行われる透光表示体に関し、光を照射した場合に表示文字等が均一に表示される透光表示体の製造方法を提供することを目的としている。
【解決手段】 透光性を有し記号等を基体から突出形成した表示部を一次樹脂層10として形成し、この基体表面に遮光性を有する二次樹脂層11を射出成形により積層してなる透光表示体の製造方法において、上記表示部における閉塞部20とこの閉塞部20の外側にそれぞれ一次樹脂層を貫通する貫通孔8a,8bを形成し、透光表示体9の成形金型の内部に外方に突き出し可能な成形ピンを設け、この成形ピンの先部にU字状切欠部を形成してこのU字状切欠部と上記貫通孔とを経由する連通路を確保し、上記一次樹脂層の表面に注入された二次樹脂を上記連通路を介して上記閉塞部内に充填する構成である。
(もっと読む)
流分岐装置
【目的】 多ノズル射出成形機のランナーブロックに使用する流れ分岐装置を提供する。
【構成】 多ノズル射出成形機のランナーブロックに使用する流分岐装置(276)であって、ポリマー流入口部(278)と、複数のポリマー流出口部(344、346)と、装置内を延長する互に離間した複数の流路(220、222、250、257、258)と、上記流路(220、222、250、257、258)に連通し入口部(278)に開口する複数の離間した入口ポートとを備え、各流路には装置内の分岐点(342)で分岐させる部分(715〜720)を有し、分岐点でほぼ等しい長さの第1第2の出口板(700、701)に分岐し、出口板は夫々第1第2の出口ポートに連通し、複数の第1の出口ポート(344)と複数の第2の出口ポート(346)とは夫々長手方向に直線上とした離間した出口ポートの列を形成し射出成形機のランナーブロック(288)の流路入口に連通することを特徴とする多ノズル射出成形機用流分岐装置。
(もっと読む)
インサートラベルと加飾方法
【目的】 凹凸表面のインサートラベルが成形品の表面に強固に接着した成形品を効率がよく得る。
【構成】 ポリエチレンテレフタレートからなる基体シート11上に、商品名の図柄層12を形成し、その上にアクリル樹脂からなる接着層13を形成する。また、ポリプロピレンからなる接着フィルム2を、40〜50μmの深さの凹凸を有する凹凸形状21に形成する。基体シート11と接着フィルム2とを接着し、所望のラベル形状に打ち抜き、基体シート11と接着フィルム2との間に多数の密閉された空間部3を有するインサートラベルとする。つぎに、カップ状容器を成形する一対の金型内にインサートラベル1を載置し、型閉め後、成形樹脂を射出し、成形と同時にインサートラベル1を成形品の表面に貼りつける。
(もっと読む)
成形装置
1,001 - 1,007 / 1,007
[ Back to top ]