
国際特許分類[H01T21/02]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | スパークギャップ;スパークギャップを用いる過電圧避雷器;スパークプラグ;コロナ放電装置;密閉されない気体中へ導入されるイオンの発生 (4,061) | スパークギャップまたはスパークプラグの製造または保守のために特に適合した装置または方法 (274) | スパークプラグに関するもの (227)
国際特許分類[H01T21/02]の下位に属する分類
清浄 (1)
国際特許分類[H01T21/02]に分類される特許
1 - 10 / 226
スパークプラグ、及び、スパークプラグの製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
スパークプラグ用主体金具の製造方法、スパークプラグの製造方法、及び、クロメート層を形成するための装置。
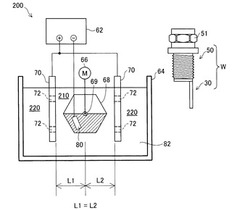
【課題】対象物を内部に収容したバレルを回転させながら表面層を形成する技術において、対象物に形成される表面層の厚さが不均一になる可能性を低減できる技術を提供することを目的とする。
【解決手段】スパークプラグ用主体金具の製造方法は、準備工程と、クロメート層形成工程と、を備える。クロメート層形成工程は、クロム酸塩を含む電解液が収容された収容槽内に配置され、回転軸を中心に回転可能なバレルに主体金具を収容する収容工程と、主体金具が収容された前記バレルを回転させる回転工程と、バレルに配置された陰極部と、バレルの回転軸に沿って配置され、少なくとも水平方向にバレルを挟むようにバレルの両側に位置する陽極部であって収容槽の高さ方向について少なくともバレルが位置する範囲に配置された陽極部と、の間に電流を供給する電流供給工程と、を含む。
(もっと読む)
スパークプラグの製造方法

【課題】スパークプラグを製造する際に、主体金具の工具係合部が外側に膨らんでしまうことを抑制することのできる技術を提供する。
【解決手段】スパークプラグの製造方法は、(a)主体金具に絶縁体が挿入された状態の部材を準備する工程と、(b)治具によって、主体金具と絶縁体とを固定する工程とを備える。工程(b)は、中心線方向における治具のテーパ面の先端の位置を、工具係合部の後端と同一の位置、または工具係合部の後端より先端側に配置するとともに、治具のテーパ面を、工具係合部より後端側であって加締め部より先端側に位置する傾斜面の少なくとも一部に接触させる工程を含む。中心線と治具のテーパ面の延長線との間に形成される鋭角の角度をAとし、中心線と主体金具の傾斜面の延長線との間に形成される鋭角の角度をBとした場合に、−3°≦B−A≦10°の関係を満たす。
(もっと読む)
スパークプラグの製造方法
【課題】主体金具におけるめっき層の剥離を抑制し、耐食性に優れたスパークプラグを提供する。
【解決手段】スパークプラグ100に用いられる主体金具1の基材1aと、電極202a,202bとを互いに離間した状態でアルカリ性溶液に浸漬させて通電させる電解洗浄を、2つの電解浴槽201ごとに順番に実行する。このとき、第1の電解浴槽201で行われる1回目の電解電解洗浄処理としては陽極電解洗浄を行い、第2の電解浴槽201で行われる2回目の電解電解洗浄処理としてはPR電解洗浄を行う。こうした2回の電解洗浄処理の後に、主体金具1の基材1a外表面にめっき層を形成することにより、主体金具1における下地とめっき層との密着性を向上させることができる。
(もっと読む)
点火プラグ用主体金具の製造方法及び点火プラグの製造方法
【課題】製造コストの増大を招くことなく、第一筒状部の中心軸と第二筒状部の中心軸との偏心を効果的に小さくする。
【解決手段】主体金具3は、軸線CL1方向に延びるとともに、外周面に燃焼装置の取付孔に螺合するためのねじ部15を有する。主体金具3の製造工程は、第一筒状部CY1及び第二筒状部CY2を備える主体金具筒状中間体MI2を形成する工程と、主体金具筒状中間体MI2にねじ部15を形成する転造工程とを含む。転造工程においては、主体金具筒状中間体MI2に挿入され転造ダイスD1,D2の加工面との間で主体金具筒状中間体MI2を挟み込む受け部材RCを、主体金具筒状中間体MI2に挿入した上で少なくとも第一筒状部CY1と第二筒状部CY2とに対して同時に転造加工が施される。
(もっと読む)
アンダーカットを有する絶縁体を備えた点火プラグ
【課題】絶縁体に対する負荷を低減した内燃機関用の点火プラグを提供する。
【解決手段】一端に中心電極チップ28を有し、他端に近接した端子を有する細長い中心電極と、中心電極を実質的に取り囲む絶縁体14であって、絶縁体14の外面に形成されたチャンネルを有する絶縁体14と、絶縁体14を取り囲む外側シェル16であって、留めナット部分および留めナット部分から延在する遠位末端を有し、外側シェル16の遠位末端が、外側シェル16のチャンネルに収容されて、これと係合するように位置合わせされる外側シェル16とを有する。
(もっと読む)
スパークプラグの製造方法
【課題】スパークプラグの主体金具の耐食性を確保しつつ、主体金具に生じる変色を抑制することのできる技術を提供することを目的とする。
【解決手段】スパークプラグの製造方法では、下記の工程により得られた主体金具を用いる。
(A)ニッケルめっき処理が施された主体金具に対して、ラック式によるクロメート処理を下記の条件で行なうことにより、三価のクロメート皮膜を形成する工程
条件(a):クロメート処理における電流密度は、0.6A/dm2以上14.5A/dm2以下
条件(b):クロメート処理に用いられる陽極と、主体金具のうち陽極に最も接近している部分との距離は、100mm以上400mm以下
(もっと読む)
スパークプラグ用主体金具の製造方法及びスパークプラグ
【課題】主体金具におけるめっき層の剥離を抑制し、耐食性に優れたスパークプラグを提供する。
【解決手段】スパークプラグ100に用いられる主体金具1の基材1aと、電極202a,202bとを互いに離間した状態でアルカリ性溶液に浸漬させて通電させる電解洗浄を、複数の電解浴槽201ごとに順番に実行する。このとき、この電解洗浄処理では、陽極電解洗浄と、陰極電解洗浄と、PR電解洗浄とのうちの少なくとも2種類の電解洗浄が実行されるようにする。こうした複数回の電解洗浄の後に、主体金具の外表面にめっき層を形成することにより、下地とめっき層との密着性を向上させることができる。
(もっと読む)
スパークプラグの製造方法
【課題】先端部を着脱可能な端子電極の先端部の締め付け性能を向上する。
【解決手段】軸線方向に延びる軸孔を有する絶縁体と、絶縁体のうちの、絶縁体の一部分を周方向に取り囲んで保持する主体金具と、軸孔の一端部に設けられた端子電極であって、絶縁体の外部に位置する部位に第1ねじ部が形成された第1端子と、軸線方向に貫通する貫通孔が形成されるとともに、貫通孔の側面に第1ねじ部に螺合される第2ねじ部が形成された第2端子とを備えた端子電極とを備えたスパークプラグの製造において、まず、治具を軸線方向に沿って第2端子に押し当てて、第2端子の一部分を変形させることにより、変形した第2端子と治具とを固定する。そして、治具および第1端子のうちの少なくとも一方を、軸線方向を軸として回転させて、第1ねじ部と第2ねじ部とを螺合して、第2端子を第1端子に締め付ける。
(もっと読む)
スパークプラグの製造方法
【課題】スパークプラグの製造工程において、高電圧域における絶縁体の耐電圧性能を検査することのできる技術を提供する。
【解決手段】軸方向に延びる軸孔を有する絶縁体を有するスパークプラグの製造方法は、軸孔に配置される第1の電極と、絶縁体の外側に配置される第2の電極との間に電圧を印加することによって絶縁体の耐電圧性能を検査する工程を備える。検査工程において、印加される電圧の最大値をEとし、印加される電圧が前記最大値Eの20%の値に達してから最大値Eに達するまでの昇圧時間をTとした場合に、E/T≧1kV/nsの関係式を満たす。
(もっと読む)
1 - 10 / 226
[ Back to top ]