
ジョイント端子およびその製造方法
【課題】基板接続部のエッジ部分のはんだ濡れ性の低下を抑制することができる、ジョイント端子およびその製造方法を提供する。
【解決手段】素材としての板材をプレスおよび曲げ加工することにより、電子部品保持部12とこの電子部品保持部12の一端部から電子部品保持部12に対して略垂直方向に延びる基板接続部14とからなるジョイント端子の形状にした後、基板接続部14の電子部品保持部12と反対側の面(基板接続面14a)に複数の微細溝14bを形成し、その後、Snめっきを施した後にリフロー処理を行う。
【解決手段】素材としての板材をプレスおよび曲げ加工することにより、電子部品保持部12とこの電子部品保持部12の一端部から電子部品保持部12に対して略垂直方向に延びる基板接続部14とからなるジョイント端子の形状にした後、基板接続部14の電子部品保持部12と反対側の面(基板接続面14a)に複数の微細溝14bを形成し、その後、Snめっきを施した後にリフロー処理を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ジョイント端子およびその製造方法に関し、特に、表面実装技術によって電子部品を基板の表面に取り付ける際に使用するジョイント端子およびその製造方法に関する。
【背景技術】
【0002】
従来、電子部品を基板に取り付けるために、電子部品を基板の表面に直接はんだ付けする表面実装技術が知られている。この表面実装技術によって電子部品をプリント基板に取り付けるために、一対のジョイント端子の基板接続部(固定部)をプリント基板の表面にはんだ付けして固定した後、これらのジョイント端子の電子部品保持部(圧接部)によって電子部品を挟持して固定する方法が知られている。
【0003】
このようなジョイント端子の材料として、耐食性、接触信頼性、はんだ付け性および経済性などの観点から、銅や銅合金などの素材の最外層にSnめっきを施した安価なSnめっき材が広く使用されている。
【0004】
このSnめっきは、一般に、電気めっきによって行われており、Snめっき材の内部応力を除去してウイスカの発生を抑制するために、Snめっき後に(Snめっき材の表面を加熱してSnを溶融させる)リフロー処理が行われている(例えば、特許文献1参照)。
【0005】
このようにSnめっき後にリフロー処理を行うと、Snの一部が素材や下地成分に拡散して化合物層(例えば、銅または銅合金からなる素材の場合にはCu−Sn化合物層)を形成し、この化合物層の上に柔らかい溶融凝固組織になったSn層が形成される。この柔らかい溶融凝固組織になったSn層は、優れた接触信頼性、耐食性およびはんだ濡れ性を得るために極めて重要な役割を果たす。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−293187号公報(段落番号0010)
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、Snめっき後にリフロー処理を行うと、溶融したSnが表面張力によって素材の中央部に集まり、素材のエッジ部分においてSnめっき皮膜が薄くなって、はんだ濡れ性が低下するという問題がある。特に、リフロー処理を施したSnめっき材をジョイント端子の材料として使用する場合には、ジョイント端子のはんだ付けされる部分である基板接続部のエッジ部分のはんだ濡れ性の低下を抑制する必要がある。
【0008】
したがって、本発明は、このような従来の問題点に鑑み、基板接続部のエッジ部分のはんだ濡れ性の低下を抑制することができる、ジョイント端子およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために鋭意研究した結果、平板状の電子部品保持部とこの電子部品保持部の一端部から電子部品保持部に対して略垂直方向に延びる平板状の基板接続部とからなるジョイント端子の形状にした後、基板接続部の電子部品保持部と反対側の面である基板接続面に複数の微細溝を形成し、その後、Snめっきを施した後にリフロー処理を行うことによって、基板接続部のエッジ部分のはんだ濡れ性の低下を抑制することができることを見出し、本発明を完成するに至った。
【0010】
すなわち、本発明によるジョイント端子の製造方法は、平板状の電子部品保持部とこの電子部品保持部の一端部から電子部品保持部に対して略垂直方向に延びる平板状の基板接続部とからなるジョイント端子の形状にした後、基板接続部の電子部品保持部と反対側の面である基板接続面に複数の微細溝を形成し、その後、Snめっきを施した後にリフロー処理を行うことを特徴とする。
【0011】
このジョイント端子の製造方法において、ジョイント端子の形状が、素材としての板材をプレスおよび曲げ加工することにより形成された形状であるのが好ましい。また、複数の微細溝が、基板接続面の幅方向両側のエッジ部分に形成されるのが好ましく、基板接続面の長手方向一端部から他端部まで全長にわたって長手方向に延びるのが好ましい。また、複数の微細溝が、それぞれ幅20〜100μm、深さ0.1〜10μmの微細溝であり、ピッチ20〜150μmで離間して配置されるのが好ましい。さらに、Snめっきを施すことにより、厚さ2〜8μmのSnめっき皮膜を形成するのが好ましい。
【0012】
また、本発明によるジョイント端子は、平板状の電子部品保持部とこの電子部品保持部の一端部から電子部品保持部に対して略垂直方向に延びる平板状の基板接続部とからなるジョイント端において、基板接続部の電子部品保持部と反対側の面である基板接続面に複数の微細溝が形成され、表面にSnめっき皮膜が形成された後にリフロー処理が施されていることを特徴とする。
【0013】
このジョイント端子において、複数の微細溝が、基板接続面の幅方向両側のエッジ部分に形成されているのが好ましく、基板接続面の長手方向一端部から他端部まで全長にわたって長手方向に延びているのが好ましい。また、複数の微細溝が、それぞれ幅20〜100μm、深さ0.1〜10μmの微細溝であり、ピッチ20〜150μmで離間して配置されているのが好ましい。また、Snめっき皮膜の厚さが2〜8μmであるのが好ましい。
【発明の効果】
【0014】
本発明によれば、ジョイント端子の基板接続部のエッジ部分のはんだ濡れ性の低下を抑制することができる。
【図面の簡単な説明】
【0015】
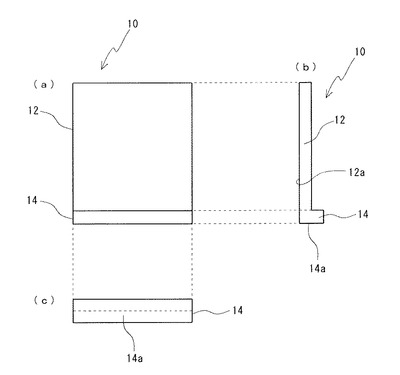
【図1】本発明によるジョイント端子を示す図であり、(a)はジョイント端子の電子部品保持部の電子部品保持面と反対側からみた正面図、(b)はジョイント端子の側面図、(c)はジョイント端子の基板接続部の底面図である。
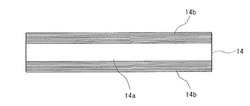
【図2】図1のジョイント端子の基板接続部の底面である基板接続面を示す拡大図である。
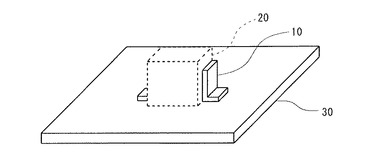
【図3】図1のジョイント端子の使用状態を示す斜視図である。
【発明を実施するための形態】
【0016】
以下、添付図面を参照して、本発明によるジョイント端子およびその製造方法の実施の形態について説明する。
【0017】
図1に示すように、本発明によるジョイント端子10の実施の形態は、略矩形の平板状の電子部品保持部(圧接部)12と、この電子部品保持部12の一端部を略垂直に曲げ加工して略L字形になるように形成された略矩形の平板状の基板接続部(固定部)14とからなる。電子部品保持部12の基板接続部14と反対側の面は、電子部品保持面(圧接面)12aになり、基板接続部14の電子部品保持部12と反対側の面は、基板接続面(固定面)14aになる。
【0018】
図2に示すように、基板接続部14の基板接続面14aの(長手方向および厚さ方向に対して垂直な)幅方向両側のエッジ部分(エッジから所定の幅の領域)には、基板接続面14aの長手方向一端部から他端部まで全長にわたって長手方向に延びる(幅20〜100μm、深さ0.1〜10μm、ピッチ20〜150μmの)複数の微細溝14bが形成されている。なお、これらの微細溝14bは、基板接続面14aのエッジ部分だけでなく、基板接続面14aの全面に形成してもよい。
【0019】
このように基板接続面14aに微細溝14bが形成されたジョイント端子10は、銅や銅合金などからなる素材上に、Niめっきにより厚さ0.5〜2.0μmのNiめっき皮膜が形成され、その上にSnめっきにより厚さ2〜8μmのSnめっき皮膜が形成された後に、リフロー処理が施されている。
【0020】
図3に示すように、表面実装技術によって電子部品20を基板30に取り付ける場合には、一対のジョイント端子10基板接続部14を基板30の表面にはんだ付けして固定した後、これらのジョイント端子10の電子部品保持部12によって電子部品20を挟持して固定する。
【0021】
本発明によるジョイント端子10の製造方法の実施の形態では、まず、素材として銅や銅合金などからなる板材を用意し、この板材をプレスおよび曲げ加工することにより、略矩形の平板状の基板接続部14が略矩形の平板状の電子部品保持部12の一端部から略垂直に立ち上がった略L字形のジョイント端子10の形状にする。
【0022】
次に、このジョイント端子10を固定し、ジョイント端子10の基板接続部14の底面である基板接続面14aの幅方向両側のエッジ部分(エッジから幅方向に0.2mmまでの領域)に、1〜10Nの荷重をかけながら金ヤスリを基板接続面14aの長手方向に1回または複数回(本実施の形態では5回以下)擦り合わせて、基板接続面14aの長手方向一端部から他端部まで全長にわたって長手方向に延びる(幅20〜100μm、深さ0.1〜10μm、ピッチ20〜150μm程度の)複数の微細溝14bを形成する。なお、これらの微細溝14bは、基板接続面14aのエッジ部分だけでなく、基板接続面14aの全面に形成してもよい。
【0023】
次に、微細溝14bを形成したジョイント端子10のめっきの前処理として脱脂および酸洗を行った後、Niめっきを行って厚さ0.5〜2.0μmのNiめっき皮膜を形成し、次いで、Snめっきを行って厚さ2〜8μmのSnめっき皮膜を形成する。
【0024】
次に、これらのめっきを施したジョイント端子10の酸化防止処理および湯洗を行った後、エアブローなどにより乾燥させ、その後、大気中において温度500〜650℃の炉内に0.5〜2秒間保持することによってリフロー処理を行う。
【0025】
なお、前処理、めっきおよび中間処理の各工程の間には水洗を行うのが好ましい。
【実施例】
【0026】
以下、本発明によるジョイント端子およびその製造方法の実施例について詳細に説明する。
【0027】
[実施例]
まず、素材として厚さ0.5mmの黄銅板材を用意し、この黄銅板材をプレスおよび曲げ加工することにより、電子部品保持部(圧接部)の大きさが幅5mm×高さ6mmで、基板接続部(固定部)の底面である基板接続面(固定面)が1mm×5mmの大きさのジョイント端子の形状(図1に示す形状)にした。なお、ジョイント端子の基板接続部の底面である基板接続面のエッジ部分の面取り加工は行わなかった。
【0028】
次に、このジョイント端子を固定し、図2に示すように、ジョイント端子の基板接続部の底面である基板接続面の幅方向両側のエッジ部分(エッジから幅方向に0.2mmまでの領域)に、1〜10Nの荷重をかけながら金ヤスリを基板接続面の長手方向に1回擦り合わせて、基板接続面の長手方向一端部から他端部まで全長にわたって基板接続面の長手方向に延びる微細溝をそれぞれ10本程度形成した。これらの微細溝の幅、深さおよびピッチを200倍の倍率でレーザー顕微鏡を用いて測定したところ、微細溝の幅は20〜100μm、深さは0.1〜10μm、ピッチは20〜150μmであった。
【0029】
次に、微細溝を形成したジョイント端子のめっきの前処理として脱脂および酸洗を行った後、スルファミン酸浴により電流密度5A/dm2でNiめっきを行って、厚さ1μmになるようにNiめっき皮膜を形成し、次いで、有機酸めっき浴により電流密度5A/dm2でSnめっきを行って、厚さ3.5μmになるようにSnめっき皮膜を形成した。なお、これらのめっきは、複数のジョイント端子をキャリアによって連結した状態でフープめっきによって行った。
【0030】
このようにしてNiめっきとSnめっきを施したジョイント端子について、基板接続部の底面である基板接続面のNiめっき皮膜およびSnめっき皮膜の厚さを測定した。Niめっき皮膜の厚さは、蛍光X線膜厚計を用いて測定し、Snめっき皮膜の厚さは、ジョイント端子を樹脂に埋めて、ジョイント端子を樹脂とともに(基板接続面の)長手方向一端から1mmの位置で長手方向に対して垂直に切断し、切断面を湿式研磨(番号#80、#400、#1000および#2000をこの順で使用して研磨)およびバフ研磨(アルミナ研磨剤を用いて鏡面仕上げ)して走査型電子顕微鏡(SEM)により3000倍で観察し、そのSEM画像から直接厚さを測定した。その結果、下地のNiめっき皮膜の厚さは1μmであり、Snめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では3.5μm、エッジから幅方向に0.5mmの部分(中央部)では3.5μmであった。
【0031】
次に、これらのめっきを施したジョイント端子の酸化防止処理および湯洗を行った後、エアブローにより乾燥させ、その後、大気中において温度550℃の炉内に1秒間保持することによってリフロー処理を行った。
【0032】
なお、前処理、めっきおよび中間処理の各工程の間では水洗を行った。
【0033】
このようにしてリフロー処理を施したジョイント端子について、基板接続部の底面である基板接続面のSnめっき皮膜の厚さを上記と同様の方法で測定した。その結果、Snめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では2.7μm、エッジから幅方向に0.5mmの部分(中央部)では3.7μmであり、膜厚分布の均一性の指標としての(エッジ部の厚さ)/(中央部の厚さ)の比は0.73であった。また、はんだ付け強度は非常に良好であった。
【0034】
[比較例1]
微細溝を形成しなかった以外は、実施例と同様の方法により、ジョイント端子を作製し、リフロー処理前後の基板接続部の底面である基板接続面のSnめっき皮膜の厚さを測定した。その結果、リフロー処理前のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では3.5μm、エッジから幅方向に0.5mmの部分(中央部)では3.5μmであり、リフロー処理後のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では0.4μm、エッジから幅方向に0.5mmの部分(中央部)では5.3μmであり、膜厚分布の均一性の指標としての(エッジ部の厚さ)/(中央部の厚さ)の比は0.08であった。また、はんだ付け強度は通常の強度であった。
【0035】
[比較例2]
微細溝を形成せず、厚さ7.0μmになるようにSnめっき皮膜を形成した以外は、実施例と同様の方法により、ジョイント端子を作製し、リフロー処理前後の基板接続部の底面である基板接続面のSnめっき皮膜の厚さを測定した。その結果、リフロー処理前のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では7.0μm、エッジから幅方向に0.5mmの部分(中央部)では7.0μmであり、リフロー処理後のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では0.4μm、エッジから幅方向に0.5mmの部分(中央部)では10.0μmであり、膜厚分布の均一性の指標としての(エッジ部の厚さ)/(中央部の厚さ)の比は0.04であった。また、はんだ付け強度は通常の強度であった。
【0036】
[比較例3]
微細溝を形成せず、リフロー処理を行わなかった以外は、実施例と同様の方法により、ジョイント端子を作製し、基板接続部の底面である基板接続面のSnめっき皮膜の厚さを測定した。その結果、Snめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では3.5μm、エッジから幅方向に0.5mmの部分(中央部)では3.5μmであった。また、はんだ付け強度は非常に良好であった。
【0037】
[比較例4]
基板接続面の幅方向両側のエッジから幅方向に0.02mmの部分に、幅50μm程度、深さ30μm程度の微細溝を1本ずつ形成した以外は、実施例と同様の方法により、ジョイント端子を作製し、リフロー処理前後の基板接続部の底面である基板接続面のSnめっき皮膜の厚さを測定した。その結果、リフロー処理前のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では3.5μm、エッジから幅方向に0.5mmの部分(中央部)では3.5μmであり、リフロー処理後のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では0.4μm、エッジから幅方向に0.5mmの部分(中央部)では4.6μmであり、膜厚分布の均一性の指標としての(エッジ部の厚さ)/(中央部の厚さ)の比は0.09であった。また、はんだ付け強度は通常の強度であった。
【符号の説明】
【0038】
10 ジョイント端子
12 電子部品保持部(圧接部)
12a 電子部品保持面(圧接面)
14 基板接続部(固定部)
14a 基板接続面(固定面)
14b 微細溝
20 電子部品
30 基板
【技術分野】
【0001】
本発明は、ジョイント端子およびその製造方法に関し、特に、表面実装技術によって電子部品を基板の表面に取り付ける際に使用するジョイント端子およびその製造方法に関する。
【背景技術】
【0002】
従来、電子部品を基板に取り付けるために、電子部品を基板の表面に直接はんだ付けする表面実装技術が知られている。この表面実装技術によって電子部品をプリント基板に取り付けるために、一対のジョイント端子の基板接続部(固定部)をプリント基板の表面にはんだ付けして固定した後、これらのジョイント端子の電子部品保持部(圧接部)によって電子部品を挟持して固定する方法が知られている。
【0003】
このようなジョイント端子の材料として、耐食性、接触信頼性、はんだ付け性および経済性などの観点から、銅や銅合金などの素材の最外層にSnめっきを施した安価なSnめっき材が広く使用されている。
【0004】
このSnめっきは、一般に、電気めっきによって行われており、Snめっき材の内部応力を除去してウイスカの発生を抑制するために、Snめっき後に(Snめっき材の表面を加熱してSnを溶融させる)リフロー処理が行われている(例えば、特許文献1参照)。
【0005】
このようにSnめっき後にリフロー処理を行うと、Snの一部が素材や下地成分に拡散して化合物層(例えば、銅または銅合金からなる素材の場合にはCu−Sn化合物層)を形成し、この化合物層の上に柔らかい溶融凝固組織になったSn層が形成される。この柔らかい溶融凝固組織になったSn層は、優れた接触信頼性、耐食性およびはんだ濡れ性を得るために極めて重要な役割を果たす。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−293187号公報(段落番号0010)
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、Snめっき後にリフロー処理を行うと、溶融したSnが表面張力によって素材の中央部に集まり、素材のエッジ部分においてSnめっき皮膜が薄くなって、はんだ濡れ性が低下するという問題がある。特に、リフロー処理を施したSnめっき材をジョイント端子の材料として使用する場合には、ジョイント端子のはんだ付けされる部分である基板接続部のエッジ部分のはんだ濡れ性の低下を抑制する必要がある。
【0008】
したがって、本発明は、このような従来の問題点に鑑み、基板接続部のエッジ部分のはんだ濡れ性の低下を抑制することができる、ジョイント端子およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために鋭意研究した結果、平板状の電子部品保持部とこの電子部品保持部の一端部から電子部品保持部に対して略垂直方向に延びる平板状の基板接続部とからなるジョイント端子の形状にした後、基板接続部の電子部品保持部と反対側の面である基板接続面に複数の微細溝を形成し、その後、Snめっきを施した後にリフロー処理を行うことによって、基板接続部のエッジ部分のはんだ濡れ性の低下を抑制することができることを見出し、本発明を完成するに至った。
【0010】
すなわち、本発明によるジョイント端子の製造方法は、平板状の電子部品保持部とこの電子部品保持部の一端部から電子部品保持部に対して略垂直方向に延びる平板状の基板接続部とからなるジョイント端子の形状にした後、基板接続部の電子部品保持部と反対側の面である基板接続面に複数の微細溝を形成し、その後、Snめっきを施した後にリフロー処理を行うことを特徴とする。
【0011】
このジョイント端子の製造方法において、ジョイント端子の形状が、素材としての板材をプレスおよび曲げ加工することにより形成された形状であるのが好ましい。また、複数の微細溝が、基板接続面の幅方向両側のエッジ部分に形成されるのが好ましく、基板接続面の長手方向一端部から他端部まで全長にわたって長手方向に延びるのが好ましい。また、複数の微細溝が、それぞれ幅20〜100μm、深さ0.1〜10μmの微細溝であり、ピッチ20〜150μmで離間して配置されるのが好ましい。さらに、Snめっきを施すことにより、厚さ2〜8μmのSnめっき皮膜を形成するのが好ましい。
【0012】
また、本発明によるジョイント端子は、平板状の電子部品保持部とこの電子部品保持部の一端部から電子部品保持部に対して略垂直方向に延びる平板状の基板接続部とからなるジョイント端において、基板接続部の電子部品保持部と反対側の面である基板接続面に複数の微細溝が形成され、表面にSnめっき皮膜が形成された後にリフロー処理が施されていることを特徴とする。
【0013】
このジョイント端子において、複数の微細溝が、基板接続面の幅方向両側のエッジ部分に形成されているのが好ましく、基板接続面の長手方向一端部から他端部まで全長にわたって長手方向に延びているのが好ましい。また、複数の微細溝が、それぞれ幅20〜100μm、深さ0.1〜10μmの微細溝であり、ピッチ20〜150μmで離間して配置されているのが好ましい。また、Snめっき皮膜の厚さが2〜8μmであるのが好ましい。
【発明の効果】
【0014】
本発明によれば、ジョイント端子の基板接続部のエッジ部分のはんだ濡れ性の低下を抑制することができる。
【図面の簡単な説明】
【0015】
【図1】本発明によるジョイント端子を示す図であり、(a)はジョイント端子の電子部品保持部の電子部品保持面と反対側からみた正面図、(b)はジョイント端子の側面図、(c)はジョイント端子の基板接続部の底面図である。
【図2】図1のジョイント端子の基板接続部の底面である基板接続面を示す拡大図である。
【図3】図1のジョイント端子の使用状態を示す斜視図である。
【発明を実施するための形態】
【0016】
以下、添付図面を参照して、本発明によるジョイント端子およびその製造方法の実施の形態について説明する。
【0017】
図1に示すように、本発明によるジョイント端子10の実施の形態は、略矩形の平板状の電子部品保持部(圧接部)12と、この電子部品保持部12の一端部を略垂直に曲げ加工して略L字形になるように形成された略矩形の平板状の基板接続部(固定部)14とからなる。電子部品保持部12の基板接続部14と反対側の面は、電子部品保持面(圧接面)12aになり、基板接続部14の電子部品保持部12と反対側の面は、基板接続面(固定面)14aになる。
【0018】
図2に示すように、基板接続部14の基板接続面14aの(長手方向および厚さ方向に対して垂直な)幅方向両側のエッジ部分(エッジから所定の幅の領域)には、基板接続面14aの長手方向一端部から他端部まで全長にわたって長手方向に延びる(幅20〜100μm、深さ0.1〜10μm、ピッチ20〜150μmの)複数の微細溝14bが形成されている。なお、これらの微細溝14bは、基板接続面14aのエッジ部分だけでなく、基板接続面14aの全面に形成してもよい。
【0019】
このように基板接続面14aに微細溝14bが形成されたジョイント端子10は、銅や銅合金などからなる素材上に、Niめっきにより厚さ0.5〜2.0μmのNiめっき皮膜が形成され、その上にSnめっきにより厚さ2〜8μmのSnめっき皮膜が形成された後に、リフロー処理が施されている。
【0020】
図3に示すように、表面実装技術によって電子部品20を基板30に取り付ける場合には、一対のジョイント端子10基板接続部14を基板30の表面にはんだ付けして固定した後、これらのジョイント端子10の電子部品保持部12によって電子部品20を挟持して固定する。
【0021】
本発明によるジョイント端子10の製造方法の実施の形態では、まず、素材として銅や銅合金などからなる板材を用意し、この板材をプレスおよび曲げ加工することにより、略矩形の平板状の基板接続部14が略矩形の平板状の電子部品保持部12の一端部から略垂直に立ち上がった略L字形のジョイント端子10の形状にする。
【0022】
次に、このジョイント端子10を固定し、ジョイント端子10の基板接続部14の底面である基板接続面14aの幅方向両側のエッジ部分(エッジから幅方向に0.2mmまでの領域)に、1〜10Nの荷重をかけながら金ヤスリを基板接続面14aの長手方向に1回または複数回(本実施の形態では5回以下)擦り合わせて、基板接続面14aの長手方向一端部から他端部まで全長にわたって長手方向に延びる(幅20〜100μm、深さ0.1〜10μm、ピッチ20〜150μm程度の)複数の微細溝14bを形成する。なお、これらの微細溝14bは、基板接続面14aのエッジ部分だけでなく、基板接続面14aの全面に形成してもよい。
【0023】
次に、微細溝14bを形成したジョイント端子10のめっきの前処理として脱脂および酸洗を行った後、Niめっきを行って厚さ0.5〜2.0μmのNiめっき皮膜を形成し、次いで、Snめっきを行って厚さ2〜8μmのSnめっき皮膜を形成する。
【0024】
次に、これらのめっきを施したジョイント端子10の酸化防止処理および湯洗を行った後、エアブローなどにより乾燥させ、その後、大気中において温度500〜650℃の炉内に0.5〜2秒間保持することによってリフロー処理を行う。
【0025】
なお、前処理、めっきおよび中間処理の各工程の間には水洗を行うのが好ましい。
【実施例】
【0026】
以下、本発明によるジョイント端子およびその製造方法の実施例について詳細に説明する。
【0027】
[実施例]
まず、素材として厚さ0.5mmの黄銅板材を用意し、この黄銅板材をプレスおよび曲げ加工することにより、電子部品保持部(圧接部)の大きさが幅5mm×高さ6mmで、基板接続部(固定部)の底面である基板接続面(固定面)が1mm×5mmの大きさのジョイント端子の形状(図1に示す形状)にした。なお、ジョイント端子の基板接続部の底面である基板接続面のエッジ部分の面取り加工は行わなかった。
【0028】
次に、このジョイント端子を固定し、図2に示すように、ジョイント端子の基板接続部の底面である基板接続面の幅方向両側のエッジ部分(エッジから幅方向に0.2mmまでの領域)に、1〜10Nの荷重をかけながら金ヤスリを基板接続面の長手方向に1回擦り合わせて、基板接続面の長手方向一端部から他端部まで全長にわたって基板接続面の長手方向に延びる微細溝をそれぞれ10本程度形成した。これらの微細溝の幅、深さおよびピッチを200倍の倍率でレーザー顕微鏡を用いて測定したところ、微細溝の幅は20〜100μm、深さは0.1〜10μm、ピッチは20〜150μmであった。
【0029】
次に、微細溝を形成したジョイント端子のめっきの前処理として脱脂および酸洗を行った後、スルファミン酸浴により電流密度5A/dm2でNiめっきを行って、厚さ1μmになるようにNiめっき皮膜を形成し、次いで、有機酸めっき浴により電流密度5A/dm2でSnめっきを行って、厚さ3.5μmになるようにSnめっき皮膜を形成した。なお、これらのめっきは、複数のジョイント端子をキャリアによって連結した状態でフープめっきによって行った。
【0030】
このようにしてNiめっきとSnめっきを施したジョイント端子について、基板接続部の底面である基板接続面のNiめっき皮膜およびSnめっき皮膜の厚さを測定した。Niめっき皮膜の厚さは、蛍光X線膜厚計を用いて測定し、Snめっき皮膜の厚さは、ジョイント端子を樹脂に埋めて、ジョイント端子を樹脂とともに(基板接続面の)長手方向一端から1mmの位置で長手方向に対して垂直に切断し、切断面を湿式研磨(番号#80、#400、#1000および#2000をこの順で使用して研磨)およびバフ研磨(アルミナ研磨剤を用いて鏡面仕上げ)して走査型電子顕微鏡(SEM)により3000倍で観察し、そのSEM画像から直接厚さを測定した。その結果、下地のNiめっき皮膜の厚さは1μmであり、Snめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では3.5μm、エッジから幅方向に0.5mmの部分(中央部)では3.5μmであった。
【0031】
次に、これらのめっきを施したジョイント端子の酸化防止処理および湯洗を行った後、エアブローにより乾燥させ、その後、大気中において温度550℃の炉内に1秒間保持することによってリフロー処理を行った。
【0032】
なお、前処理、めっきおよび中間処理の各工程の間では水洗を行った。
【0033】
このようにしてリフロー処理を施したジョイント端子について、基板接続部の底面である基板接続面のSnめっき皮膜の厚さを上記と同様の方法で測定した。その結果、Snめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では2.7μm、エッジから幅方向に0.5mmの部分(中央部)では3.7μmであり、膜厚分布の均一性の指標としての(エッジ部の厚さ)/(中央部の厚さ)の比は0.73であった。また、はんだ付け強度は非常に良好であった。
【0034】
[比較例1]
微細溝を形成しなかった以外は、実施例と同様の方法により、ジョイント端子を作製し、リフロー処理前後の基板接続部の底面である基板接続面のSnめっき皮膜の厚さを測定した。その結果、リフロー処理前のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では3.5μm、エッジから幅方向に0.5mmの部分(中央部)では3.5μmであり、リフロー処理後のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では0.4μm、エッジから幅方向に0.5mmの部分(中央部)では5.3μmであり、膜厚分布の均一性の指標としての(エッジ部の厚さ)/(中央部の厚さ)の比は0.08であった。また、はんだ付け強度は通常の強度であった。
【0035】
[比較例2]
微細溝を形成せず、厚さ7.0μmになるようにSnめっき皮膜を形成した以外は、実施例と同様の方法により、ジョイント端子を作製し、リフロー処理前後の基板接続部の底面である基板接続面のSnめっき皮膜の厚さを測定した。その結果、リフロー処理前のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では7.0μm、エッジから幅方向に0.5mmの部分(中央部)では7.0μmであり、リフロー処理後のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では0.4μm、エッジから幅方向に0.5mmの部分(中央部)では10.0μmであり、膜厚分布の均一性の指標としての(エッジ部の厚さ)/(中央部の厚さ)の比は0.04であった。また、はんだ付け強度は通常の強度であった。
【0036】
[比較例3]
微細溝を形成せず、リフロー処理を行わなかった以外は、実施例と同様の方法により、ジョイント端子を作製し、基板接続部の底面である基板接続面のSnめっき皮膜の厚さを測定した。その結果、Snめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では3.5μm、エッジから幅方向に0.5mmの部分(中央部)では3.5μmであった。また、はんだ付け強度は非常に良好であった。
【0037】
[比較例4]
基板接続面の幅方向両側のエッジから幅方向に0.02mmの部分に、幅50μm程度、深さ30μm程度の微細溝を1本ずつ形成した以外は、実施例と同様の方法により、ジョイント端子を作製し、リフロー処理前後の基板接続部の底面である基板接続面のSnめっき皮膜の厚さを測定した。その結果、リフロー処理前のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では3.5μm、エッジから幅方向に0.5mmの部分(中央部)では3.5μmであり、リフロー処理後のSnめっき皮膜の厚さは、エッジから幅方向に0.01mmの部分(エッジ部)では0.4μm、エッジから幅方向に0.5mmの部分(中央部)では4.6μmであり、膜厚分布の均一性の指標としての(エッジ部の厚さ)/(中央部の厚さ)の比は0.09であった。また、はんだ付け強度は通常の強度であった。
【符号の説明】
【0038】
10 ジョイント端子
12 電子部品保持部(圧接部)
12a 電子部品保持面(圧接面)
14 基板接続部(固定部)
14a 基板接続面(固定面)
14b 微細溝
20 電子部品
30 基板
【特許請求の範囲】
【請求項1】
平板状の電子部品保持部とこの電子部品保持部の一端部から電子部品保持部に対して略垂直方向に延びる平板状の基板接続部とからなるジョイント端子の形状にした後、基板接続部の電子部品保持部と反対側の面である基板接続面に複数の微細溝を形成し、その後、Snめっきを施した後にリフロー処理を行うことを特徴とする、ジョイント端子の製造方法。
【請求項2】
前記ジョイント端子の形状が、素材としての板材をプレスおよび曲げ加工することにより形成された形状であることを特徴とする、請求項1に記載のジョイント端子の製造方法。
【請求項3】
前記複数の微細溝が、前記基板接続面の幅方向両側のエッジ部分に形成されることを特徴とする、請求項1または2に記載のジョイント端子の製造方法。
【請求項4】
前記複数の微細溝が、前記基板接続面の長手方向一端部から他端部まで全長にわたって長手方向に延びることを特徴とする、請求項1乃至3のいずれかに記載のジョイント端子の製造方法。
【請求項5】
前記複数の微細溝が、それぞれ幅20〜100μm、深さ0.1〜10μmの微細溝であり、ピッチ20〜150μmで離間して配置されることを特徴とする、請求項1乃至4のいずれかに記載のジョイント端子の製造方法。
【請求項6】
前記Snめっきを施すことにより、厚さ2〜8μmのSnめっき皮膜を形成することを特徴とする、請求項1乃至5のいずれかに記載のジョイント端子の製造方法。
【請求項7】
平板状の電子部品保持部とこの電子部品保持部の一端部から電子部品保持部に対して略垂直方向に延びる平板状の基板接続部とからなるジョイント端において、基板接続部の電子部品保持部と反対側の面である基板接続面に複数の微細溝が形成され、表面にSnめっき皮膜が形成された後にリフロー処理が施されていることを特徴とする、ジョイント端子。
【請求項8】
前記複数の微細溝が、前記基板接続面の幅方向両側のエッジ部分に形成されていることを特徴とする、請求項7に記載のジョイント端子。
【請求項9】
前記複数の微細溝が、前記基板接続面の長手方向一端部から他端部まで全長にわたって長手方向に延びていることを特徴とする、請求項7または8に記載のジョイント端子。
【請求項10】
前記複数の微細溝が、それぞれ幅20〜100μm、深さ0.1〜10μmの微細溝であり、ピッチ20〜150μmで離間して配置されていることを特徴とする、請求項7乃至9のいずれかに記載のジョイント端子。
【請求項11】
前記Snめっき皮膜の厚さが2〜8μmであることを特徴とする、請求項7乃至10のいずれかに記載のジョイント端子。
【請求項1】
平板状の電子部品保持部とこの電子部品保持部の一端部から電子部品保持部に対して略垂直方向に延びる平板状の基板接続部とからなるジョイント端子の形状にした後、基板接続部の電子部品保持部と反対側の面である基板接続面に複数の微細溝を形成し、その後、Snめっきを施した後にリフロー処理を行うことを特徴とする、ジョイント端子の製造方法。
【請求項2】
前記ジョイント端子の形状が、素材としての板材をプレスおよび曲げ加工することにより形成された形状であることを特徴とする、請求項1に記載のジョイント端子の製造方法。
【請求項3】
前記複数の微細溝が、前記基板接続面の幅方向両側のエッジ部分に形成されることを特徴とする、請求項1または2に記載のジョイント端子の製造方法。
【請求項4】
前記複数の微細溝が、前記基板接続面の長手方向一端部から他端部まで全長にわたって長手方向に延びることを特徴とする、請求項1乃至3のいずれかに記載のジョイント端子の製造方法。
【請求項5】
前記複数の微細溝が、それぞれ幅20〜100μm、深さ0.1〜10μmの微細溝であり、ピッチ20〜150μmで離間して配置されることを特徴とする、請求項1乃至4のいずれかに記載のジョイント端子の製造方法。
【請求項6】
前記Snめっきを施すことにより、厚さ2〜8μmのSnめっき皮膜を形成することを特徴とする、請求項1乃至5のいずれかに記載のジョイント端子の製造方法。
【請求項7】
平板状の電子部品保持部とこの電子部品保持部の一端部から電子部品保持部に対して略垂直方向に延びる平板状の基板接続部とからなるジョイント端において、基板接続部の電子部品保持部と反対側の面である基板接続面に複数の微細溝が形成され、表面にSnめっき皮膜が形成された後にリフロー処理が施されていることを特徴とする、ジョイント端子。
【請求項8】
前記複数の微細溝が、前記基板接続面の幅方向両側のエッジ部分に形成されていることを特徴とする、請求項7に記載のジョイント端子。
【請求項9】
前記複数の微細溝が、前記基板接続面の長手方向一端部から他端部まで全長にわたって長手方向に延びていることを特徴とする、請求項7または8に記載のジョイント端子。
【請求項10】
前記複数の微細溝が、それぞれ幅20〜100μm、深さ0.1〜10μmの微細溝であり、ピッチ20〜150μmで離間して配置されていることを特徴とする、請求項7乃至9のいずれかに記載のジョイント端子。
【請求項11】
前記Snめっき皮膜の厚さが2〜8μmであることを特徴とする、請求項7乃至10のいずれかに記載のジョイント端子。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2012−209041(P2012−209041A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−72211(P2011−72211)
【出願日】平成23年3月29日(2011.3.29)
【出願人】(506365131)DOWAメタルテック株式会社 (109)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月29日(2011.3.29)
【出願人】(506365131)DOWAメタルテック株式会社 (109)
【Fターム(参考)】
[ Back to top ]