
国際特許分類[C23C2/06]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 被覆材料に特徴があるもの (1,087) | 亜鉛もしくはカドミウムまたはそれらを基とする合金 (854)
国際特許分類[C23C2/06]に分類される特許
851 - 854 / 854
耐火用高張力溶融Zn−A1合金めっき鋼板の製造方法
【目的】 成形加工性と高温強度に優れ、普通鋼に近い鋼組成で、経済的に優れた耐火用高張力溶融Zn−Alめっき鋼板の製造方法の提供。
【構成】 重量%で、C:0.01〜0.25、Si:1.5以下、Mn:0.05〜2.5、P:0.1以下、S:0.02以下、Al:0.005〜0.1の鋼に重量%で、Mo:0、05〜1.0%残部が鉄および不可避的不純物からなる鋼を熱間圧延し、酸洗後、溶融めっき設備における加熱還元温度を450〜950℃で行い、引きつづいて溶融Zn−Alめっきを施す。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
金属溶融メッキ鋼板の製造方法
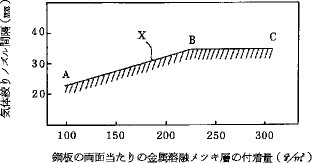
【目的】 さざ波の発生しない金属溶融メッキ鋼板の製造方法を提供する。
【構成】 金属溶融メッキ層の付着量に応じて、1対の気体絞りノズル間の間隔を、添付図面図1に座標によって示される、点A(鋼板の両面当たりの金属溶融メッキ層の付着量100g/m2 ,気体絞りノズル間の間隔22mm)、点B(220g/m2 ,35mm)、点C(300g/m2 ,35mm)によって結ばれる、ノズル間隔線X以下に制御する。
(もっと読む)
屋根・外装用材料
851 - 854 / 854
[ Back to top ]