
ポリアミド410繊維およびそれからなる繊維構造体

【課題】繊維物性、耐熱性等に優れ、衣料用途、産業資材用途などにおいて好適に用いることができるポリアミド410繊維を提供する。
【解決手段】テトラメチレンジアミンを主成分として含有する脂肪族アミンとセバシン酸を主成分として含有するカルボン酸とを重縮合して得られるポリアミド樹脂からなる繊維であり、下記式(1)〜(4)を満たすことを特徴とするポリアミド410繊維6。(1)3≦引張強度[cN/dtex]≦10(2)15≦引張伸度[%]≦50(3)3≦沸騰水収縮率[%]≦15(4)0.1≦繊度変動値(U%)[%]≦3.0
【解決手段】テトラメチレンジアミンを主成分として含有する脂肪族アミンとセバシン酸を主成分として含有するカルボン酸とを重縮合して得られるポリアミド樹脂からなる繊維であり、下記式(1)〜(4)を満たすことを特徴とするポリアミド410繊維6。(1)3≦引張強度[cN/dtex]≦10(2)15≦引張伸度[%]≦50(3)3≦沸騰水収縮率[%]≦15(4)0.1≦繊度変動値(U%)[%]≦3.0
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリアミド410繊維およびそれからなる繊維構造体に関する。より詳しくは、引張強度、引張伸度、沸騰水収縮率、繊度変動値等、良好な繊維物性を有したポリアミド410繊維およびそれからなる繊維構造体に関する。
【背景技術】
【0002】
ナイロン6やナイロン66に代表されるポリアミド繊維は、良好な機械的特性、優れた耐摩耗性、優れた柔軟性などの特性をいかし、衣料用途(例えばストッキング、インナーウェア、水着、スキーウェアなどのスポーツ衣料)や自動車用資材、水産資材、産業資材など幅広い分野で用いられている。
【0003】
現在広く用いられているナイロン6やナイロン66は、一般的に吸水率が高く、吸水による物性変化や寸法変化が大きく、水中や高湿度環境下など特定の環境下では使用できないため、用途に制限を受けていた。一方、吸水率の低いポリアミド樹脂としては、ナイロン11(融点187℃)、ナイロン12(融点178℃)、ナイロン610(融点225℃)などが挙げられるが、これらの融点はナイロン6(融点220℃)と同等あるいはそれ以下であるため、高温環境下での用途においては制限を受けていた。
【0004】
ところで特許文献1、2には、テトラメチレンジアミンを構成成分とするポリアミド4N(N=7以上)樹脂が例示されている。該文献では、主としてポリアミド49、410、412樹脂の射出成形品が開示されている。また特許文献3では、セバシン酸を構成成分とするポリアミド繊維が例示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−94103号公報
【特許文献2】国際公開第2010/098335号
【特許文献3】特開2010−25518号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、これら特許文献1〜3のいずれにも実際にポリアミド410繊維を製造した具体例は開示されておらず、ポリアミド410樹脂を紡糸していかなる繊維が得られるかについては何ら開示もされていない。
【0007】
本発明の課題は、繊維物性に優れ、衣料用途、産業資材用途などにおいて好適に用いることができるポリアミド410繊維およびそれからなる繊維構造体を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは上記した課題を解決するために鋭意検討を行った結果、繊維物性や耐熱性等に優れたポリアミド410繊維を得ることに成功し、本発明を完成するに至った。
【0009】
すなわち本発明は、以下の構成を要旨とするものである。
【0010】
本発明における第1の発明は、テトラメチレンジアミンを主成分として含有する脂肪族アミンとセバシン酸を主成分として含有するカルボン酸とを重縮合して得られるポリアミド樹脂からなる繊維であって、引張強度が3〜10cN/dtex、引張伸度が15〜50%、沸騰水収縮率が3〜15%、繊度変動値(U%)が0.1〜3.0%であることを特徴とするポリアミド410繊維である。
【0011】
第2の発明は、引張強伸度値より求めたタフネスと結節強伸度値より求めたタフネスが、65≦[(結節時のタフネス)/(引張時のタフネス)]×100≦100を満たすことを特徴とする上記第1の発明に記載のポリアミド410繊維である。
【0012】
第3の発明は、上記第1〜2のいずれかの発明に記載のポリアミド410繊維を含有することを特徴とするポリアミド410繊維構造体である。
【発明の効果】
【0013】
本発明のポリアミド410繊維は、単に優れた引張強度、引張伸度、沸騰水収縮率、繊度変動値を有しているだけでなく、融点が高いため耐熱性も極めて良好である。また結節状態でのタフネス低下が小さいため、実用上の使用に十分耐えうる耐久性を有している。更には湿潤下や高温下でも繊維物性の低下が小さく、水中下や高温下といった過酷な環境下でも優れた耐久性を有しており、衣料用途、産業資材用途に好適に用いることができる。
【図面の簡単な説明】
【0014】
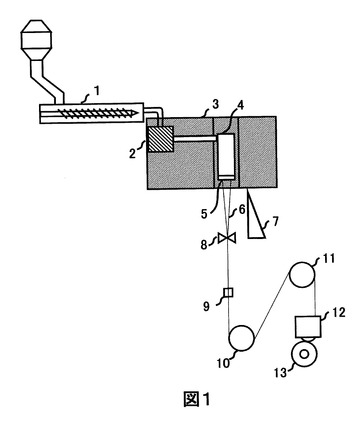
【図1】図1は、本発明のポリアミド410繊維の製造に用いる装置の一実施態様を示す図である。
【図2】図2は、本発明のポリアミド410繊維の製造に用いる装置の一実施態様を示す図である。
【発明を実施するための形態】
【0015】
以下、本発明のポリアミド410繊維およびそれからなる繊維構造体について詳細に説明する。
【0016】
本発明で用いるポリアミド410樹脂とは、テトラメチレンジアミンを主成分として含有する脂肪族アミンとセバシン酸を主成分として含有するカルボン酸とを重縮合して得られるものである。
【0017】
本発明で用いるポリアミド410樹脂は、繰り返し単位の90モル%以上がテトラメチレンセバカミド単位で構成されたポリアミド410を含有することが好ましい。本発明の効果を損なわない範囲において、例えば10モル%以下の他の共重合成分を含んでもよいが、テトラメチレンセバカミド単位を多く含んでなることで、得られる繊維の分子鎖の規則性が高まり、製糸工程で配向結晶化し易くなるため機械的特性や沸騰水収縮率、更には耐熱性に優れた繊維になるため好ましい。テトラメチレンセバカミド単位は、95モル%以上であることがより好ましく、98モル%以上であることが更に好ましい。
【0018】
本発明で用いるポリアミド410樹脂は、テトラメチレンジアミンやセバシン酸以外に、本発明の目的を損ない範囲で他の化合物を共重合されたものであってもよく、例えば下記の成分から誘導される構造単位を含んでいてもよい。例えばエチレンジアミン、1,3−ジアミノプロパン、1,5−ジアミノペンタン、1,6−ジアミノヘキサン、1,7−ジアミノヘプタン、1,8−ジアミノオクタン、1,9−ジアミノノナン、1,10−ジアミノデカン、1,11−ジアミノウンデカン、1,12−ジアミノドデカン、1,13−ジアミノトリデカン、1,14−ジアミノテトラデカン、1,15−ジアミノペンタデカン、1,16−ジアミノヘキサデカン、1,17−ジアミノヘプタデカン、1,18−ジアミノオクタデカン、1,19−ジアミノノナデカン、1,20−ジアミノエイコサン、2−メチル−1,5−ジアミノペンタンなどの脂肪族ジアミン、シクロヘキサンジアミン、ビス−(4−アミノシクロヘキシル)メタンのような脂環式ジアミン、キシリレンジアミンのような芳香族ジアミン、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸、パラアミノメチル安息香酸などのアミノ酸、ε−カプロラクタム、ω−ラウロラクタムなどのラクタム、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸のような脂肪族ジカルボン酸、シクロヘキサンジカルボン酸のような脂環式ジカルボン酸、フタル酸、イソフタル酸、テレフタル酸、ナフタレンジカルボン酸のような芳香族ジカルボン酸などが挙げられる。
【0019】
本発明で用いるポリアミド410樹脂は、分子量の指標である硫酸相対粘度が2.0〜5.0であることが好ましい。硫酸相対粘度が高い、すなわち分子量が高いほど、得られる繊維の強度が高まるため好ましい。これは高分子量であることで単位体積当たりに存在する分子鎖の末端(繊維の構造欠陥となり易い)の量が少なくなるだけでなく、分子鎖長が長いことで1本の分子鎖がより多くの分子鎖と相互作用(物理的絡み合い、水素結合、ファンデルワールス力など)することとなり、紡糸応力や延伸応力が均一に伝達されるため、繊維の製造工程において分子鎖が均一に配向されるためと考えられる。一方で硫酸相対粘度が適度な範囲であることで、適正な紡糸温度での溶融紡糸が可能となり、紡糸機内でのポリマーの熱分解が抑えられるため、製糸性が良好となり、繊維の着色や機械的特性の低下も抑えられるため好ましい。硫酸相対粘度は、より好ましくは2.2〜4.8であり、さらに好ましくは2.5〜4.5である。ここでいう硫酸相対粘度は、後述する方法により測定される値である。
【0020】
さらに本発明で用いるポリアミド410樹脂は、分子量分布の指標である分散度(Mw/Mn)が1.5〜3.0であることが好ましい。ここでMwとは重量平均分子量であり、Mnは数平均分子量であり、両者の比であるMw/Mnが小さいほど、分子量分布が狭いことを示している。上述のごとく硫酸相対粘度が高いことに加えて、Mw/Mnも3.0以下と分子量分布が狭い樹脂を用いることで、良好な繊維物性で沸騰水収縮率も小さい繊維となるため好ましい。これはMw/Mnが小さい、すなわち分子鎖長の分布が小さいことで、それぞれの分子鎖における、相互作用を及ぼしあう分子鎖の本数や、相互作用力(物理的絡み合い力、水素結合力、ファンデルワールス力など)が概ね等しくなるため、製糸工程において、それぞれの分子鎖が均等に紡糸応力、延伸応力が掛かり、結果として非晶相の分子鎖が均一に配向され、緻密性の高い配向結晶相が多く形成されるためと推定される。さらに分子鎖が均一に配向された効果によって、非晶相には結晶相同士を連結する非晶鎖(タイ分子)が多く存在しており、該タイ分子の分子鎖長も比較的等しいため、その多くは緊張状態で存在している(結晶相によって運動を拘束されている)ものと推定される。すなわち、緻密性の高い配向結晶相を多く含み、該結晶相は多くの緊張タイ分子によって連結されているため、これらが相乗効果的に作用して高強度であり、沸騰水収縮率が小さい、ポリアミド410繊維となるものと推定している。またMw/Mnが3.0以下では、溶融紡糸での繊維化の際、オリゴマー等の低分子量化合物や熱分解ガスの発生を抑制でき、紡糸性や製造環境を悪化することがない。Mw/Mnは2.8以下がより好ましく、2.6以下がさらに好ましい。Mw/Mnは小さいほど好ましいが、1.5以上であれば良い。
【0021】
本発明で用いるポリアミド410樹脂について、融点+20℃で30分溶融滞留させた後の硫酸相対粘度をB、滞留前の硫酸相対粘度をAとしたとき、B/A値が0.7〜1.5であることが好ましい。B/A値は溶融滞留安定性を示す指標であり、0.7未満の場合には、溶融紡糸時にポリアミド410樹脂が著しく熱分解し、得られる繊維が着色したり、繊維物性の低下を招いたり、溶融紡糸性が大きく低下してしまう。また、B/A値が1.5より大きい場合には、溶融滞留により増粘するため、滞留時に生成したゲル等異物により溶融紡糸性が大きく低下してしまう。B/A値は、0.8〜1.3であることがより好ましく、0.9〜1.2であることが更に好ましい。
【0022】
本発明で用いるポリアミド410樹脂は、耐熱性の指標となる融点が高いことが好ましい。融点は230℃以上であることが好ましく、240℃以上であることがより好ましい。
【0023】
また本発明で用いるポリアミド410樹脂には、本発明の目的を損なわない範囲で、要求される特性に応じて、他のポリアミド樹脂や他のポリマー類を含有させることができる。他のポリアミド樹脂として具体的には、ポリカプロアミド(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリテトラメチレンアジパミド(ナイロン46)、ポリペンタメチレンアジパミド(ナイロン56)、ポリペンタメチレンセバカミド(ナイロン510)、ポリヘキサメチレンセバカミド(ナイロン610)、ポリヘキサメチレンドデカミド(ナイロン612)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマー(ナイロン66/6T)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンイソフタルアミドコポリマー(ナイロン66/6T/6I)、ポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンイソフタルアミドコポリマー(ナイロン6T/6I)、ポリキシリレンアジパミド(ナイロンXD6)およびこれらの混合物ないし共重合体などが挙げられる。中でも好ましいものとしては、ナイロン6、ナイロン66、ナイロン610、ナイロン6/66コポリマー、ナイロン6/12コポリマーなどの例を挙げることができる。他のポリマー類として具体的には、ポリエチレン、ポリプロピレン、ポリエステル、ポリカーボネート、ポリフェニレンエーテル、ポリフェニレンスルフィド、液晶ポリマー、ポリスルホン、ポリエーテルスルホン、ABS樹脂、SAN樹脂、ポリスチレンなどが挙げられる。
【0024】
また本発明で用いるポリアミド410樹脂には、発明の目的を損なわない範囲で、他の成分、例えば酸化防止剤や耐熱安定剤(ヒンダードフェノール系、ヒドロキノン系、ホスファイト系およびこれらの置換体、ハロゲン化銅、ヨウ素化合物等)、耐候剤(レゾルシノール系、サリシレート系、ベンゾトリアゾール系、ベンゾフェノン系、ヒンダードアミン系等)、滑剤(脂肪族アルコール、脂肪族アミド、脂肪族ビスアミド、ビス尿素及びポリエチレンワックス等)、顔料(硫化カドミウム、フタロシアニン、カーボンブラック等)、染料(ニグロシン、アニリンブラック等)、可塑剤(p−オキシ安息香酸オクチル、N−ブチルベンゼンスルホンアミド等)、帯電防止剤(アルキルサルフェート型アニオン系帯電防止剤、4級アンモニウム塩型カチオン系帯電防止剤、ポリオキシエチレンソルビタンモノステアレートのような非イオン系帯電防止剤、ベタイン系両性帯電防止剤等)、難燃剤(メラミンシアヌレート、水酸化マグネシウム、水酸化アルミニウム等の水酸化物、ポリリン酸アンモニウム、ポリリン酸メラミン、ホスフィン酸金属塩などのリン系難燃剤、臭素化ポリスチレン、臭素化ポリフェニレンオキシド、臭素化ポリカーボネート、臭素化エポキシ樹脂あるいはこれらの臭素系難燃剤と三酸化アンチモンとの組み合わせ等)を任意の時点で添加することができる。
【0025】
本発明で用いるポリアミド410樹脂の製造方法としては、テトラメチレンジアミンとセバシン酸、またはその塩を、加熱して低次縮合物を合成する工程を経て、固相重合または溶融高重合化する方法が挙げられる。この方法は、低次縮合物を一旦取り出して、固相重合または溶融高重合度化する2段重合法、低次縮合物の製造工程に続いて、同一反応容器内で固相重合または溶融重合する1段重合法のどちらを用いてもよい。
【0026】
溶融重合により得られたポリアミド410樹脂は、固相重合により得られたポリアミド410樹脂と比較して分子量分布(Mw/Mn)が狭く、相対的に低分子量成分の含有量が少なくなるため、繊維の引張強度や引張伸度等の機械的性質が向上するのでより好ましい。なお低次縮合物とは硫酸相対粘度が1.05〜1.90のポリアミド410樹脂と定義する。また加熱重縮合とは、製造時のポリアミド410樹脂の最高到達温度を180℃以上に上昇させる製造プロセスと定義する。固相重合とは100℃から融点の温度範囲で、減圧下あるいは不活性ガス中で加熱する工程、溶融高重合度化とは常圧または減圧下で融点以上に加熱する工程を示す。
【0027】
本発明で使用するポリアミド410樹脂を製造する際には、テトラメチレンジアミン、およびその環化反応により生成するピロリジンが揮発したり、ピロリジンが末端封鎖剤となったりするなどの理由で、重合の進行に伴い、重合系内では全カルボキシル基量に対する全アミノ基量が少なくなり、重合速度が遅延する傾向がある。本発明では、テトラメチレンジアミンの揮発を抑制するためには、重合系内の圧力が高い方が好ましいが、反面、縮合水の揮発が抑制されると、テトラメチレンジアミンの環化反応が促進される傾向にあるため、本発明では重合系内の最高圧力を0.1〜2.5MPaとすることが好ましい。より好ましくは0.2〜2.0MPa、さらに好ましくは0.2〜1.5MPa、最も好ましくは0.3〜1.0MPaである。圧力が0.1MPa未満の場合には、テトラメチレンジアミンの揮発を十分に抑制することができず、アミノ基、カルボキシル基の等モル性が大きく崩れる傾向がある。また、圧力が2.5MPaを越える場合には、重縮合による水の脱離が抑制され、重合度が上昇しにくい傾向がある。縮合反応の進行により、縮合水が生成し、系内の圧力は上昇するので、重合開始時の圧力はゼロでもよいが、テトラメチレンジアミンの揮発を最小限に抑制する場合には、原料にあらかじめ水を添加する方法、重合開始時にあらかじめ不活性ガスで加圧する方法などにより、系内の圧力が高くなるよう調整することができる。
【0028】
また、原料を仕込む段階で、あらかじめ特定量のテトラメチレンジアミンを過剰に添加して、重合系内のアミノ基量を制御することが、高分子量のポリアミド410樹脂を得るためには好ましい。原料として使用するテトラメチレンジアミンのモル数をa、セバシン酸のモル数をbとしたとき、その比a/bが1.005〜1.07となるように原料組成比を調整することが好ましく、1.01〜1.06となるように原料組成比を調整することがより好ましい。a/bが1.005未満の場合には、重合系内の全アミノ基量が、全カルボキシル基量よりも極めて少なくなり、高分子量のポリマーが得られにくい傾向がある。一方、a/bが1.07より大きい場合には、重合系内の全カルボキシル基量が、全アミノ基量よりも極めて少なくなり、高分子量のポリマーが得られにくい傾向がある。更にジアミン成分の揮散量も増加し、生産性、環境の点からも好ましくない。
【0029】
本発明で使用するポリアミド410樹脂の加熱重縮合においては、テトラメチレンジアミンの揮発や、脱アンモニア反応による環化の抑制に加え、着色を防止するためには、重合工程全体でポリマーが受ける熱履歴を極力小さくすることが重要であり、その手段として、重合系内の最高到達温度を低くすることが有効である。本発明で、低次縮合物を溶融高重合度化する場合には、重合系内の最高到達温度は、ポリアミド樹脂の融点以上285℃以下にすることが好ましく、より好ましくは融点以上、融点+30℃以下である。285℃より高い温度の場合には、テトラメチレンジアミンの揮発や環化が促進される上、得られるポリアミド410樹脂が着色する傾向がある。なお、固相で高重合度化する場合には、減圧下、または不活性ガス雰囲気下で融点−40℃以上、融点未満で固相重合することが好ましい。
【0030】
本発明のポリアミド410繊維の引張強度は3〜10cN/dtexである。引張強度が3cN/dtex以上であれば、製織や製編など高次加工工程の通過性や取扱性が良好となり、また例えば製織工程における織張力を高めても毛羽が発生し難く、高密度な織物を工程通過性良く得ることができるため好ましい。引張強度は3.5cN/dtex以上であることがより好ましく、4.0cN/dtex以上であることがさらに好ましい。なお強度は高いほど好ましいが、あまりに高強度な繊維を製造しようとすると、紡糸工程あるいは延伸工程において糸切れや毛羽が発生し易くなる傾向にある。したがって引張強度は9.5cN/dtex以下であることがより好ましく、9.0cN/dtex以下であることがさらに好ましい。
【0031】
本発明のポリアミド410繊維の引張伸度は15〜50%である。引張伸度を15%以上とすることで、紡糸や延伸工程において毛羽の発生を抑制することができ、また紡糸・延伸工程以降である撚糸、整経、製織、製編工程等の工程通過性が向上する。また低応力下での繊維の変形を抑制し、また製織時の緯ひけなどによる最終製品の染色欠点を防止するためには50%以下であることが好ましい。引張伸度は17〜48%であることがより好ましく、20〜45%であることが更に好ましい。
【0032】
本発明のポリアミド410繊維の沸騰水収縮率は3〜15%である。沸騰水収縮率が15%以下とすることで、沸騰水での処理中において分子鎖の配向度が極端に低下することがなく、処理後においても強度の低下がないため好ましい。また織物を熱収縮させる加工で繊維を十分に収縮せしめることができるため、柔軟な織物が得られるため好ましい。一方、沸騰水収縮率が3%以上であることにより、織物を熱収縮せしめることによって織り密度を高めることができ、製織工程における織り張力を適度な範囲に抑えて高密度な織物を製造できるため好ましい。これにより高密度織物の製造において必ずしも高張力下で製織する必要が無くなるため、製織工程での毛羽やヒケの発生が抑えられ、欠点の少ない織物を工程通過性良く製造することができる。
【0033】
本発明のポリアミド410繊維の繊度変動値(U%:Normalモード)は0.1〜3.0%である。繊度変動値(U%)は繊維長手方向における太さ斑の指標であり、ツェルベガーウースター社製ウースターテスターにより求めることができる。繊度変動値(U%)が小さいほど、繊維の長手方向における太さ斑が小さいことを指し、3.0%以下であれば、繊維長手方向の均一性が優れており、整経工程や製織、製編工程等で、加工張力の変動を抑制することができるため、毛羽や糸切れが発生しにくく、また染色を行っても、部分的に強い染め斑、染め筋などの欠点が発生せず、高品位な布帛となる。繊度変動値(U%)は小さい程よく、より好ましくは2.5%以下、更に好ましくは2.0%以下である。一方下限値については、0.1%未満の繊維を得ることは現実的に困難である。
【0034】
本発明のポリアミド410繊維は、タフネスが良好であるだけでなく、結節状態でもタフネスの低下が抑制される特性を有する点で好ましいものである。好ましい態様においては、引張強伸度値および結節強伸度値より求めたタフネスが下記式(1)を満たすことも可能である。
式(1) 65≦[(結節時のタフネス)/(引張時のタフネス)]×100≦100
【0035】
タフネスとは、繊維が切れるときのエネルギーを簡易的に示すものである。タフネスが高ければ繊維が切れにくいということになり、タフネスは強度[cN/dtex]と伸度[%]の平方根の積(すなわち、強度×伸度の0.5乗)で表される。結節状態における試験では、単純な引張試験と異なり、引張、圧縮、屈曲、ねじれの要素が複雑に絡み合い、この測定で得られる強度(結節強度)、伸度(結節伸度)は実用的に重要な項目であり、特に結節強度は繊維の「脆さ」を表す指標である。上記式(1)の値が65%以上であれば、繊維の脆性は低く、実用上の使用に十分耐えうる耐久性を有している。式(1)の値は、高ければ高いほど好ましいが、70%以上であることがより好ましく、75%以上であることが更に好ましい。
【0036】
本発明のポリアミド410繊維は、湿潤時の引張強度低下が抑制される特性を有する点で好ましいものである。好ましい態様においては、乾湿引張強度比を90%以上とすることも可能である。乾湿引張強度比[%]とは、{(湿潤引張強度比)/(引張強度比)}×100より求められる値である。この数字が高ければ高いほど、湿潤下における強度低下が小さいことを示す。90%以上である場合、水中や高湿度環境下でも強度低下が十分に抑制され、製品に優れた耐久性を付与することが可能となる。乾湿引張強度比は、好ましくは93%以上、より好ましくは95%以上である。なお上記でいう湿潤時とは、JIS L1013(1999)8.5.2項の湿潤時試験に準じて行い、測定に供する繊維サンプル(長さ40cm、測定回数分に相当する本数)を容器(ステンレスバット)に入れ、水(温度20±2℃)1リットル中に60分浸漬して、繊維サンプルを十分に湿潤させた状態を意味する。
【0037】
本発明のポリアミド410繊維は、乾熱処理後も引張強度低下が抑制される特性を有する点で好ましいものである。好ましい態様においては、乾熱処理後の強度保持率を45%以上とすることも可能である。乾熱処理後の強度保持率[%]とは、 [(180℃乾熱処理後の引張強度)/(処理前の引張強度)]×100より求められる値である。この数字が高ければ高いほど、高温下における強度低下率が小さいことを示す。既存のポリアミド66繊維の強度保持率が約40%であることから、強度保持率45%以上である場合、高温下においても製品に優れた高温耐久性を付与することが可能となる。乾熱処理後の強度保持率は、好ましくは50%以上、より好ましくは55%以上である。なお、ここでいう乾熱処理とは、1m/周の検尺機を用いて巻数10回で作成したカセを、温度20℃、相対湿度65%の環境中で24時間以上保管した後、温度180℃で15分間、熱風乾燥機で熱処理することを意味する。
【0038】
本発明のポリアミド410繊維の総繊度は、衣料用途、産業資材用途での目的用途に応じて任意に設定することができるが、20〜600dtexであることが好ましい。総繊度を600dtex以下であることにより、高密度な織物としても薄地で柔軟性の高い織物となる。一方で、総繊度が20dtex以上であることで、実用上の使用に十分に耐えうるため好ましい。総繊度は25〜550dtexであることがより好ましく、30〜500dtexであることがさらに好ましい。
【0039】
本発明のポリアミド410繊維の単繊維の繊度については、必要特性に応じて任意に設定することができるが、0.1〜20.0dtexであることが好ましい。単繊維の繊度については細ければ細いほど、単繊維の曲げ剛性が下がるため、繊維(マルチフィラメント)の曲げ剛性が下がり、結果として、織編物も柔軟性が高まるため、20.0dtex以下とすることが好ましい。一方、単繊維の繊度が0.1dtex以上であることにより、製糸工程において毛羽の発生を抑えて高倍率延伸を施すことが可能となるため、高強度であり、かつ沸騰水処理においても収縮し難い繊維となるため好ましい。単繊維の繊度は、0.5〜15.0dtexであることがより好ましく、1.0〜10.0dtexであることがさらに好ましい。
【0040】
なお本発明のポリアミド410繊維のフィラメント数は、上記の総繊度、単繊維繊度となる範囲で目的用途に応じて選択すればよいが、5〜1000の範囲であることが好ましい。
【0041】
本発明のポリアミド410繊維の断面形状については、必要特性に応じて任意に設定することができるが、代表的には実質的に凹凸のない真円形状、楕円形状などが採用できる。また三葉、四葉、五葉、六葉、八葉などの多角形断面や、扁平断面、繊維内部に1個のあるいは複数の中空部を有する中空断面等の各種異形断面形状を採用することもできる。
【0042】
次に本発明のポリアミド410繊維の製糸方法について説明する。
【0043】
上記の如く製造したポリアミド410樹脂を用い、特定の紡糸方法で未延伸糸を得、次に延伸を施すことで本発明のポリアミド410繊維を得ることができる。
【0044】
本発明では、溶融紡糸を行う前に、このポリアミド410樹脂を加熱乾燥して水分率を1000ppm以下にしてから溶融紡糸に供することが好ましい。ところで通常のポリアミド66樹脂では過度に水分率が低いと溶融貯留におけるゲル化が誘発されて、糸切れを招く傾向にあるが、ポリアミド410樹脂ではゲル化は起こり難く、溶融貯留での熱劣化を抑えるために水分率は低いほど好ましい。水分率は600ppm以下がより好ましく、400ppm以下がさらに好ましい。ポリアミド410樹脂がポリアミド66樹脂と比べて溶融貯留時にゲル化し難い理由は定かではないが、アミノ末端基が結合するメチレン鎖の炭素数が短いことが原因と考えられる。つまりポリアミド66樹脂においてはアミノ末端基が炭素数6のメチレン鎖に結合しているため、アミノ末端近傍の分子鎖が還化し易く、熱分解すると還化物が遊離してゲル化を誘発するのに対し、ポリアミド410樹脂では、メチレン鎖の炭素数が4であるため、立体障害によって還化し難く、ゲル化が殆ど起こらないものと推定している。
【0045】
次に、乾燥したペレットを紡糸工程にて繊維化する。図1、2は、本発明のポリアミド410繊維の製造に用いる装置の一実施態様を示す図である。ポリアミド410樹脂をエクストルーダー1にて溶融し、計量ポンプ2で計量した後、紡糸ブロック3に内蔵された紡糸パック4に送り、パック内でポリマーを濾過した後、紡糸口金5から紡出して紡出糸条6を得る。紡出された紡出糸条6は冷却装置7によって一旦冷却、固化された後、給油装置8で油剤を付与され、その後、第1ゴデットロール10に引き取られ、第2ゴデットロール11を介して、巻取機12で巻き取られ、巻取糸(未延伸糸)13を得ることができる。なお繊維を、例えば第1ゴデットロール10の上方や第1ゴデットロール10と第2ゴデットロール11の間など巻取前の任意の段階で交絡付与装置9を用いて交絡処理を施してもよい。交絡処理の回数、処理圧力は、繊維のCF値が3〜30となるように調整すればよい。
【0046】
その後、未延伸糸13を例えば図2のような構成を有する延伸機を用いて、総合延伸倍率が2.0〜5.0倍の範囲で延伸を行う。すなわち、未延伸糸13は供給ロール14を介した後、所定温度に設定された第1加熱ロール15上で加熱され、所定温度に設定された第2加熱ロール16との速度比を利用して延伸される(延伸:1段目)。続いて、第2加熱ロール16と所定温度に設定された第3加熱ロール(最終加熱ロール)17との速度比を利用して延伸される(延伸:2段目)。第3加熱ロール(最終加熱ロール)17を出た繊維は、非加熱の最終ロール(冷ロール)18を介して、延伸糸パーン19として巻き取られる。このように延伸を2段で行った場合、最終加熱ロールは第3加熱ロール(最終加熱ロール)17となる。また、延伸を第1加熱ロールと第2加熱ロール間の1段しか実施しない場合、第3加熱ロールは使用しないため、最終加熱ロールは第2加熱ロールとなる。また延伸を3段以上で行う場合は、最終ロール(冷ロール)前の加熱ロールが最終加熱ロールとなる。なお延伸段数は1段でもまた2段以上の多段で延伸を行っても良く、目的用途に応じて適宜選択すればよい。
【0047】
溶融紡糸における紡糸温度は260〜320℃であることが好ましい。紡糸温度を320℃以下とすることで、ポリアミド410樹脂の熱分解を抑制できるため好ましい。より好ましくは310℃以下であり、さらに好ましくは300℃以下である。一方で紡糸温度を260℃以上とすることでポリアミド410樹脂が十分な溶融流動性を示し、吐出孔間の吐出量が均一化され、高倍率延伸が可能となり、また曳糸性も向上するため好ましい。紡糸温度は270℃以上がより好ましく、280℃以上がさらに好ましい。ここで紡糸温度とは紡糸ブロック3の温度をいう。
【0048】
紡糸口金における吐出孔の形状は製造する繊維を構成する単繊維の断面形状に応じて選択すれば良いが、例えば丸断面糸の場合、単繊維間で均一にポリマーを吐出するためには孔径は0.1〜1.0mm、孔長は0.2〜5.0mmの範囲で選択することが好ましい。また紡糸口金を複数枚の構成として、1枚目の口金でポリマーの計量性を高めるなどの手段を講じることもできる。
【0049】
紡出糸を冷却する方法としては冷却風にて固化させる方法が好ましい。冷却風の風速は0.3〜1m/秒であることが好ましく、この範囲の風速であれば、糸条の冷却斑や糸揺れ等が発生せず、繊度変動値は良好となる。また製糸性も良好となる。
【0050】
冷却開始距離は口金面から3〜30cmであることが好ましい。冷却開始距離が長いほど、繊維の強度が高まるため好ましいが、一方で過度に長くなると繊維の冷却が不均一となって、繊度変動値(U%)の悪化を招く。冷却開始距離は5〜20cmであることがより好ましい。なお冷却開始距離は、口金面から冷却装置の冷却風吹き出し部(最上部)までの距離を指す。
【0051】
また口金面から冷却開始点までの間に加熱筒を配して紡出糸を再加熱した後、冷却風にて冷却を行ってもよい。加熱筒で再加熱することで高温域での細化が誘発され、より均一な配向形成が起こるため好ましく、加熱筒の温度が(紡糸温度+20)℃〜(紡糸温度+100)℃であれば紡出糸の再加熱が効率的に行え、かつ紡出糸の熱分解も抑えられるため好ましい。
【0052】
紡糸油剤はストレートで糸条に付着させてもよいが、より均一に付着させるために水に1〜50重量%、好ましくは5〜30重量%分散させて水エマルジョン油剤として繊維に付着させることが好ましい。この範囲内で紡糸油剤を付着させることで、給油装置やガイド等との擦過抵抗を抑制できるため、得られる繊維の強度低下や毛羽の発生を抑制できるだけでなく、曳糸性が飛躍的に向上する。
【0053】
そして油剤を付着せしめた紡出糸を引き取ることで未延伸糸が得られるが、このときの引取速度を300〜2000m/分とすることが好ましい。引取速度が300m/分以上であることで紡糸張力が適度に高まって紡出糸の糸揺れが軽減されるため好ましい。一方で引取速度を適度な範囲とすることで高倍率での延伸が可能となり、強度の高い繊維となるため好ましい。引取速度は500〜1500m/分がより好ましく、700〜1200m/分がさらに好ましい。
【0054】
延伸工程では得られる繊維の伸度が15〜50%となるように延伸を施す。延伸倍率は2.0〜5.0倍の範囲で選択すればよい。延伸倍率を2.0倍以上とすることで、引張強度が十分に高くなり、繊度変動値の悪化もなく、安定した延伸が可能となる。また延伸倍率を5.0倍以下とすることで、得られる繊維の引張伸度の低下や毛羽の発生を抑制でき、安定した延伸が可能となる。なお延伸倍率とは、第1加熱ロールから最終加熱ロール間での倍率(すなわち延伸倍率は、最終加熱ロール速度/第1加熱ロール速度比)を指す。延伸段数は1段でもまた2段以上の多段で延伸を行っても良く、目的用途に応じて適宜選択すればよい。また加熱ロールの温度は、30〜240℃とし、特に最終加熱ロールの温度は150〜240℃であることが好ましい。最終加熱ロールの温度を150℃以上とすることで、配向された非晶部の分子運動性を高め、効果的に分子配向の再構築を行うことができる。また240℃以下にすることで、加熱ロール上での繊維の融着が発生しないため、延伸性が低下せず、また過度な分子運動性を抑制し繊維の糸長手方向の分子配向斑を抑制することができる。
【0055】
延伸を施した後、最終加熱ロールと最終ロール(冷ロール)との間の速度比によって、リラックス処理されることが好ましい。リラックス処理とは最終ロール速度/最終加熱ロール速度で定義されるリラックス倍率が1.00未満の場合を指し、リラックス倍率は0.85〜0.99倍であることが好ましい。リラックス倍率が0.99倍以下であることで、延伸工程で非晶鎖に加わった不均一な歪みが平均化され、非晶鎖が安定化するため、得られる繊維の沸騰水収縮率が低くなるため好ましい。より好ましくは0.97倍以下である。リラックス倍率は低いほど好ましいが、リラックス倍率を0.85以上とすることで、ロール間で適度な糸張力が発現し、工程通過性も良好となるため好ましい。より好ましくは0.87以上である。
【0056】
本発明のポリアミド410繊維は、単に優れた引張強度、引張伸度、沸騰水収縮率、繊度変動値を有しているだけでなく、耐熱性も極めて良好である。また結節状態でのタフネス低下が小さいため、実用上の使用に十分耐えうる耐久性を有している。更には湿潤下や高温下でも繊維物性の低下が、既存のポリアミド繊維と比べて小さく、水中や高温といった過酷な環境下でも優れた耐久性を有するため、多種多様な繊維構造体として用いることがでる。例えば布帛(織物、編物、不織布、パイル布帛など)や紐状物(ディップコード、ロープ、テープ、漁網、組紐など)とすることができ、産業資材用途や衣料用途に幅広く好適に用いられる。また例えば、自動車、航空機等の車両内外装材や安全部品を構成する繊維構造体(エアバッグ、ゴム補強繊維、シートベルト、シート、マット等)として好適に用いられる。また漁網、ロープ、安全ベルト、スリング、ターポリン、テント、鞄地、組紐、養生シート、帆布、縫糸等、農業用の防草シート、建築資材用の防水シート等、産業用途に好適である。また、例えばアウトドアウェア、スポーツウェアなどの強度や耐摩耗性が要求される衣料用途においても好適に用いられる。
【0057】
繊維構造体にはポリアミド410繊維以外の繊維を含んでいてもよいが、繊維構造体を形成する際にはポリアミド410繊維を主要な構成成分として形成することが、繊維構造体にポリアミド410繊維の特性を付与できる点で好ましい。すなわちポリアミド410繊維のみを用いて繊維構造体とするか、あるいは繊維構造体が複数種の繊維より構成される場合は、繊維構造体を構成する複数の繊維の中でもポリアミド410繊維の優れた特性を活かすために、ポリアミド410繊維の混率を50重量%以上含んでなることが好ましく、70重量%以上がより好ましく、90重量%以上がさらに好ましい。
【0058】
複数種の繊維よりなる繊維構造体の例として、ストレッチ性を持たせるためにポリウレタン等の弾性繊維と混合した布帛や、ポリアミド410繊維を経糸または緯糸のみに用いた織物、さらには綿、絹、麻、羊毛等の天然繊維、ビスコースレーヨン、キュプラレーヨンなどの再生繊維、セルロースアセテート等の半合成繊維、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ナイロン、アクリル、ビニロン、ポリオレフィン、ポリウレタン等の合成繊維と合撚、複合加工する方法などが挙げられる。
【実施例】
【0059】
以下、本発明を実施例を用いて詳細に説明する。なお実施例中の測定方法は以下の方法を用いた。
【0060】
A.硫酸相対粘度
98%硫酸中、濃度0.01g/ml条件でオストワルド型粘度計を用いて25℃での流下時間(T1)を測定した。引き続き濃度98重量%の硫酸のみの流下時間(T2)を測定した。T2に対するT1の比、すなわちT1/T2を硫酸相対粘度とした。測定回数は3回であり、その平均値を硫酸相対粘度とした。
【0061】
B.溶融滞留安定性評価(B/A)
窒素雰囲気下、融点+20℃の温度で、30分間保持して得られた試料の硫酸相対粘度(B)と試験前の硫酸相対粘度(A)を用いて求めた。測定回数は3回であり、その平均値をB/Aとした。
【0062】
C.Mw/Mn
ゲルパーミエーションクロマトグラフィー(GPC)を用い、ポリアミド410樹脂2.5mgをヘキサフルオロイソプロパノール(0.005N−トリフルオロ酢酸ナトリウム添加)4mlに溶解し、0.45μmのフィルターでろ過して得られた溶液を測定に用い、重量平均分子量Mw、数平均分子量Mnを測定し、Mw/Mnを算出した。測定回数は3回であり、その平均値をMw/Mnとした。測定条件は以下のとおりである。
GPC装置:Waters515(Waters社製)
カラム :Shodex HFIP−806M(2本連結)+HFIP−LG
溶媒 :ヘキサフルオロイソプロパノール(0.005N−トリフルオロ酢酸ナトリウム添加)
温度 :30℃
流速 :0.5ml/分
注入量 :0.1ml
検出器 :示差屈折計 Waters 410(Waters社製)
分子量校正:ポリメチルメタクリレート。
【0063】
D.融点
パーキンエルマー社製示差走査型熱量計DSC−7型を用いて融点を測定した。すなわち試料10mgを昇温速度16℃/分にて280℃まで昇温し、昇温後、5分間保持する。その後、試料を急冷し室温まで降温した後、再び昇温速度16℃/分にて280℃まで昇温した。再度昇温して得た示差熱量曲線において吸熱側に極値を示すピークを融解ピークと判断し、極値を与える温度を融点(℃)とした。なお複数の極値が存在する場合は高温側の極値を融点とした。測定回数は3回であり、その平均値を融点とした。
【0064】
E.水分率
カールフィッシャー電量滴定法水分計(平沼産業株式会社製微量水分測定装置AQ−2000、および同社製水分気化装置EV−200)を用いた。サンプル約0.5gを用いて、水分気化温度180℃にて乾燥窒素ガスを流して、水分率を測定した。測定回数は3回であり、その平均値を水分率とした。
【0065】
F.繊度
1m/周の検尺機を用いて全長100mのかせを採取し、該かせの重量を測定して100倍することで繊度[dtex]を求めた。測定回数は3回であり、その平均値を繊度とした。
【0066】
G.引張強度および引張伸度
JIS L1013 (1999)、8.5項の引張強さ及び伸び率、8.5.1標準時試験の測定方法に準じ、島津製作所製オートグラフAG−50NISMS形を用いて測定した。つかみ間隔は200mm、引張速度は200mm/分として荷重−伸長曲線を求めた。次に最大点を示す荷重値を繊度で除してそれを引張強度とし、最大点荷重時の伸びを初期試料長で除して引張伸度とし、測定を10回行い、その平均値を引張強度および引張伸度とした。なお、測定環境は温度20℃、相対湿度65%で実施した。
【0067】
H.結節強度および結節伸度
JIS L1013 (1999)、8.6項の結節強さ、8.6.1標準時試験の測定方法に準じ、島津製作所製オートグラフAG−50NISMS形を用いて測定した。つかみ間隔は200mm、引張速度は200mm/分として荷重−伸長曲線を求めた。次に最大点を示す荷重値を繊度で除してそれを結節強度とし、最大点荷重時の伸びを初期試料長で除して結節伸度とし、測定を10回行い、その平均値を結節強度および結節伸度とした。なお、測定環境は温度20℃、相対湿度65%で実施した。
【0068】
I.(結節時のタフネス)/(引張時のタフネス)×100値
上記G項、H項で得られた引張強度・伸度、結節強度・伸度を用いて、下式により算出した。
[{(結節強度)×(結節伸度)1/2}/{(引張強度)×(引張伸度)1/2}]×100
【0069】
J.乾湿引張強度比
JIS L1013 (1999)、8.5項の引張強さ及び伸び率、8.5.2湿潤時試験の測定方法に準じ、島津製作所製オートグラフAG−50NISMS形を用いて測定した。測定に供する繊維サンプル(長さ40cm、測定回数分に相当する本数)を容器(ステンレスバット)に入れ、水(温度20±2℃)1リットル中に60分浸漬して、繊維サンプルを十分に湿潤させた。その後、つかみ間隔は200mm、引張速度は200mm/分として荷重−伸長曲線を求めた。次に最大点を示す荷重値を繊度で除してそれを湿潤引張強度とし、測定を10回行い、その平均値を湿潤引張強度とした。なお、測定環境は温度20℃、相対湿度65%で実施した。この湿潤引張強度と上記G項により得られた引張強度を用いて、下式により、乾湿引張強度比を算出した。
乾湿引張強度比[%]={(湿潤引張強度比)/(引張強度比)}×100
【0070】
K.沸騰水収縮率
温度20℃、相対湿度65%の環境中で、1m/周の検尺機を用いてカセ(巻数10回)を作成し、24時間以上保管した。その後、該環境下にて原長L0を測定し、次いで沸騰(98℃)した水にて無重下で15分間処理し、処理したカセを一昼夜風乾後、L1を測定して、次式にて沸騰水収縮率を求めた。測定回数は3回であり、その平均値を沸騰水収縮率とした。
沸騰水収縮率[%]=[(L0−L1)/L0)]×100
L0:試料をカセ取りし、初荷重0.09cN/dtex下で測定した原長
L1:L0を測定したカセを荷重フリーの状態で沸騰水中で15分間処理し、一昼夜風乾後、初荷重0.09cN/dtex下でのカセの長さ。
【0071】
L.繊度変動値(U%)
U%測定は、ツェルベガーウースター社製ウースターテスター4−CXにより、下記条件にて測定して求めた。なお測定回数は5回であり、その平均値をU%とした。
測定速度 :200m/分
測定時間 :2.5分
測定繊維長:500m
撚り :S撚り、12000/m
【0072】
M.乾熱処理後の強度保持率
温度20℃、相対湿度65%の環境中で、1m/周の検尺機を用いてカセ(巻数10回)を作成し、24時間以上保管し、その後、180℃に設定した熱風乾燥機にて無荷重で15分間、乾熱処理した。その後、処理後のカセの繊度および引張強伸度値を以下の方法で求めた。なお引張強伸度測定の測定回数は10回であり、その平均値を乾熱処理後の強度とした。
処理後のカセの繊度:1mあたりの重量を測定し、その値を10000倍した値を繊度とした。
引張強伸度:G項と同様の方法で測定
【0073】
得られた特性値から、乾熱処理後の強度保持率を下式を用いて算出した。
強度保持率[%]=[(180℃乾熱処理後の引張強度)/(処理前の引張強度)]×100
【0074】
N.延伸糸の毛羽数評価
東レ(株)製毛羽 テスター(DT−104型)を使用し、1万m当たりの毛羽数を測定した。
○:毛羽数が0個。
△:毛羽数が1〜2個。
×:毛羽数が3個以上。
【0075】
O.紡糸性の評価
ポリマー3kgを溶融紡糸した際、糸切れ回数により3段階評価を行った。
○:糸切れが発生しなかった。
△:糸切れが1〜2回発生した。
×:糸切れが3回以上発生した。
【0076】
P.延伸性の評価
延伸糸を100g作成したときに発生した糸切れ回数により3段階評価を行った。
○:糸切れが発生しなかった。
△:糸切れが1〜2回発生した。
×:糸切れが3回以上発生した。
【0077】
参考例1 ナイロン410塩の作成
エタノール150重量部にセバシン酸(東京化成)15重量部を添加し、60℃のウォーターバスに浸漬して溶解させた。ここにあらかじめ調製したテトラメチレンジアミン(関東化学)6.54重量部をエタノール80重量部に溶解した溶液を1時間かけて滴下した。3時間攪拌を続けた後、静置下で室温に放置し、析出した塩を沈降させた。その後、ろ過、エタノール洗浄を行い、50℃で24時間真空乾燥して、ナイロン410塩を得た。
【0078】
実施例1
参考例1で作成したナイロン410塩10重量部、テトラエチレンジアミン10重量%水溶液0.612重量部を試験管に入れ、圧力容器に仕込んで窒素置換した後、窒素で缶内圧力を0.59MPaに加圧した。この密閉した圧力容器を、ヒーター温度235℃に設定して加熱を開始した。5時間後に缶内温度は191℃、缶内圧力は1.10MPaに到達した。続いてヒーター設定温度を270℃に変更し、放圧を開始して、水を留出させながら、2時間かけて缶内圧力をゼロにした。このとき缶内温度は230℃であった。さらに窒素フロー下で2時間保持することにより、缶内温度は254℃に到達した。圧力容器を室温に冷却し、固形分をフリーザーミルで粉砕し、ナイロン410樹脂(硫酸相対粘度3.50)を得た。
【0079】
このナイロン410樹脂を105℃で12時間真空乾燥した後(乾燥後の水分率220ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度290℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.5m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度750m/分)にて引き取り、第1ゴデットロールと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度350dtex)。
【0080】
続いてこの未延伸糸を、第1加熱ロール40℃、第2加熱ロール150℃、第3加熱ロール220℃とし、第1−2加熱ロール間での延伸倍率を1.824倍、第2−3加熱ロール間での延伸倍率を2.000倍、第3加熱ロール−冷ロール間でのリラックス率を0.93倍として延伸を行い、500m/分で巻き取ってポリアミド410繊維を得た(2段延伸、延伸倍率3.648倍)。
【0081】
紡糸、延伸工程では、糸切れが発生することなく、操業性は極めて良好であった。
【0082】
紡糸、延伸により得られた繊維の特性は表1に示すとおりであり、極めて良好な引張強度、引張伸度、沸騰水収縮率、繊度変動値を有しており、また結節状態におけるタフネスも極めて良好であった。更には乾湿引張強度比および乾熱処理後の強度保持率も極めて高く、湿潤下および高温下での繊維物性変化が小さいものであった。
【0083】
延伸糸の毛羽数評価を行ったところ、毛羽の発生は全く見られず、延伸糸の品位は極めて優れたものであった。
【0084】
実施例2
参考例1で作成したナイロン410塩10重量部、テトラエチレンジアミン10重量%水溶液0.304重量部を試験管に入れ、圧力容器に仕込んで窒素置換した後、窒素で缶内圧力を0.59MPaに加圧した。この密閉した圧力容器を、ヒーター温度275℃に設定して加熱を開始した。3時間後に缶内温度は211℃、缶内圧力は1.09MPaに到達した。続いてヒーター設定温度を295℃に変更し、放圧を開始して、水を留出させながら、1時間10分かけて缶内圧力をゼロにした。このとき缶内温度は258℃であった。さらに窒素フロー下で2時間30分保持することにより、缶内温度は280℃に到達した。圧力容器を室温に冷却し、固形分をフリーザーミルで粉砕し、ナイロン410樹脂(硫酸相対粘度2.64)を得た。
【0085】
このナイロン410樹脂を105℃で12時間真空乾燥した後(乾燥後の水分率280ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度285℃で紡糸口金(吐出孔直径0.23mm、孔長0.30mm、孔数12ホール)より吐出させた。この紡出糸条を風温20℃、風速0.6m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度600m/分)にて引き取り、第1ゴデットロールと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度145dtex)。
【0086】
続いてこの未延伸糸を、第1加熱ロール45℃、第2加熱ロール200℃とし、第1−2加熱ロール間での延伸倍率を2.950倍、第2加熱ロール−冷ロール間でのリラックス率を0.98倍として延伸を行い、600m/分で巻き取って、ポリアミド410繊維を得た。(1段延伸、延伸倍率2.950倍)。
【0087】
紡糸、延伸工程では、糸切れが発生することなく、操業性は極めて良好であった。
紡糸、延伸により得られた繊維の特性は表1に示すとおりであり、極めて良好な引張強度、引張伸度、沸騰水収縮率、繊度変動値を有しており、また結節状態におけるタフネスも極めて良好であった。更には乾湿引張強度比および乾熱処理後の強度保持率も極めて高く、湿潤下および高温下での繊維物性変化が小さいものであった。
【0088】
延伸糸の毛羽数評価を行ったところ、毛羽の発生は全く見られず、延伸糸の品位は極めて優れたものであった。
【0089】
実施例3
実施例2で得たポリアミド410樹脂(硫酸相対粘度2.64)を温度200℃、圧力15Paの条件で固相重合を行い、硫酸相対粘度3.90のポリアミド410を得た。
【0090】
このポリアミド410樹脂を105℃で12時間真空乾燥した後(乾燥後の水分率200ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度295℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.7m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度750m/分)にて引き取り、第1ゴデットローラーと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度350dtex)。
【0091】
続いてこの未延伸糸を、第1加熱ロール30℃、第2加熱ロール160℃、第3加熱ロール230℃とし、第1−2加熱ロール間での延伸倍率を2.093倍、第2−3加熱ロール間での延伸倍率を2.000倍、第3加熱ロール−冷ロール間でのリラックス率を0.94倍とし延伸を行い、500m/分で巻き取ってポリアミド410繊維を得た(2段延伸、延伸倍率4.186倍)。
【0092】
紡糸、延伸工程では、糸切れが発生することなく、操業性は極めて良好であった。
【0093】
紡糸、延伸により得られた繊維の特性は表1に示すとおりであり、引張伸度は17.5%と良好な値であり、また引張強度、沸騰水収縮率、繊度変動値は極めて良好な特性を有していた。また結節状態におけるタフネスも良好であった。更には乾湿引張強度比および乾熱処理後の強度保持率も極めて高く、湿潤下および高温下での繊維物性変化が小さいものであった。
【0094】
延伸糸の毛羽数評価を行ったところ、毛羽が1個発生していたものの、延伸糸の品位は優れたものであった。
【0095】
【表1】

【0096】
比較例1
参考例1で作成したナイロン410塩8重量部、テトラエチレンジアミン10重量%水溶液0.490重量部を試験管に入れ、圧力容器に仕込んで窒素置換した後、窒素で缶内圧力を0.59MPaに加圧した。この密閉した圧力容器を、ヒーター温度235℃に設定して加熱を開始した。6時間後に缶内温度は193℃、缶内圧力は1.17MPaに到達した。圧力容器を室温に冷却し、得られた固形分をフリーザーミルで粉砕し、ナイロン410樹脂を得た(硫酸相対粘度1.56)。
【0097】
このナイロン410樹脂を105℃で12時間真空乾燥した後(乾燥後の水分率250ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度280℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.5m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度750m/分)にて引き取り、第1ゴデットローラーと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度350dtex)。
【0098】
続いてこの未延伸糸を、実施例2と同様の条件で延伸を行い、ポリアミド410繊維を得た。
紡糸工程では、ポリアミド410樹脂の熱分解により、口金面の汚れがひどく糸切れが2回発生し、紡糸安定性はやや劣るものであった。また延伸工程では、単糸切れが4回発生し、延伸性は不調であった。紡糸工程および延伸工程の不安定化は、ポリアミド410樹脂の硫酸相対粘度が低いことに起因していると推定される。
【0099】
紡糸、延伸により得られた繊維の特性は表2に示すとおりであり、引張強度は劣るものであった。延伸糸の毛羽数評価を行ったところ、毛羽が8個発生しており、延伸糸の品位は極めて悪いものであった。
【0100】
比較例2
実施例2で得たポリアミド410樹脂を温度200℃、圧力15Paの条件で固相重合を行い、硫酸相対粘度5.20のポリアミド410樹脂を得た。
【0101】
このナイロン410樹脂を105℃で12時間真空乾燥した後(乾燥後の水分率210ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度305℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.5m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度750m/分)にて引き取りを試みたが、ポリアミド410樹脂の硫酸相対粘度が非常に高いため、曳糸性が低く、糸切れが多発し、未延伸糸を得ることができなかった。
【0102】
比較例3
実施例3で得られたポリアミド410樹脂(硫酸相対粘度3.90)を105℃で12時間真空乾燥した後(乾燥後の水分率200ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度295℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.7m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度350m/分)にて引き取り、第1ゴデットローラーと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度620dtex)。
【0103】
続いてこの未延伸糸を、第1加熱ロール30℃、第2加熱ロール160℃、第3加熱ロール230℃とし、第1−2加熱ロール間での延伸倍率を2.750倍、第2−3加熱ロール間での延伸倍率を2.000倍、第3加熱ロール−冷ロール間でのリラックス率を0.94倍とし延伸を行い、200m/分で巻き取ってポリアミド410繊維を得た(2段延伸、延伸倍率5.500倍)。
【0104】
延伸の際、単糸切れが多発し、安定した延伸の実施が困難であった。延伸倍率が高いことに起因していると推定される。
【0105】
延伸糸の毛羽数評価を行ったところ、毛羽が15個発生しており、品位は極めて悪いものであった。
【0106】
比較例4
実施例1で得られた未延伸糸を用いて、実施例1での第3加熱ロールの温度のみを変更して延伸を行った。すなわち第1加熱ロール30℃、第2加熱ロール160℃、第3加熱ロール245℃とし、第1−2加熱ロール間での延伸倍率を2.093倍、第2−3加熱ロール間での延伸倍率を2.000倍、第3加熱ロール−冷ロール間でのリラックス率を0.94倍とし延伸を行ったところ、第3加熱ロール上で単糸同士が融着したため糸切れが多発し、安定した延伸の実施が困難だっため、延伸糸を得ることができなかった。
【0107】
【表2】
【0108】
参考例1
ポリアミド66樹脂(硫酸相対粘度3.80)を105℃で12時間真空乾燥した後、二軸エクストルーダーに供給し溶融させ、紡糸温度295℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.7m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度750m/分)にて引き取り、第1ゴデットローラーと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度350dtex)。
【0109】
続いてこの未延伸糸を、第1加熱ロール40℃、第2加熱ロール150℃、第3加熱ロール220℃とし、第1−2加熱ロール間での延伸倍率を1.955倍、第2−3加熱ロール間での延伸倍率を2.000倍、第3加熱ロール−冷ロール間でのリラックス率を0.93倍とし延伸を行い、500m/分で巻き取ってポリアミド66繊維を得た(2段延伸、延伸倍率3.910倍)。
【0110】
紡糸、延伸工程では、糸切れが発生することなく、操業性は極めて良好であった。
【0111】
紡糸、延伸により得られた繊維の特性は表3に示すとおりであり、極めて良好な引張強度、引張伸度、沸騰水収縮率、繊度変動値を有していたが、結節状態におけるタフネスは劣るものであった。
【0112】
更には乾湿引張強度比および乾熱処理後の強度保持率は劣るものであり、湿潤下および高温下での繊維物性変化が大きいものであった。
【0113】
延伸糸の毛羽数評価を行ったところ、毛羽の発生は全く見られず、延伸糸の品位は極めて優れたものであった。
【0114】
参考例2
東レ(株)社製ポリアミド610樹脂(CM2001)を105℃で12時間真空乾燥した後、二軸エクストルーダーに供給し溶融させ、紡糸温度260℃で紡糸口金(吐出孔直径0.23mm、孔長0.30mm、孔数12ホール)より吐出させた。この紡出糸条を風温20℃、風速0.5m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度500m/分)にて引き取り、第1ゴデットロールと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度150dtex)。
【0115】
続いてこの未延伸糸を、第1加熱ロール60℃、第2加熱ロール160℃とし、第1−2加熱ロール間での延伸倍率を3.600倍、第2加熱ロール−冷ロール間でのリラックス率を0.98倍とし延伸を行い、600m/分で巻き取って、ポリアミド610繊維を得た。(1段延伸、延伸倍率3.600倍)。
【0116】
紡糸、延伸工程では、糸切れが発生することなく、操業性は極めて良好であった。
【0117】
紡糸、延伸により得られた繊維の特性は表3に示すとおりであり、極めて良好な引張強度、引張伸度、沸騰水収縮率、繊度変動値を有していた。また結節状態におけるタフネス低下も小さいものであった。また、乾湿引張強度比は高いものであり、湿潤下における繊維物性変化は小さいものであったが、乾熱処理後の強度保持率は非常に低く、高温下での繊維物性変化が著しく大きいものであった。
【0118】
延伸糸の毛羽数評価を行ったところ、毛羽の発生は全く見られず、延伸糸の品位は極めて優れたものであった。
【0119】
【表3】
【符号の説明】
【0120】
1: エクストルーダー
2: 計量ポンプ
3: 紡糸ブロック
4: 紡糸パック
5: 紡糸口金
6: 紡出糸条
7: 冷却装置
8: 給油装置
9: 交絡付与装置
10: 第1ゴデットロール
11: 第2ゴデットロール
12: 巻取機
13: 巻取糸(未延伸糸)
13 : 未延伸糸
14 : 供給ロール
15 : 第1加熱ロール
16 : 第2加熱ロール
17 : 第3加熱ロール(最終加熱ロール)
18 : 最終ロール(冷ロール)
19 : 延伸糸パーン
【技術分野】
【0001】
本発明は、ポリアミド410繊維およびそれからなる繊維構造体に関する。より詳しくは、引張強度、引張伸度、沸騰水収縮率、繊度変動値等、良好な繊維物性を有したポリアミド410繊維およびそれからなる繊維構造体に関する。
【背景技術】
【0002】
ナイロン6やナイロン66に代表されるポリアミド繊維は、良好な機械的特性、優れた耐摩耗性、優れた柔軟性などの特性をいかし、衣料用途(例えばストッキング、インナーウェア、水着、スキーウェアなどのスポーツ衣料)や自動車用資材、水産資材、産業資材など幅広い分野で用いられている。
【0003】
現在広く用いられているナイロン6やナイロン66は、一般的に吸水率が高く、吸水による物性変化や寸法変化が大きく、水中や高湿度環境下など特定の環境下では使用できないため、用途に制限を受けていた。一方、吸水率の低いポリアミド樹脂としては、ナイロン11(融点187℃)、ナイロン12(融点178℃)、ナイロン610(融点225℃)などが挙げられるが、これらの融点はナイロン6(融点220℃)と同等あるいはそれ以下であるため、高温環境下での用途においては制限を受けていた。
【0004】
ところで特許文献1、2には、テトラメチレンジアミンを構成成分とするポリアミド4N(N=7以上)樹脂が例示されている。該文献では、主としてポリアミド49、410、412樹脂の射出成形品が開示されている。また特許文献3では、セバシン酸を構成成分とするポリアミド繊維が例示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−94103号公報
【特許文献2】国際公開第2010/098335号
【特許文献3】特開2010−25518号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、これら特許文献1〜3のいずれにも実際にポリアミド410繊維を製造した具体例は開示されておらず、ポリアミド410樹脂を紡糸していかなる繊維が得られるかについては何ら開示もされていない。
【0007】
本発明の課題は、繊維物性に優れ、衣料用途、産業資材用途などにおいて好適に用いることができるポリアミド410繊維およびそれからなる繊維構造体を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは上記した課題を解決するために鋭意検討を行った結果、繊維物性や耐熱性等に優れたポリアミド410繊維を得ることに成功し、本発明を完成するに至った。
【0009】
すなわち本発明は、以下の構成を要旨とするものである。
【0010】
本発明における第1の発明は、テトラメチレンジアミンを主成分として含有する脂肪族アミンとセバシン酸を主成分として含有するカルボン酸とを重縮合して得られるポリアミド樹脂からなる繊維であって、引張強度が3〜10cN/dtex、引張伸度が15〜50%、沸騰水収縮率が3〜15%、繊度変動値(U%)が0.1〜3.0%であることを特徴とするポリアミド410繊維である。
【0011】
第2の発明は、引張強伸度値より求めたタフネスと結節強伸度値より求めたタフネスが、65≦[(結節時のタフネス)/(引張時のタフネス)]×100≦100を満たすことを特徴とする上記第1の発明に記載のポリアミド410繊維である。
【0012】
第3の発明は、上記第1〜2のいずれかの発明に記載のポリアミド410繊維を含有することを特徴とするポリアミド410繊維構造体である。
【発明の効果】
【0013】
本発明のポリアミド410繊維は、単に優れた引張強度、引張伸度、沸騰水収縮率、繊度変動値を有しているだけでなく、融点が高いため耐熱性も極めて良好である。また結節状態でのタフネス低下が小さいため、実用上の使用に十分耐えうる耐久性を有している。更には湿潤下や高温下でも繊維物性の低下が小さく、水中下や高温下といった過酷な環境下でも優れた耐久性を有しており、衣料用途、産業資材用途に好適に用いることができる。
【図面の簡単な説明】
【0014】
【図1】図1は、本発明のポリアミド410繊維の製造に用いる装置の一実施態様を示す図である。
【図2】図2は、本発明のポリアミド410繊維の製造に用いる装置の一実施態様を示す図である。
【発明を実施するための形態】
【0015】
以下、本発明のポリアミド410繊維およびそれからなる繊維構造体について詳細に説明する。
【0016】
本発明で用いるポリアミド410樹脂とは、テトラメチレンジアミンを主成分として含有する脂肪族アミンとセバシン酸を主成分として含有するカルボン酸とを重縮合して得られるものである。
【0017】
本発明で用いるポリアミド410樹脂は、繰り返し単位の90モル%以上がテトラメチレンセバカミド単位で構成されたポリアミド410を含有することが好ましい。本発明の効果を損なわない範囲において、例えば10モル%以下の他の共重合成分を含んでもよいが、テトラメチレンセバカミド単位を多く含んでなることで、得られる繊維の分子鎖の規則性が高まり、製糸工程で配向結晶化し易くなるため機械的特性や沸騰水収縮率、更には耐熱性に優れた繊維になるため好ましい。テトラメチレンセバカミド単位は、95モル%以上であることがより好ましく、98モル%以上であることが更に好ましい。
【0018】
本発明で用いるポリアミド410樹脂は、テトラメチレンジアミンやセバシン酸以外に、本発明の目的を損ない範囲で他の化合物を共重合されたものであってもよく、例えば下記の成分から誘導される構造単位を含んでいてもよい。例えばエチレンジアミン、1,3−ジアミノプロパン、1,5−ジアミノペンタン、1,6−ジアミノヘキサン、1,7−ジアミノヘプタン、1,8−ジアミノオクタン、1,9−ジアミノノナン、1,10−ジアミノデカン、1,11−ジアミノウンデカン、1,12−ジアミノドデカン、1,13−ジアミノトリデカン、1,14−ジアミノテトラデカン、1,15−ジアミノペンタデカン、1,16−ジアミノヘキサデカン、1,17−ジアミノヘプタデカン、1,18−ジアミノオクタデカン、1,19−ジアミノノナデカン、1,20−ジアミノエイコサン、2−メチル−1,5−ジアミノペンタンなどの脂肪族ジアミン、シクロヘキサンジアミン、ビス−(4−アミノシクロヘキシル)メタンのような脂環式ジアミン、キシリレンジアミンのような芳香族ジアミン、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸、パラアミノメチル安息香酸などのアミノ酸、ε−カプロラクタム、ω−ラウロラクタムなどのラクタム、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸のような脂肪族ジカルボン酸、シクロヘキサンジカルボン酸のような脂環式ジカルボン酸、フタル酸、イソフタル酸、テレフタル酸、ナフタレンジカルボン酸のような芳香族ジカルボン酸などが挙げられる。
【0019】
本発明で用いるポリアミド410樹脂は、分子量の指標である硫酸相対粘度が2.0〜5.0であることが好ましい。硫酸相対粘度が高い、すなわち分子量が高いほど、得られる繊維の強度が高まるため好ましい。これは高分子量であることで単位体積当たりに存在する分子鎖の末端(繊維の構造欠陥となり易い)の量が少なくなるだけでなく、分子鎖長が長いことで1本の分子鎖がより多くの分子鎖と相互作用(物理的絡み合い、水素結合、ファンデルワールス力など)することとなり、紡糸応力や延伸応力が均一に伝達されるため、繊維の製造工程において分子鎖が均一に配向されるためと考えられる。一方で硫酸相対粘度が適度な範囲であることで、適正な紡糸温度での溶融紡糸が可能となり、紡糸機内でのポリマーの熱分解が抑えられるため、製糸性が良好となり、繊維の着色や機械的特性の低下も抑えられるため好ましい。硫酸相対粘度は、より好ましくは2.2〜4.8であり、さらに好ましくは2.5〜4.5である。ここでいう硫酸相対粘度は、後述する方法により測定される値である。
【0020】
さらに本発明で用いるポリアミド410樹脂は、分子量分布の指標である分散度(Mw/Mn)が1.5〜3.0であることが好ましい。ここでMwとは重量平均分子量であり、Mnは数平均分子量であり、両者の比であるMw/Mnが小さいほど、分子量分布が狭いことを示している。上述のごとく硫酸相対粘度が高いことに加えて、Mw/Mnも3.0以下と分子量分布が狭い樹脂を用いることで、良好な繊維物性で沸騰水収縮率も小さい繊維となるため好ましい。これはMw/Mnが小さい、すなわち分子鎖長の分布が小さいことで、それぞれの分子鎖における、相互作用を及ぼしあう分子鎖の本数や、相互作用力(物理的絡み合い力、水素結合力、ファンデルワールス力など)が概ね等しくなるため、製糸工程において、それぞれの分子鎖が均等に紡糸応力、延伸応力が掛かり、結果として非晶相の分子鎖が均一に配向され、緻密性の高い配向結晶相が多く形成されるためと推定される。さらに分子鎖が均一に配向された効果によって、非晶相には結晶相同士を連結する非晶鎖(タイ分子)が多く存在しており、該タイ分子の分子鎖長も比較的等しいため、その多くは緊張状態で存在している(結晶相によって運動を拘束されている)ものと推定される。すなわち、緻密性の高い配向結晶相を多く含み、該結晶相は多くの緊張タイ分子によって連結されているため、これらが相乗効果的に作用して高強度であり、沸騰水収縮率が小さい、ポリアミド410繊維となるものと推定している。またMw/Mnが3.0以下では、溶融紡糸での繊維化の際、オリゴマー等の低分子量化合物や熱分解ガスの発生を抑制でき、紡糸性や製造環境を悪化することがない。Mw/Mnは2.8以下がより好ましく、2.6以下がさらに好ましい。Mw/Mnは小さいほど好ましいが、1.5以上であれば良い。
【0021】
本発明で用いるポリアミド410樹脂について、融点+20℃で30分溶融滞留させた後の硫酸相対粘度をB、滞留前の硫酸相対粘度をAとしたとき、B/A値が0.7〜1.5であることが好ましい。B/A値は溶融滞留安定性を示す指標であり、0.7未満の場合には、溶融紡糸時にポリアミド410樹脂が著しく熱分解し、得られる繊維が着色したり、繊維物性の低下を招いたり、溶融紡糸性が大きく低下してしまう。また、B/A値が1.5より大きい場合には、溶融滞留により増粘するため、滞留時に生成したゲル等異物により溶融紡糸性が大きく低下してしまう。B/A値は、0.8〜1.3であることがより好ましく、0.9〜1.2であることが更に好ましい。
【0022】
本発明で用いるポリアミド410樹脂は、耐熱性の指標となる融点が高いことが好ましい。融点は230℃以上であることが好ましく、240℃以上であることがより好ましい。
【0023】
また本発明で用いるポリアミド410樹脂には、本発明の目的を損なわない範囲で、要求される特性に応じて、他のポリアミド樹脂や他のポリマー類を含有させることができる。他のポリアミド樹脂として具体的には、ポリカプロアミド(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリテトラメチレンアジパミド(ナイロン46)、ポリペンタメチレンアジパミド(ナイロン56)、ポリペンタメチレンセバカミド(ナイロン510)、ポリヘキサメチレンセバカミド(ナイロン610)、ポリヘキサメチレンドデカミド(ナイロン612)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマー(ナイロン66/6T)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンイソフタルアミドコポリマー(ナイロン66/6T/6I)、ポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンイソフタルアミドコポリマー(ナイロン6T/6I)、ポリキシリレンアジパミド(ナイロンXD6)およびこれらの混合物ないし共重合体などが挙げられる。中でも好ましいものとしては、ナイロン6、ナイロン66、ナイロン610、ナイロン6/66コポリマー、ナイロン6/12コポリマーなどの例を挙げることができる。他のポリマー類として具体的には、ポリエチレン、ポリプロピレン、ポリエステル、ポリカーボネート、ポリフェニレンエーテル、ポリフェニレンスルフィド、液晶ポリマー、ポリスルホン、ポリエーテルスルホン、ABS樹脂、SAN樹脂、ポリスチレンなどが挙げられる。
【0024】
また本発明で用いるポリアミド410樹脂には、発明の目的を損なわない範囲で、他の成分、例えば酸化防止剤や耐熱安定剤(ヒンダードフェノール系、ヒドロキノン系、ホスファイト系およびこれらの置換体、ハロゲン化銅、ヨウ素化合物等)、耐候剤(レゾルシノール系、サリシレート系、ベンゾトリアゾール系、ベンゾフェノン系、ヒンダードアミン系等)、滑剤(脂肪族アルコール、脂肪族アミド、脂肪族ビスアミド、ビス尿素及びポリエチレンワックス等)、顔料(硫化カドミウム、フタロシアニン、カーボンブラック等)、染料(ニグロシン、アニリンブラック等)、可塑剤(p−オキシ安息香酸オクチル、N−ブチルベンゼンスルホンアミド等)、帯電防止剤(アルキルサルフェート型アニオン系帯電防止剤、4級アンモニウム塩型カチオン系帯電防止剤、ポリオキシエチレンソルビタンモノステアレートのような非イオン系帯電防止剤、ベタイン系両性帯電防止剤等)、難燃剤(メラミンシアヌレート、水酸化マグネシウム、水酸化アルミニウム等の水酸化物、ポリリン酸アンモニウム、ポリリン酸メラミン、ホスフィン酸金属塩などのリン系難燃剤、臭素化ポリスチレン、臭素化ポリフェニレンオキシド、臭素化ポリカーボネート、臭素化エポキシ樹脂あるいはこれらの臭素系難燃剤と三酸化アンチモンとの組み合わせ等)を任意の時点で添加することができる。
【0025】
本発明で用いるポリアミド410樹脂の製造方法としては、テトラメチレンジアミンとセバシン酸、またはその塩を、加熱して低次縮合物を合成する工程を経て、固相重合または溶融高重合化する方法が挙げられる。この方法は、低次縮合物を一旦取り出して、固相重合または溶融高重合度化する2段重合法、低次縮合物の製造工程に続いて、同一反応容器内で固相重合または溶融重合する1段重合法のどちらを用いてもよい。
【0026】
溶融重合により得られたポリアミド410樹脂は、固相重合により得られたポリアミド410樹脂と比較して分子量分布(Mw/Mn)が狭く、相対的に低分子量成分の含有量が少なくなるため、繊維の引張強度や引張伸度等の機械的性質が向上するのでより好ましい。なお低次縮合物とは硫酸相対粘度が1.05〜1.90のポリアミド410樹脂と定義する。また加熱重縮合とは、製造時のポリアミド410樹脂の最高到達温度を180℃以上に上昇させる製造プロセスと定義する。固相重合とは100℃から融点の温度範囲で、減圧下あるいは不活性ガス中で加熱する工程、溶融高重合度化とは常圧または減圧下で融点以上に加熱する工程を示す。
【0027】
本発明で使用するポリアミド410樹脂を製造する際には、テトラメチレンジアミン、およびその環化反応により生成するピロリジンが揮発したり、ピロリジンが末端封鎖剤となったりするなどの理由で、重合の進行に伴い、重合系内では全カルボキシル基量に対する全アミノ基量が少なくなり、重合速度が遅延する傾向がある。本発明では、テトラメチレンジアミンの揮発を抑制するためには、重合系内の圧力が高い方が好ましいが、反面、縮合水の揮発が抑制されると、テトラメチレンジアミンの環化反応が促進される傾向にあるため、本発明では重合系内の最高圧力を0.1〜2.5MPaとすることが好ましい。より好ましくは0.2〜2.0MPa、さらに好ましくは0.2〜1.5MPa、最も好ましくは0.3〜1.0MPaである。圧力が0.1MPa未満の場合には、テトラメチレンジアミンの揮発を十分に抑制することができず、アミノ基、カルボキシル基の等モル性が大きく崩れる傾向がある。また、圧力が2.5MPaを越える場合には、重縮合による水の脱離が抑制され、重合度が上昇しにくい傾向がある。縮合反応の進行により、縮合水が生成し、系内の圧力は上昇するので、重合開始時の圧力はゼロでもよいが、テトラメチレンジアミンの揮発を最小限に抑制する場合には、原料にあらかじめ水を添加する方法、重合開始時にあらかじめ不活性ガスで加圧する方法などにより、系内の圧力が高くなるよう調整することができる。
【0028】
また、原料を仕込む段階で、あらかじめ特定量のテトラメチレンジアミンを過剰に添加して、重合系内のアミノ基量を制御することが、高分子量のポリアミド410樹脂を得るためには好ましい。原料として使用するテトラメチレンジアミンのモル数をa、セバシン酸のモル数をbとしたとき、その比a/bが1.005〜1.07となるように原料組成比を調整することが好ましく、1.01〜1.06となるように原料組成比を調整することがより好ましい。a/bが1.005未満の場合には、重合系内の全アミノ基量が、全カルボキシル基量よりも極めて少なくなり、高分子量のポリマーが得られにくい傾向がある。一方、a/bが1.07より大きい場合には、重合系内の全カルボキシル基量が、全アミノ基量よりも極めて少なくなり、高分子量のポリマーが得られにくい傾向がある。更にジアミン成分の揮散量も増加し、生産性、環境の点からも好ましくない。
【0029】
本発明で使用するポリアミド410樹脂の加熱重縮合においては、テトラメチレンジアミンの揮発や、脱アンモニア反応による環化の抑制に加え、着色を防止するためには、重合工程全体でポリマーが受ける熱履歴を極力小さくすることが重要であり、その手段として、重合系内の最高到達温度を低くすることが有効である。本発明で、低次縮合物を溶融高重合度化する場合には、重合系内の最高到達温度は、ポリアミド樹脂の融点以上285℃以下にすることが好ましく、より好ましくは融点以上、融点+30℃以下である。285℃より高い温度の場合には、テトラメチレンジアミンの揮発や環化が促進される上、得られるポリアミド410樹脂が着色する傾向がある。なお、固相で高重合度化する場合には、減圧下、または不活性ガス雰囲気下で融点−40℃以上、融点未満で固相重合することが好ましい。
【0030】
本発明のポリアミド410繊維の引張強度は3〜10cN/dtexである。引張強度が3cN/dtex以上であれば、製織や製編など高次加工工程の通過性や取扱性が良好となり、また例えば製織工程における織張力を高めても毛羽が発生し難く、高密度な織物を工程通過性良く得ることができるため好ましい。引張強度は3.5cN/dtex以上であることがより好ましく、4.0cN/dtex以上であることがさらに好ましい。なお強度は高いほど好ましいが、あまりに高強度な繊維を製造しようとすると、紡糸工程あるいは延伸工程において糸切れや毛羽が発生し易くなる傾向にある。したがって引張強度は9.5cN/dtex以下であることがより好ましく、9.0cN/dtex以下であることがさらに好ましい。
【0031】
本発明のポリアミド410繊維の引張伸度は15〜50%である。引張伸度を15%以上とすることで、紡糸や延伸工程において毛羽の発生を抑制することができ、また紡糸・延伸工程以降である撚糸、整経、製織、製編工程等の工程通過性が向上する。また低応力下での繊維の変形を抑制し、また製織時の緯ひけなどによる最終製品の染色欠点を防止するためには50%以下であることが好ましい。引張伸度は17〜48%であることがより好ましく、20〜45%であることが更に好ましい。
【0032】
本発明のポリアミド410繊維の沸騰水収縮率は3〜15%である。沸騰水収縮率が15%以下とすることで、沸騰水での処理中において分子鎖の配向度が極端に低下することがなく、処理後においても強度の低下がないため好ましい。また織物を熱収縮させる加工で繊維を十分に収縮せしめることができるため、柔軟な織物が得られるため好ましい。一方、沸騰水収縮率が3%以上であることにより、織物を熱収縮せしめることによって織り密度を高めることができ、製織工程における織り張力を適度な範囲に抑えて高密度な織物を製造できるため好ましい。これにより高密度織物の製造において必ずしも高張力下で製織する必要が無くなるため、製織工程での毛羽やヒケの発生が抑えられ、欠点の少ない織物を工程通過性良く製造することができる。
【0033】
本発明のポリアミド410繊維の繊度変動値(U%:Normalモード)は0.1〜3.0%である。繊度変動値(U%)は繊維長手方向における太さ斑の指標であり、ツェルベガーウースター社製ウースターテスターにより求めることができる。繊度変動値(U%)が小さいほど、繊維の長手方向における太さ斑が小さいことを指し、3.0%以下であれば、繊維長手方向の均一性が優れており、整経工程や製織、製編工程等で、加工張力の変動を抑制することができるため、毛羽や糸切れが発生しにくく、また染色を行っても、部分的に強い染め斑、染め筋などの欠点が発生せず、高品位な布帛となる。繊度変動値(U%)は小さい程よく、より好ましくは2.5%以下、更に好ましくは2.0%以下である。一方下限値については、0.1%未満の繊維を得ることは現実的に困難である。
【0034】
本発明のポリアミド410繊維は、タフネスが良好であるだけでなく、結節状態でもタフネスの低下が抑制される特性を有する点で好ましいものである。好ましい態様においては、引張強伸度値および結節強伸度値より求めたタフネスが下記式(1)を満たすことも可能である。
式(1) 65≦[(結節時のタフネス)/(引張時のタフネス)]×100≦100
【0035】
タフネスとは、繊維が切れるときのエネルギーを簡易的に示すものである。タフネスが高ければ繊維が切れにくいということになり、タフネスは強度[cN/dtex]と伸度[%]の平方根の積(すなわち、強度×伸度の0.5乗)で表される。結節状態における試験では、単純な引張試験と異なり、引張、圧縮、屈曲、ねじれの要素が複雑に絡み合い、この測定で得られる強度(結節強度)、伸度(結節伸度)は実用的に重要な項目であり、特に結節強度は繊維の「脆さ」を表す指標である。上記式(1)の値が65%以上であれば、繊維の脆性は低く、実用上の使用に十分耐えうる耐久性を有している。式(1)の値は、高ければ高いほど好ましいが、70%以上であることがより好ましく、75%以上であることが更に好ましい。
【0036】
本発明のポリアミド410繊維は、湿潤時の引張強度低下が抑制される特性を有する点で好ましいものである。好ましい態様においては、乾湿引張強度比を90%以上とすることも可能である。乾湿引張強度比[%]とは、{(湿潤引張強度比)/(引張強度比)}×100より求められる値である。この数字が高ければ高いほど、湿潤下における強度低下が小さいことを示す。90%以上である場合、水中や高湿度環境下でも強度低下が十分に抑制され、製品に優れた耐久性を付与することが可能となる。乾湿引張強度比は、好ましくは93%以上、より好ましくは95%以上である。なお上記でいう湿潤時とは、JIS L1013(1999)8.5.2項の湿潤時試験に準じて行い、測定に供する繊維サンプル(長さ40cm、測定回数分に相当する本数)を容器(ステンレスバット)に入れ、水(温度20±2℃)1リットル中に60分浸漬して、繊維サンプルを十分に湿潤させた状態を意味する。
【0037】
本発明のポリアミド410繊維は、乾熱処理後も引張強度低下が抑制される特性を有する点で好ましいものである。好ましい態様においては、乾熱処理後の強度保持率を45%以上とすることも可能である。乾熱処理後の強度保持率[%]とは、 [(180℃乾熱処理後の引張強度)/(処理前の引張強度)]×100より求められる値である。この数字が高ければ高いほど、高温下における強度低下率が小さいことを示す。既存のポリアミド66繊維の強度保持率が約40%であることから、強度保持率45%以上である場合、高温下においても製品に優れた高温耐久性を付与することが可能となる。乾熱処理後の強度保持率は、好ましくは50%以上、より好ましくは55%以上である。なお、ここでいう乾熱処理とは、1m/周の検尺機を用いて巻数10回で作成したカセを、温度20℃、相対湿度65%の環境中で24時間以上保管した後、温度180℃で15分間、熱風乾燥機で熱処理することを意味する。
【0038】
本発明のポリアミド410繊維の総繊度は、衣料用途、産業資材用途での目的用途に応じて任意に設定することができるが、20〜600dtexであることが好ましい。総繊度を600dtex以下であることにより、高密度な織物としても薄地で柔軟性の高い織物となる。一方で、総繊度が20dtex以上であることで、実用上の使用に十分に耐えうるため好ましい。総繊度は25〜550dtexであることがより好ましく、30〜500dtexであることがさらに好ましい。
【0039】
本発明のポリアミド410繊維の単繊維の繊度については、必要特性に応じて任意に設定することができるが、0.1〜20.0dtexであることが好ましい。単繊維の繊度については細ければ細いほど、単繊維の曲げ剛性が下がるため、繊維(マルチフィラメント)の曲げ剛性が下がり、結果として、織編物も柔軟性が高まるため、20.0dtex以下とすることが好ましい。一方、単繊維の繊度が0.1dtex以上であることにより、製糸工程において毛羽の発生を抑えて高倍率延伸を施すことが可能となるため、高強度であり、かつ沸騰水処理においても収縮し難い繊維となるため好ましい。単繊維の繊度は、0.5〜15.0dtexであることがより好ましく、1.0〜10.0dtexであることがさらに好ましい。
【0040】
なお本発明のポリアミド410繊維のフィラメント数は、上記の総繊度、単繊維繊度となる範囲で目的用途に応じて選択すればよいが、5〜1000の範囲であることが好ましい。
【0041】
本発明のポリアミド410繊維の断面形状については、必要特性に応じて任意に設定することができるが、代表的には実質的に凹凸のない真円形状、楕円形状などが採用できる。また三葉、四葉、五葉、六葉、八葉などの多角形断面や、扁平断面、繊維内部に1個のあるいは複数の中空部を有する中空断面等の各種異形断面形状を採用することもできる。
【0042】
次に本発明のポリアミド410繊維の製糸方法について説明する。
【0043】
上記の如く製造したポリアミド410樹脂を用い、特定の紡糸方法で未延伸糸を得、次に延伸を施すことで本発明のポリアミド410繊維を得ることができる。
【0044】
本発明では、溶融紡糸を行う前に、このポリアミド410樹脂を加熱乾燥して水分率を1000ppm以下にしてから溶融紡糸に供することが好ましい。ところで通常のポリアミド66樹脂では過度に水分率が低いと溶融貯留におけるゲル化が誘発されて、糸切れを招く傾向にあるが、ポリアミド410樹脂ではゲル化は起こり難く、溶融貯留での熱劣化を抑えるために水分率は低いほど好ましい。水分率は600ppm以下がより好ましく、400ppm以下がさらに好ましい。ポリアミド410樹脂がポリアミド66樹脂と比べて溶融貯留時にゲル化し難い理由は定かではないが、アミノ末端基が結合するメチレン鎖の炭素数が短いことが原因と考えられる。つまりポリアミド66樹脂においてはアミノ末端基が炭素数6のメチレン鎖に結合しているため、アミノ末端近傍の分子鎖が還化し易く、熱分解すると還化物が遊離してゲル化を誘発するのに対し、ポリアミド410樹脂では、メチレン鎖の炭素数が4であるため、立体障害によって還化し難く、ゲル化が殆ど起こらないものと推定している。
【0045】
次に、乾燥したペレットを紡糸工程にて繊維化する。図1、2は、本発明のポリアミド410繊維の製造に用いる装置の一実施態様を示す図である。ポリアミド410樹脂をエクストルーダー1にて溶融し、計量ポンプ2で計量した後、紡糸ブロック3に内蔵された紡糸パック4に送り、パック内でポリマーを濾過した後、紡糸口金5から紡出して紡出糸条6を得る。紡出された紡出糸条6は冷却装置7によって一旦冷却、固化された後、給油装置8で油剤を付与され、その後、第1ゴデットロール10に引き取られ、第2ゴデットロール11を介して、巻取機12で巻き取られ、巻取糸(未延伸糸)13を得ることができる。なお繊維を、例えば第1ゴデットロール10の上方や第1ゴデットロール10と第2ゴデットロール11の間など巻取前の任意の段階で交絡付与装置9を用いて交絡処理を施してもよい。交絡処理の回数、処理圧力は、繊維のCF値が3〜30となるように調整すればよい。
【0046】
その後、未延伸糸13を例えば図2のような構成を有する延伸機を用いて、総合延伸倍率が2.0〜5.0倍の範囲で延伸を行う。すなわち、未延伸糸13は供給ロール14を介した後、所定温度に設定された第1加熱ロール15上で加熱され、所定温度に設定された第2加熱ロール16との速度比を利用して延伸される(延伸:1段目)。続いて、第2加熱ロール16と所定温度に設定された第3加熱ロール(最終加熱ロール)17との速度比を利用して延伸される(延伸:2段目)。第3加熱ロール(最終加熱ロール)17を出た繊維は、非加熱の最終ロール(冷ロール)18を介して、延伸糸パーン19として巻き取られる。このように延伸を2段で行った場合、最終加熱ロールは第3加熱ロール(最終加熱ロール)17となる。また、延伸を第1加熱ロールと第2加熱ロール間の1段しか実施しない場合、第3加熱ロールは使用しないため、最終加熱ロールは第2加熱ロールとなる。また延伸を3段以上で行う場合は、最終ロール(冷ロール)前の加熱ロールが最終加熱ロールとなる。なお延伸段数は1段でもまた2段以上の多段で延伸を行っても良く、目的用途に応じて適宜選択すればよい。
【0047】
溶融紡糸における紡糸温度は260〜320℃であることが好ましい。紡糸温度を320℃以下とすることで、ポリアミド410樹脂の熱分解を抑制できるため好ましい。より好ましくは310℃以下であり、さらに好ましくは300℃以下である。一方で紡糸温度を260℃以上とすることでポリアミド410樹脂が十分な溶融流動性を示し、吐出孔間の吐出量が均一化され、高倍率延伸が可能となり、また曳糸性も向上するため好ましい。紡糸温度は270℃以上がより好ましく、280℃以上がさらに好ましい。ここで紡糸温度とは紡糸ブロック3の温度をいう。
【0048】
紡糸口金における吐出孔の形状は製造する繊維を構成する単繊維の断面形状に応じて選択すれば良いが、例えば丸断面糸の場合、単繊維間で均一にポリマーを吐出するためには孔径は0.1〜1.0mm、孔長は0.2〜5.0mmの範囲で選択することが好ましい。また紡糸口金を複数枚の構成として、1枚目の口金でポリマーの計量性を高めるなどの手段を講じることもできる。
【0049】
紡出糸を冷却する方法としては冷却風にて固化させる方法が好ましい。冷却風の風速は0.3〜1m/秒であることが好ましく、この範囲の風速であれば、糸条の冷却斑や糸揺れ等が発生せず、繊度変動値は良好となる。また製糸性も良好となる。
【0050】
冷却開始距離は口金面から3〜30cmであることが好ましい。冷却開始距離が長いほど、繊維の強度が高まるため好ましいが、一方で過度に長くなると繊維の冷却が不均一となって、繊度変動値(U%)の悪化を招く。冷却開始距離は5〜20cmであることがより好ましい。なお冷却開始距離は、口金面から冷却装置の冷却風吹き出し部(最上部)までの距離を指す。
【0051】
また口金面から冷却開始点までの間に加熱筒を配して紡出糸を再加熱した後、冷却風にて冷却を行ってもよい。加熱筒で再加熱することで高温域での細化が誘発され、より均一な配向形成が起こるため好ましく、加熱筒の温度が(紡糸温度+20)℃〜(紡糸温度+100)℃であれば紡出糸の再加熱が効率的に行え、かつ紡出糸の熱分解も抑えられるため好ましい。
【0052】
紡糸油剤はストレートで糸条に付着させてもよいが、より均一に付着させるために水に1〜50重量%、好ましくは5〜30重量%分散させて水エマルジョン油剤として繊維に付着させることが好ましい。この範囲内で紡糸油剤を付着させることで、給油装置やガイド等との擦過抵抗を抑制できるため、得られる繊維の強度低下や毛羽の発生を抑制できるだけでなく、曳糸性が飛躍的に向上する。
【0053】
そして油剤を付着せしめた紡出糸を引き取ることで未延伸糸が得られるが、このときの引取速度を300〜2000m/分とすることが好ましい。引取速度が300m/分以上であることで紡糸張力が適度に高まって紡出糸の糸揺れが軽減されるため好ましい。一方で引取速度を適度な範囲とすることで高倍率での延伸が可能となり、強度の高い繊維となるため好ましい。引取速度は500〜1500m/分がより好ましく、700〜1200m/分がさらに好ましい。
【0054】
延伸工程では得られる繊維の伸度が15〜50%となるように延伸を施す。延伸倍率は2.0〜5.0倍の範囲で選択すればよい。延伸倍率を2.0倍以上とすることで、引張強度が十分に高くなり、繊度変動値の悪化もなく、安定した延伸が可能となる。また延伸倍率を5.0倍以下とすることで、得られる繊維の引張伸度の低下や毛羽の発生を抑制でき、安定した延伸が可能となる。なお延伸倍率とは、第1加熱ロールから最終加熱ロール間での倍率(すなわち延伸倍率は、最終加熱ロール速度/第1加熱ロール速度比)を指す。延伸段数は1段でもまた2段以上の多段で延伸を行っても良く、目的用途に応じて適宜選択すればよい。また加熱ロールの温度は、30〜240℃とし、特に最終加熱ロールの温度は150〜240℃であることが好ましい。最終加熱ロールの温度を150℃以上とすることで、配向された非晶部の分子運動性を高め、効果的に分子配向の再構築を行うことができる。また240℃以下にすることで、加熱ロール上での繊維の融着が発生しないため、延伸性が低下せず、また過度な分子運動性を抑制し繊維の糸長手方向の分子配向斑を抑制することができる。
【0055】
延伸を施した後、最終加熱ロールと最終ロール(冷ロール)との間の速度比によって、リラックス処理されることが好ましい。リラックス処理とは最終ロール速度/最終加熱ロール速度で定義されるリラックス倍率が1.00未満の場合を指し、リラックス倍率は0.85〜0.99倍であることが好ましい。リラックス倍率が0.99倍以下であることで、延伸工程で非晶鎖に加わった不均一な歪みが平均化され、非晶鎖が安定化するため、得られる繊維の沸騰水収縮率が低くなるため好ましい。より好ましくは0.97倍以下である。リラックス倍率は低いほど好ましいが、リラックス倍率を0.85以上とすることで、ロール間で適度な糸張力が発現し、工程通過性も良好となるため好ましい。より好ましくは0.87以上である。
【0056】
本発明のポリアミド410繊維は、単に優れた引張強度、引張伸度、沸騰水収縮率、繊度変動値を有しているだけでなく、耐熱性も極めて良好である。また結節状態でのタフネス低下が小さいため、実用上の使用に十分耐えうる耐久性を有している。更には湿潤下や高温下でも繊維物性の低下が、既存のポリアミド繊維と比べて小さく、水中や高温といった過酷な環境下でも優れた耐久性を有するため、多種多様な繊維構造体として用いることがでる。例えば布帛(織物、編物、不織布、パイル布帛など)や紐状物(ディップコード、ロープ、テープ、漁網、組紐など)とすることができ、産業資材用途や衣料用途に幅広く好適に用いられる。また例えば、自動車、航空機等の車両内外装材や安全部品を構成する繊維構造体(エアバッグ、ゴム補強繊維、シートベルト、シート、マット等)として好適に用いられる。また漁網、ロープ、安全ベルト、スリング、ターポリン、テント、鞄地、組紐、養生シート、帆布、縫糸等、農業用の防草シート、建築資材用の防水シート等、産業用途に好適である。また、例えばアウトドアウェア、スポーツウェアなどの強度や耐摩耗性が要求される衣料用途においても好適に用いられる。
【0057】
繊維構造体にはポリアミド410繊維以外の繊維を含んでいてもよいが、繊維構造体を形成する際にはポリアミド410繊維を主要な構成成分として形成することが、繊維構造体にポリアミド410繊維の特性を付与できる点で好ましい。すなわちポリアミド410繊維のみを用いて繊維構造体とするか、あるいは繊維構造体が複数種の繊維より構成される場合は、繊維構造体を構成する複数の繊維の中でもポリアミド410繊維の優れた特性を活かすために、ポリアミド410繊維の混率を50重量%以上含んでなることが好ましく、70重量%以上がより好ましく、90重量%以上がさらに好ましい。
【0058】
複数種の繊維よりなる繊維構造体の例として、ストレッチ性を持たせるためにポリウレタン等の弾性繊維と混合した布帛や、ポリアミド410繊維を経糸または緯糸のみに用いた織物、さらには綿、絹、麻、羊毛等の天然繊維、ビスコースレーヨン、キュプラレーヨンなどの再生繊維、セルロースアセテート等の半合成繊維、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ナイロン、アクリル、ビニロン、ポリオレフィン、ポリウレタン等の合成繊維と合撚、複合加工する方法などが挙げられる。
【実施例】
【0059】
以下、本発明を実施例を用いて詳細に説明する。なお実施例中の測定方法は以下の方法を用いた。
【0060】
A.硫酸相対粘度
98%硫酸中、濃度0.01g/ml条件でオストワルド型粘度計を用いて25℃での流下時間(T1)を測定した。引き続き濃度98重量%の硫酸のみの流下時間(T2)を測定した。T2に対するT1の比、すなわちT1/T2を硫酸相対粘度とした。測定回数は3回であり、その平均値を硫酸相対粘度とした。
【0061】
B.溶融滞留安定性評価(B/A)
窒素雰囲気下、融点+20℃の温度で、30分間保持して得られた試料の硫酸相対粘度(B)と試験前の硫酸相対粘度(A)を用いて求めた。測定回数は3回であり、その平均値をB/Aとした。
【0062】
C.Mw/Mn
ゲルパーミエーションクロマトグラフィー(GPC)を用い、ポリアミド410樹脂2.5mgをヘキサフルオロイソプロパノール(0.005N−トリフルオロ酢酸ナトリウム添加)4mlに溶解し、0.45μmのフィルターでろ過して得られた溶液を測定に用い、重量平均分子量Mw、数平均分子量Mnを測定し、Mw/Mnを算出した。測定回数は3回であり、その平均値をMw/Mnとした。測定条件は以下のとおりである。
GPC装置:Waters515(Waters社製)
カラム :Shodex HFIP−806M(2本連結)+HFIP−LG
溶媒 :ヘキサフルオロイソプロパノール(0.005N−トリフルオロ酢酸ナトリウム添加)
温度 :30℃
流速 :0.5ml/分
注入量 :0.1ml
検出器 :示差屈折計 Waters 410(Waters社製)
分子量校正:ポリメチルメタクリレート。
【0063】
D.融点
パーキンエルマー社製示差走査型熱量計DSC−7型を用いて融点を測定した。すなわち試料10mgを昇温速度16℃/分にて280℃まで昇温し、昇温後、5分間保持する。その後、試料を急冷し室温まで降温した後、再び昇温速度16℃/分にて280℃まで昇温した。再度昇温して得た示差熱量曲線において吸熱側に極値を示すピークを融解ピークと判断し、極値を与える温度を融点(℃)とした。なお複数の極値が存在する場合は高温側の極値を融点とした。測定回数は3回であり、その平均値を融点とした。
【0064】
E.水分率
カールフィッシャー電量滴定法水分計(平沼産業株式会社製微量水分測定装置AQ−2000、および同社製水分気化装置EV−200)を用いた。サンプル約0.5gを用いて、水分気化温度180℃にて乾燥窒素ガスを流して、水分率を測定した。測定回数は3回であり、その平均値を水分率とした。
【0065】
F.繊度
1m/周の検尺機を用いて全長100mのかせを採取し、該かせの重量を測定して100倍することで繊度[dtex]を求めた。測定回数は3回であり、その平均値を繊度とした。
【0066】
G.引張強度および引張伸度
JIS L1013 (1999)、8.5項の引張強さ及び伸び率、8.5.1標準時試験の測定方法に準じ、島津製作所製オートグラフAG−50NISMS形を用いて測定した。つかみ間隔は200mm、引張速度は200mm/分として荷重−伸長曲線を求めた。次に最大点を示す荷重値を繊度で除してそれを引張強度とし、最大点荷重時の伸びを初期試料長で除して引張伸度とし、測定を10回行い、その平均値を引張強度および引張伸度とした。なお、測定環境は温度20℃、相対湿度65%で実施した。
【0067】
H.結節強度および結節伸度
JIS L1013 (1999)、8.6項の結節強さ、8.6.1標準時試験の測定方法に準じ、島津製作所製オートグラフAG−50NISMS形を用いて測定した。つかみ間隔は200mm、引張速度は200mm/分として荷重−伸長曲線を求めた。次に最大点を示す荷重値を繊度で除してそれを結節強度とし、最大点荷重時の伸びを初期試料長で除して結節伸度とし、測定を10回行い、その平均値を結節強度および結節伸度とした。なお、測定環境は温度20℃、相対湿度65%で実施した。
【0068】
I.(結節時のタフネス)/(引張時のタフネス)×100値
上記G項、H項で得られた引張強度・伸度、結節強度・伸度を用いて、下式により算出した。
[{(結節強度)×(結節伸度)1/2}/{(引張強度)×(引張伸度)1/2}]×100
【0069】
J.乾湿引張強度比
JIS L1013 (1999)、8.5項の引張強さ及び伸び率、8.5.2湿潤時試験の測定方法に準じ、島津製作所製オートグラフAG−50NISMS形を用いて測定した。測定に供する繊維サンプル(長さ40cm、測定回数分に相当する本数)を容器(ステンレスバット)に入れ、水(温度20±2℃)1リットル中に60分浸漬して、繊維サンプルを十分に湿潤させた。その後、つかみ間隔は200mm、引張速度は200mm/分として荷重−伸長曲線を求めた。次に最大点を示す荷重値を繊度で除してそれを湿潤引張強度とし、測定を10回行い、その平均値を湿潤引張強度とした。なお、測定環境は温度20℃、相対湿度65%で実施した。この湿潤引張強度と上記G項により得られた引張強度を用いて、下式により、乾湿引張強度比を算出した。
乾湿引張強度比[%]={(湿潤引張強度比)/(引張強度比)}×100
【0070】
K.沸騰水収縮率
温度20℃、相対湿度65%の環境中で、1m/周の検尺機を用いてカセ(巻数10回)を作成し、24時間以上保管した。その後、該環境下にて原長L0を測定し、次いで沸騰(98℃)した水にて無重下で15分間処理し、処理したカセを一昼夜風乾後、L1を測定して、次式にて沸騰水収縮率を求めた。測定回数は3回であり、その平均値を沸騰水収縮率とした。
沸騰水収縮率[%]=[(L0−L1)/L0)]×100
L0:試料をカセ取りし、初荷重0.09cN/dtex下で測定した原長
L1:L0を測定したカセを荷重フリーの状態で沸騰水中で15分間処理し、一昼夜風乾後、初荷重0.09cN/dtex下でのカセの長さ。
【0071】
L.繊度変動値(U%)
U%測定は、ツェルベガーウースター社製ウースターテスター4−CXにより、下記条件にて測定して求めた。なお測定回数は5回であり、その平均値をU%とした。
測定速度 :200m/分
測定時間 :2.5分
測定繊維長:500m
撚り :S撚り、12000/m
【0072】
M.乾熱処理後の強度保持率
温度20℃、相対湿度65%の環境中で、1m/周の検尺機を用いてカセ(巻数10回)を作成し、24時間以上保管し、その後、180℃に設定した熱風乾燥機にて無荷重で15分間、乾熱処理した。その後、処理後のカセの繊度および引張強伸度値を以下の方法で求めた。なお引張強伸度測定の測定回数は10回であり、その平均値を乾熱処理後の強度とした。
処理後のカセの繊度:1mあたりの重量を測定し、その値を10000倍した値を繊度とした。
引張強伸度:G項と同様の方法で測定
【0073】
得られた特性値から、乾熱処理後の強度保持率を下式を用いて算出した。
強度保持率[%]=[(180℃乾熱処理後の引張強度)/(処理前の引張強度)]×100
【0074】
N.延伸糸の毛羽数評価
東レ(株)製毛羽 テスター(DT−104型)を使用し、1万m当たりの毛羽数を測定した。
○:毛羽数が0個。
△:毛羽数が1〜2個。
×:毛羽数が3個以上。
【0075】
O.紡糸性の評価
ポリマー3kgを溶融紡糸した際、糸切れ回数により3段階評価を行った。
○:糸切れが発生しなかった。
△:糸切れが1〜2回発生した。
×:糸切れが3回以上発生した。
【0076】
P.延伸性の評価
延伸糸を100g作成したときに発生した糸切れ回数により3段階評価を行った。
○:糸切れが発生しなかった。
△:糸切れが1〜2回発生した。
×:糸切れが3回以上発生した。
【0077】
参考例1 ナイロン410塩の作成
エタノール150重量部にセバシン酸(東京化成)15重量部を添加し、60℃のウォーターバスに浸漬して溶解させた。ここにあらかじめ調製したテトラメチレンジアミン(関東化学)6.54重量部をエタノール80重量部に溶解した溶液を1時間かけて滴下した。3時間攪拌を続けた後、静置下で室温に放置し、析出した塩を沈降させた。その後、ろ過、エタノール洗浄を行い、50℃で24時間真空乾燥して、ナイロン410塩を得た。
【0078】
実施例1
参考例1で作成したナイロン410塩10重量部、テトラエチレンジアミン10重量%水溶液0.612重量部を試験管に入れ、圧力容器に仕込んで窒素置換した後、窒素で缶内圧力を0.59MPaに加圧した。この密閉した圧力容器を、ヒーター温度235℃に設定して加熱を開始した。5時間後に缶内温度は191℃、缶内圧力は1.10MPaに到達した。続いてヒーター設定温度を270℃に変更し、放圧を開始して、水を留出させながら、2時間かけて缶内圧力をゼロにした。このとき缶内温度は230℃であった。さらに窒素フロー下で2時間保持することにより、缶内温度は254℃に到達した。圧力容器を室温に冷却し、固形分をフリーザーミルで粉砕し、ナイロン410樹脂(硫酸相対粘度3.50)を得た。
【0079】
このナイロン410樹脂を105℃で12時間真空乾燥した後(乾燥後の水分率220ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度290℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.5m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度750m/分)にて引き取り、第1ゴデットロールと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度350dtex)。
【0080】
続いてこの未延伸糸を、第1加熱ロール40℃、第2加熱ロール150℃、第3加熱ロール220℃とし、第1−2加熱ロール間での延伸倍率を1.824倍、第2−3加熱ロール間での延伸倍率を2.000倍、第3加熱ロール−冷ロール間でのリラックス率を0.93倍として延伸を行い、500m/分で巻き取ってポリアミド410繊維を得た(2段延伸、延伸倍率3.648倍)。
【0081】
紡糸、延伸工程では、糸切れが発生することなく、操業性は極めて良好であった。
【0082】
紡糸、延伸により得られた繊維の特性は表1に示すとおりであり、極めて良好な引張強度、引張伸度、沸騰水収縮率、繊度変動値を有しており、また結節状態におけるタフネスも極めて良好であった。更には乾湿引張強度比および乾熱処理後の強度保持率も極めて高く、湿潤下および高温下での繊維物性変化が小さいものであった。
【0083】
延伸糸の毛羽数評価を行ったところ、毛羽の発生は全く見られず、延伸糸の品位は極めて優れたものであった。
【0084】
実施例2
参考例1で作成したナイロン410塩10重量部、テトラエチレンジアミン10重量%水溶液0.304重量部を試験管に入れ、圧力容器に仕込んで窒素置換した後、窒素で缶内圧力を0.59MPaに加圧した。この密閉した圧力容器を、ヒーター温度275℃に設定して加熱を開始した。3時間後に缶内温度は211℃、缶内圧力は1.09MPaに到達した。続いてヒーター設定温度を295℃に変更し、放圧を開始して、水を留出させながら、1時間10分かけて缶内圧力をゼロにした。このとき缶内温度は258℃であった。さらに窒素フロー下で2時間30分保持することにより、缶内温度は280℃に到達した。圧力容器を室温に冷却し、固形分をフリーザーミルで粉砕し、ナイロン410樹脂(硫酸相対粘度2.64)を得た。
【0085】
このナイロン410樹脂を105℃で12時間真空乾燥した後(乾燥後の水分率280ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度285℃で紡糸口金(吐出孔直径0.23mm、孔長0.30mm、孔数12ホール)より吐出させた。この紡出糸条を風温20℃、風速0.6m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度600m/分)にて引き取り、第1ゴデットロールと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度145dtex)。
【0086】
続いてこの未延伸糸を、第1加熱ロール45℃、第2加熱ロール200℃とし、第1−2加熱ロール間での延伸倍率を2.950倍、第2加熱ロール−冷ロール間でのリラックス率を0.98倍として延伸を行い、600m/分で巻き取って、ポリアミド410繊維を得た。(1段延伸、延伸倍率2.950倍)。
【0087】
紡糸、延伸工程では、糸切れが発生することなく、操業性は極めて良好であった。
紡糸、延伸により得られた繊維の特性は表1に示すとおりであり、極めて良好な引張強度、引張伸度、沸騰水収縮率、繊度変動値を有しており、また結節状態におけるタフネスも極めて良好であった。更には乾湿引張強度比および乾熱処理後の強度保持率も極めて高く、湿潤下および高温下での繊維物性変化が小さいものであった。
【0088】
延伸糸の毛羽数評価を行ったところ、毛羽の発生は全く見られず、延伸糸の品位は極めて優れたものであった。
【0089】
実施例3
実施例2で得たポリアミド410樹脂(硫酸相対粘度2.64)を温度200℃、圧力15Paの条件で固相重合を行い、硫酸相対粘度3.90のポリアミド410を得た。
【0090】
このポリアミド410樹脂を105℃で12時間真空乾燥した後(乾燥後の水分率200ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度295℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.7m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度750m/分)にて引き取り、第1ゴデットローラーと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度350dtex)。
【0091】
続いてこの未延伸糸を、第1加熱ロール30℃、第2加熱ロール160℃、第3加熱ロール230℃とし、第1−2加熱ロール間での延伸倍率を2.093倍、第2−3加熱ロール間での延伸倍率を2.000倍、第3加熱ロール−冷ロール間でのリラックス率を0.94倍とし延伸を行い、500m/分で巻き取ってポリアミド410繊維を得た(2段延伸、延伸倍率4.186倍)。
【0092】
紡糸、延伸工程では、糸切れが発生することなく、操業性は極めて良好であった。
【0093】
紡糸、延伸により得られた繊維の特性は表1に示すとおりであり、引張伸度は17.5%と良好な値であり、また引張強度、沸騰水収縮率、繊度変動値は極めて良好な特性を有していた。また結節状態におけるタフネスも良好であった。更には乾湿引張強度比および乾熱処理後の強度保持率も極めて高く、湿潤下および高温下での繊維物性変化が小さいものであった。
【0094】
延伸糸の毛羽数評価を行ったところ、毛羽が1個発生していたものの、延伸糸の品位は優れたものであった。
【0095】
【表1】
【0096】
比較例1
参考例1で作成したナイロン410塩8重量部、テトラエチレンジアミン10重量%水溶液0.490重量部を試験管に入れ、圧力容器に仕込んで窒素置換した後、窒素で缶内圧力を0.59MPaに加圧した。この密閉した圧力容器を、ヒーター温度235℃に設定して加熱を開始した。6時間後に缶内温度は193℃、缶内圧力は1.17MPaに到達した。圧力容器を室温に冷却し、得られた固形分をフリーザーミルで粉砕し、ナイロン410樹脂を得た(硫酸相対粘度1.56)。
【0097】
このナイロン410樹脂を105℃で12時間真空乾燥した後(乾燥後の水分率250ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度280℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.5m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度750m/分)にて引き取り、第1ゴデットローラーと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度350dtex)。
【0098】
続いてこの未延伸糸を、実施例2と同様の条件で延伸を行い、ポリアミド410繊維を得た。
紡糸工程では、ポリアミド410樹脂の熱分解により、口金面の汚れがひどく糸切れが2回発生し、紡糸安定性はやや劣るものであった。また延伸工程では、単糸切れが4回発生し、延伸性は不調であった。紡糸工程および延伸工程の不安定化は、ポリアミド410樹脂の硫酸相対粘度が低いことに起因していると推定される。
【0099】
紡糸、延伸により得られた繊維の特性は表2に示すとおりであり、引張強度は劣るものであった。延伸糸の毛羽数評価を行ったところ、毛羽が8個発生しており、延伸糸の品位は極めて悪いものであった。
【0100】
比較例2
実施例2で得たポリアミド410樹脂を温度200℃、圧力15Paの条件で固相重合を行い、硫酸相対粘度5.20のポリアミド410樹脂を得た。
【0101】
このナイロン410樹脂を105℃で12時間真空乾燥した後(乾燥後の水分率210ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度305℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.5m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度750m/分)にて引き取りを試みたが、ポリアミド410樹脂の硫酸相対粘度が非常に高いため、曳糸性が低く、糸切れが多発し、未延伸糸を得ることができなかった。
【0102】
比較例3
実施例3で得られたポリアミド410樹脂(硫酸相対粘度3.90)を105℃で12時間真空乾燥した後(乾燥後の水分率200ppm)、二軸エクストルーダーに供給し溶融させ、紡糸温度295℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.7m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度350m/分)にて引き取り、第1ゴデットローラーと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度620dtex)。
【0103】
続いてこの未延伸糸を、第1加熱ロール30℃、第2加熱ロール160℃、第3加熱ロール230℃とし、第1−2加熱ロール間での延伸倍率を2.750倍、第2−3加熱ロール間での延伸倍率を2.000倍、第3加熱ロール−冷ロール間でのリラックス率を0.94倍とし延伸を行い、200m/分で巻き取ってポリアミド410繊維を得た(2段延伸、延伸倍率5.500倍)。
【0104】
延伸の際、単糸切れが多発し、安定した延伸の実施が困難であった。延伸倍率が高いことに起因していると推定される。
【0105】
延伸糸の毛羽数評価を行ったところ、毛羽が15個発生しており、品位は極めて悪いものであった。
【0106】
比較例4
実施例1で得られた未延伸糸を用いて、実施例1での第3加熱ロールの温度のみを変更して延伸を行った。すなわち第1加熱ロール30℃、第2加熱ロール160℃、第3加熱ロール245℃とし、第1−2加熱ロール間での延伸倍率を2.093倍、第2−3加熱ロール間での延伸倍率を2.000倍、第3加熱ロール−冷ロール間でのリラックス率を0.94倍とし延伸を行ったところ、第3加熱ロール上で単糸同士が融着したため糸切れが多発し、安定した延伸の実施が困難だっため、延伸糸を得ることができなかった。
【0107】
【表2】
【0108】
参考例1
ポリアミド66樹脂(硫酸相対粘度3.80)を105℃で12時間真空乾燥した後、二軸エクストルーダーに供給し溶融させ、紡糸温度295℃で紡糸口金(吐出孔直径0.3mm、孔長0.75mm、孔数18ホール)より吐出させた。この紡出糸条を風温20℃、風速0.7m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度750m/分)にて引き取り、第1ゴデットローラーと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度350dtex)。
【0109】
続いてこの未延伸糸を、第1加熱ロール40℃、第2加熱ロール150℃、第3加熱ロール220℃とし、第1−2加熱ロール間での延伸倍率を1.955倍、第2−3加熱ロール間での延伸倍率を2.000倍、第3加熱ロール−冷ロール間でのリラックス率を0.93倍とし延伸を行い、500m/分で巻き取ってポリアミド66繊維を得た(2段延伸、延伸倍率3.910倍)。
【0110】
紡糸、延伸工程では、糸切れが発生することなく、操業性は極めて良好であった。
【0111】
紡糸、延伸により得られた繊維の特性は表3に示すとおりであり、極めて良好な引張強度、引張伸度、沸騰水収縮率、繊度変動値を有していたが、結節状態におけるタフネスは劣るものであった。
【0112】
更には乾湿引張強度比および乾熱処理後の強度保持率は劣るものであり、湿潤下および高温下での繊維物性変化が大きいものであった。
【0113】
延伸糸の毛羽数評価を行ったところ、毛羽の発生は全く見られず、延伸糸の品位は極めて優れたものであった。
【0114】
参考例2
東レ(株)社製ポリアミド610樹脂(CM2001)を105℃で12時間真空乾燥した後、二軸エクストルーダーに供給し溶融させ、紡糸温度260℃で紡糸口金(吐出孔直径0.23mm、孔長0.30mm、孔数12ホール)より吐出させた。この紡出糸条を風温20℃、風速0.5m/秒の冷却風によって冷却し、給油装置にて油剤を付与して収束させ、第1ゴデットロール(紡糸速度500m/分)にて引き取り、第1ゴデットロールと同じ速度で回転する第2ゴデットロールを介して巻取機にて巻き取った(未延伸糸:繊度150dtex)。
【0115】
続いてこの未延伸糸を、第1加熱ロール60℃、第2加熱ロール160℃とし、第1−2加熱ロール間での延伸倍率を3.600倍、第2加熱ロール−冷ロール間でのリラックス率を0.98倍とし延伸を行い、600m/分で巻き取って、ポリアミド610繊維を得た。(1段延伸、延伸倍率3.600倍)。
【0116】
紡糸、延伸工程では、糸切れが発生することなく、操業性は極めて良好であった。
【0117】
紡糸、延伸により得られた繊維の特性は表3に示すとおりであり、極めて良好な引張強度、引張伸度、沸騰水収縮率、繊度変動値を有していた。また結節状態におけるタフネス低下も小さいものであった。また、乾湿引張強度比は高いものであり、湿潤下における繊維物性変化は小さいものであったが、乾熱処理後の強度保持率は非常に低く、高温下での繊維物性変化が著しく大きいものであった。
【0118】
延伸糸の毛羽数評価を行ったところ、毛羽の発生は全く見られず、延伸糸の品位は極めて優れたものであった。
【0119】
【表3】
【符号の説明】
【0120】
1: エクストルーダー
2: 計量ポンプ
3: 紡糸ブロック
4: 紡糸パック
5: 紡糸口金
6: 紡出糸条
7: 冷却装置
8: 給油装置
9: 交絡付与装置
10: 第1ゴデットロール
11: 第2ゴデットロール
12: 巻取機
13: 巻取糸(未延伸糸)
13 : 未延伸糸
14 : 供給ロール
15 : 第1加熱ロール
16 : 第2加熱ロール
17 : 第3加熱ロール(最終加熱ロール)
18 : 最終ロール(冷ロール)
19 : 延伸糸パーン
【特許請求の範囲】
【請求項1】
テトラメチレンジアミンを主成分として含有する脂肪族アミンとセバシン酸を主成分として含有するカルボン酸とを重縮合して得られるポリアミド樹脂からなる繊維であり、下記式(1)〜(4)を満たすことを特徴とするポリアミド410繊維。
(1)3≦引張強度[cN/dtex]≦10
(2)15≦引張伸度[%]≦50
(3)3≦沸騰水収縮率[%]≦15
(4)0.1≦繊度変動値(U%)[%]≦3.0
【請求項2】
引張強伸度値より求めたタフネスと結節強伸度値より求めたタフネスが、下記式を満たすことを特徴とする請求項1に記載のポリアミド410繊維。
65≦[(結節時のタフネス)/(引張時のタフネス)]×100≦100
【請求項3】
請求項1〜2いずれかに記載のポリアミド410繊維を含有することを特徴とするポリアミド410繊維構造体。
【請求項1】
テトラメチレンジアミンを主成分として含有する脂肪族アミンとセバシン酸を主成分として含有するカルボン酸とを重縮合して得られるポリアミド樹脂からなる繊維であり、下記式(1)〜(4)を満たすことを特徴とするポリアミド410繊維。
(1)3≦引張強度[cN/dtex]≦10
(2)15≦引張伸度[%]≦50
(3)3≦沸騰水収縮率[%]≦15
(4)0.1≦繊度変動値(U%)[%]≦3.0
【請求項2】
引張強伸度値より求めたタフネスと結節強伸度値より求めたタフネスが、下記式を満たすことを特徴とする請求項1に記載のポリアミド410繊維。
65≦[(結節時のタフネス)/(引張時のタフネス)]×100≦100
【請求項3】
請求項1〜2いずれかに記載のポリアミド410繊維を含有することを特徴とするポリアミド410繊維構造体。
【図1】

【図2】

【図2】
【公開番号】特開2013−49930(P2013−49930A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−188743(P2011−188743)
【出願日】平成23年8月31日(2011.8.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月31日(2011.8.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]