
星糸およびその製造方法
【課題】一般ストレッチ衣料およびインテリア資材などにおいて優美な意匠性およびストレッチ性を発現することができる星糸を、工程を複雑化することなく提供する。
【解決手段】ダブルカバリング糸の形態を有しており、芯糸に弾性繊維、下ヨリ糸に被覆弾性糸を有することを特徴とする星糸。
【解決手段】ダブルカバリング糸の形態を有しており、芯糸に弾性繊維、下ヨリ糸に被覆弾性糸を有することを特徴とする星糸。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、芯糸が弾性繊維であって、糸長手方向にネップ部が分散した糸に関する。詳しくは、ネップ部によりが優美なムラ感を有する織編物を提供することができる星糸およびその製造方法に関する。
【背景技術】
【0002】
近年、柄物のタイツ、ストッキング(以下、これらを合わせて「ストッキング類」と称する)が好まれるようになってきた。しかしながら、ストッキング類に用いられる、芯糸にポリウレタン糸を用いたカバリング糸に関しては、従来、女性からの大きなニーズである素肌感を達成すべく、透明性が高く、表面感のフラットなものが好まれており、フラットな表面外観を得るため、芯糸であるポリウレタン弾性繊維のU%(太さムラ)を抑えたものが提案されてきた(特許文献1参照)。編成による編みパターンやプリントで柄を表現したストッキング類も提案されてきているが、編成による編みパターンやプリントで柄を表現したストッキング類では、柄感、凹凸感を表現するには限界があった。
【0003】
ところで、ポリエステルなど所謂ハードヤーンにおいては、糸長手方向に太さムラを付与した仮ヨリ糸などが多数提案されている。例えば、ポリトリメチレンテレフタレートを含む繊維にポリエステル繊維を1重、3重交互に巻き付けた複合仮ヨリ加工糸が提案されている(特許文献2参照)。さらに、糸長手方向に太さムラを付与する別の加工方法としてポリエステル高配向未延伸糸を熱ピンにて低倍率で伸長し、延伸部と未延伸部を形成した後、仮ヨリを施し、かすり調のムラを有するシック・アンド・シン仮ヨリ糸などが提案されている(特許文献3参照)。
【0004】
しかしながら、これらハードヤーンは、ストッキング類に用いられる糸としてはストレッチ性が十分なものとは言い難い。また、十分なストレッチを得ながらも太さムラのある糸を得るために、上述の、芯糸にポリウレタン糸を用いたカバリング糸において、これらハードヤーンを鞘糸として用いることも考えられるが、かかる方法は、工程が増え、複雑化するため、所望する糸を安価に生産することはできず、工業的に採用することは難しい。
【0005】
さらに、ハードヤーンのみの構成であれば、エアーノズルを使用した星糸の製造方法が提案されている(特許文献4参照)。このような方法であれば、明確なネップを再現でき、星糸の製造は可能ではあるが、ストレッチ性に乏しいことから単なる飾り糸としての使用に制限されてきた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−152603号公報
【特許文献2】特開2002−4137号公報
【特許文献3】特開平11−081071号公報
【特許文献4】特許4255984号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、一般ストレッチ衣料およびインテリア資材などにおいて優美な意匠性およびストレッチ性を有する星糸を、工程を複雑化することなく提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、前記課題を解決するため、以下のいずれかの構成を有する。
(1) 芯糸の周囲に下ヨリ糸が配され、さらにその外側に上ヨリ糸が配されたダブルカバリング糸の形態を有しており、芯糸が弾性繊維、下ヨリ糸が被覆弾性糸であり、かつ、下ヨリの多重巻き付けによって形成されたネップ部を有することを特徴とする星糸。
(2) 前記下ヨリ糸の伸長特性が下記式を満足することを特徴とする、前記(1)に記載の星糸。
25≦(E1−E2)/E1×100≦70
E1:8.82mN/tex 荷重下の伸長率(%)
E2:2.21mN/tex 荷重下の伸長率(%)
(3) 前記芯糸の弾性繊維がポリウレタン系弾性繊維であることを特徴とする、前記(1)または(2)に記載の星糸。
(4) 糸表面より1mm以上突出したネップ部を5個/m以上、200個/m以下有することを特徴とする、前記(1)〜(3)のいずれかに記載の星糸。
(5) 次の(A)、(B)の工程をこの順序で有し、かつ、前記(A)の工程と(B)の工程の間に(C)の工程を有することを特徴とする星糸の製造方法。
(A)芯糸となる弾性繊維を、中空の貫通孔を有する中空スピンドル(a)の該貫通孔に通しながら下流側へ供給するとともに、下ヨリ糸となる被覆弾性糸を、前記中空スピンドル(a)の周囲に該スピンドルと同軸となるように配置したボビンからバルーニングさせながら巻き出して、前記芯糸の周囲に巻回被覆させる工程
(B)前記下ヨリ糸が巻回被覆された芯糸を、中空の貫通孔を有する中空スピンドル(b)の該貫通孔に通しながら下流側へ供給するとともに、上ヨリ糸となる糸を、前記中空スピンドル(b)の周囲に該スピンドルと同軸となるように配置したボビンからバルーニングさせながら巻き出して、前記下ヨリ糸が巻回被覆された芯糸の周囲にさらに巻回被覆させる工程
(C)前記下ヨリ糸が巻回被覆された芯糸をシゴキガイドによりスティックスリップさせ、前記中空スピンドル(a)の周囲に該スピンドルと同軸となるように配置したボビンから巻き出される前記被覆弾性糸を前記芯糸の周囲に多重に巻回させて、ネップ部を形成する工程
【発明の効果】
【0009】
本発明によれば、工程を複雑化することなく、一般ストレッチ衣料およびインテリア資材などにおいて優美な意匠性およびストレッチ性を発現することができる星糸を得ることができる。
【図面の簡単な説明】
【0010】
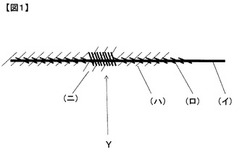
【図1】本発明の星糸の一実施形態を示す模式図である。
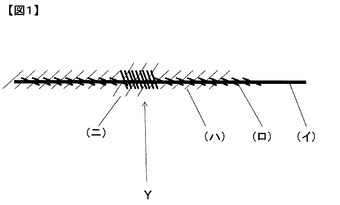
【図2】本発明の星糸の製造工程の一例を示す概略模式図である。
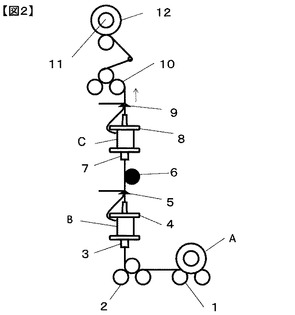
【図3】星糸におけるネップの個数を測定する工程を示す図である。
【図4】星糸における糸表面を特定するために作成する毛羽分布グラフの模式図である。
【発明を実施するための形態】
【0011】
以下、図面を参照しながら本発明の星糸を説明する。
【0012】
図1は、本発明の星糸の一例を示す概略模式図である。星糸Yは、芯糸として弾性繊維(イ)が配され、その外側を被覆弾性糸である下ヨリ糸(ロ)が糸長手方向にネップ(ニ)を分散配しながらカバリング被覆しており、更にその外側を上ヨリ糸(ハ)が下ヨリ糸(ロ)と反対方向のヨリでカバリング被覆した構造を有している。
【0013】
本発明で芯糸に用いる弾性繊維としては、例えば、ポリウレタン系弾性繊維、ポリオレフィン系弾性繊維、天然ゴム、合成ゴム、伸縮性を有する複合繊維などを用いることができる。伸縮性、熱セット性、耐ガス脆化、耐薬品などの点からポリウレタン系弾性繊維が好ましい。
【0014】
前記ポリウレタン系弾性繊維を用いる場合、例えば、ポリマージオールと有機ジイソシアネートを主体とするイソシアネートと多官能活性水素化合物とを反応させて得られるポリウレタン重合体を紡糸して得られたものが特に好ましい。
【0015】
前記ポリマージオールとしては、例えば、ポリテトラメチレングリコール、ポリエチレングリコール、プロピレンエーテルグリコールのようなポリエーテルグリコール類、エチレングリコール、1,6−ヘキサンジオール、1,4−ブタンジオール、ネオペンチルグリコールなどのグリコール類の少なくとも1種とアジピン酸、スベリン酸、アゼライン酸、セバシン酸、β−メチルアジピン酸、イソフタル酸などのジカルボン酸の少なくとも1種を反応させて得られるポリエステルグリコール類、ポリカプロラクトングリコール、ポリヘキサメチレンジカーボネートグリコールのようなポリマージオールなどの1種または2種以上の混合物または共重合物が例示できる。
【0016】
前記有機ジイソシアネートとしては、例えば、4,4’−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネート、1,4−フェニレンジイソシアネート、2,4−トリレンジイソシアネート、ヘキサメチレンジイソシアネート、1,4−シクロヘキサンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネートのような有機ジイソシアネートの1種または2種以上の混合物が例示できる。さらにトリイソシアネートを少量併用してもよい。
【0017】
前記多官能活性水素化合物としては、例えば、エチレンジアミン、1,2−プロピレンジアミン、ヘキサメチレンジアミン、キシリレンジアミン、4,4’−ジフェニルメタンジアミン、ヒドラジン、1,4−ジアミノピペラジン、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、水などの1種またはこれらの2種以上の混合物が例示できる。所望により、これらの化合物に、モノアミン、モノアルコールのような停止剤を少量併用してもよい。
【0018】
前記ポリウレタン重合体には、例えば、2,6−ジテトラブチルパラクレゾール、亜リン酸エステルなどの酸化防止剤、ヒドロキシベンゾフェノン系またはヒドオキシベンゾチアゾールなどの光または紫外線吸収剤、1,1−ジアルキル置換セミカルバジド、ジチオカルバミン酸塩などのガス黄変、劣化防止剤、および、酸化チタン、酸化亜鉛などの白色顔料を適宜添加してもよい。
【0019】
本発明で芯糸として使用される弾性繊維の総繊度は、ストッキングなどの細物から細巾テープやインテリアなど太物を中心とした用途までが見込まれることから、11〜1240dtexの範囲が好ましい。また、芯糸は、本発明の星糸としたときに十分な伸長性をもつようにするために、破断伸度は300%以上であることが好ましい。弾性繊維の断面形状は、円形であってもよく、扁平であってもよい。
【0020】
次に、下ヨリ糸として使用される被覆弾性糸としては、伸長特性が下記式を満足することが好ましい。
25≦(E1−E2)/E1×100≦70
E1:8.82mN/tex 荷重下の伸長率(%)
E2:2.21mN/tex 荷重下の伸長率(%)
なお、E1は、糸が伸びきった状態での伸長率を意味し、そのため、例えばJIS L 1013 (2010) の「8.3.1 正量繊度」に記載されるような一般的な負荷0.1gf/デニール≒8.82mN/texを与えて測定する。また、E2は、応力歪み線図において応力の値に比して歪みが急激に増加し始める位置を想定して、上記荷重8.82mN/texを4で除した値の負荷を与えて測定する。
【0021】
これら条件での伸長率に基づく関係式(E1−E2)/E1×100は、低荷重である2.21mN/tex以降の荷重で伸長可能な伸び率の割合を示し、これが25%より小さければ、Hボビン4から解除される時の解除張力によって、被覆弾性糸Bが伸びきってしまい、下ヨリ上がりの糸(下ヨリ糸が巻回被覆された芯糸)がそのドラフト工程内で伸縮性を失い、結果、シゴキガイド6を介してもスティックスリップせず、ネップを形成することが困難となる。一方、(E1−E2)/E1×100の上限については、現実的範囲内で70%までとなる。
【0022】
下ヨリ糸となる被覆弾性糸の形態としては、シングルカバリング糸、ダブルカバリング糸、エアー加工糸、合撚糸など芯に弾性繊維を用い、それをハードヤーン等その他の繊維で被覆したものであればいかなるものであってもよい。
【0023】
上ヨリ糸としては、いかなる繊維であってもよい。短繊維、長繊維の何れであっても良く、伸長性のないものもしくは下ヨリ糸同様に被覆弾性糸を用いても良い。
【0024】
本発明の星糸においては、上記のような下ヨリ糸が芯糸に局所的に多重に巻き付けられることによって、ネップ部が形成されている。すなわち、カバリング糸とは別の糸でネップ部が設けられているのではなく、カバリング糸を構成する下ヨリ糸自体でネップ部が形成されている。そのため、工程を複雑化しなくても、一般ストレッチ衣料およびインテリア資材などにおいて優美な意匠性およびストレッチ性を発現することができる星糸となる。
【0025】
本発明の星糸は、糸表面から1mm以上突出したネップ部を5個/m以上、200個/m以下の範囲で有することが好ましい。ネップ部を5個/m以上有することで、その意匠性を強調することが出来る。一方、ネップ部が200個/m超となるとネップ部が糸長手方向で十分に分散されず、お互いを干渉し美観を損なうことになる易い。
【0026】
なお、本発明でいうネップ部とは、糸長手方向に分散して発生する所謂糸のヨリ溜まりを意味し、このネップが通常よりも太く、凸に見えることによってその意匠性が生まれ、星糸と言われる所以である。
【0027】
次に、本発明の星糸の製造方法について説明する。
【0028】
本発明の星糸は、例えば、図2に示すカバリング工程に通すことで製造することができる。
【0029】
図2に示す工程では、まず、芯糸となる弾性繊維Aをフィードローラー1、2の間でプレドラフトする。プレドラフトされた弾性繊維はフィードローラー2とデリベリーローラー10との間でドラフトされながら、中空の貫通孔を有するスピンドル3の該貫通孔に通され、かつ、下流側へ供給される。このとき、下ヨリ糸となる被覆弾性糸が、スピンドル3の周囲に該スピンドル3と同軸となるように配置されたボビンからバルーニングしながら巻き出され、芯糸となる弾性繊維Aの周囲に巻回被覆される。
【0030】
その後、下ヨリ糸となる被覆弾性糸Bがカバリングされた弾性繊維Aは、被覆弾性糸Bとともに、中空の貫通孔を有するスピンドル7の該貫通孔に通されて下流側へ供給される。このとき、上ヨリ糸となる糸Cが、スピンドル7の周囲に該スピンドルと同軸となるように配置されたボビンからバルーニングしながら巻き出され、被覆弾性糸Bが巻回被覆された弾性繊維Aの周囲に被覆弾性糸Bの上から巻回被覆される。
【0031】
本発明は、このようなカバリング工程の中で、下ヨリ糸となる被覆弾性糸Bが巻回被覆した弾性繊維Aに、シゴキガイド6によりスティックスリップを繰り返させる。こうすることで、スピンドル3の周囲に該スピンドルと同軸となるように配置したボビンから巻き出される被覆弾性糸Bを、前記芯糸の周囲に多重に巻回させることができ、糸長手方向に分散したネップ部を形成することができる。
【0032】
なお、ここで言うシゴキガイドとは、その入口側の糸張力を出口側の張力より強制的に下げる機構のモノであればいかなるものであっても良い。例えば、糸道ガイドなどに使用される丸棒やマグネットテンサーなどが好ましく使用できる。金属またはセラミックなどの丸棒に1回または複数回巻き付けることによってもシゴキガイドとしての機能を果たすことも出来る。この場合、丸棒の素材、直径、表面粗さ、巻き付け回数などによって、糸条と丸棒の間で発生する摩擦力は大きく変わり、スティックスリップの度合いも大きく変化する。
【0033】
なお、このようにしてネップ部が形成された後は、上記したように、上ヨリ糸となる糸Cが被覆弾性糸Bとは反対方向にカバリングされるため、多重に巻き付けられた被覆弾性糸Bが実質的に解舒されることはない。
【0034】
また、ネップ部が形成され星糸となった糸条は、その後、ワインダー11によりパッケージ12に巻き取られる。
【0035】
このようにして得られる本発明の星糸は例えば織編物に用いられるが、その織編物は特に伸縮性に優れたものとなり、ストッキングやタイツなどのレッグウェア、インナー、アウターなどのストレッチ素材として好適に用いることができる。
【実施例】
【0036】
以下、実施例により本発明をより具体的に説明する。ただし、本発明がこれら実施例により限定されるものではない。
【0037】
[ネップ数(個/m)]
図3に示す工程で、星糸の糸表面から1mm以上突出したネップの個数を光電型毛羽測定機(TORAYFRAY COUNTER)を用い、糸速度60m/分、走行糸張力0.0883cN/デシテックスの条件で測定した。なお、ここで言う糸表面とは、上記工程にて、光電管センサーを0.01mmずつずらしながら毛羽数を測定し、図4に示す毛羽分布グラフを作成したとき、毛羽数のピーク値であるところの光電管センサーの位置を糸表面と定義した。
【0038】
[伸長率(%)]
1.32mN/tex荷重下で周長1mの手回し検尺器にて、10回巻きのカセを作り、1.32mN/texの初荷重を掛け、30秒後に試料の長さを測定する(L0)。次いで所定の荷重(E1測定時:8.82mN/tex、E2測定時:2.21mN/tex)を掛け、30秒後に試料の長さを測定する(L1)。下記式にて伸長率を算出し、試験回数は10回とし、その平均値を求めた。
【0039】
伸長率(%)=[(L1−L0)/L0]×100
[実施例1]
図2に示す星糸の製造工程ならびに以下に示す糸構成、糸加工条件で、糸加工し、星糸を得た。
【0040】
[糸構成]
弾性繊維A:940detxのポリウレタン系弾性繊維
被覆弾性糸B:ダブルカバリング糸(DCY)
DCYの芯糸:156detxのポリウレタン系弾性繊維
DCYの下ヨリ糸:13dtex7フィラメントのポリアミド延伸糸
DCYの上ヨリ糸:13dtex7フィラメントのポリアミド延伸糸
上ヨリとなる糸C:13dtex7フィラメントのポリアミド延伸糸
[カバリング機上での糸加工条件]
スピンドル3の回転数:10000rpm
ドラフト比(フィードローラ1の表面速度に対するデリベリローラ10の表面速度の比):2.9
下ヨリ糸となる被覆弾性糸Bのヨリ数:S1000T/m
シゴキガイド6:アルミ製丸棒 φ20mm 表面は鏡面仕上げ
1回巻付け
上ヨリ糸となる糸Cのヨリ数:Z1000T/m
得られた星糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0041】
得られた星糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地はネップによる凹凸感のある意匠性に優れた編地となった。
【0042】
[実施例2]
シゴキガイドにおける巻付け回数を2回巻付けとする以外は、実施例1と同一の糸構成、糸加工条件で糸加工し、星糸を得た。
【0043】
得られた星糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0044】
実施例1同様、得られた星糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地は実施例1のものよりもネップが多く、表面変化のあるものとなった。
【0045】
[実施例3]
下ヨリ糸となる被覆弾性糸Bを下記のものに変更した以外は、実施例1と同一の糸構成、糸加工条件で糸加工し、星糸を得た。
【0046】
被覆弾性糸B:シングルカバリング糸(SCY)
SCYの芯糸:22detxのポリウレタン系弾性繊維
SCYの下ヨリ糸:13dtex7フィラメントのポリアミド延伸糸
得られた星糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0047】
実施例1同様、得られた星糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地は、実施例1、2に比べると、ネップが少ないため表面変化の少ないものとなった。
【0048】
[実施例4]
カバリング機上での糸加工条件のみ下記のものに変更した以外は実施例2と同一の糸構成で糸加工し、星糸を得た。
【0049】
[カバリング機上での糸加工条件]
スピンドル3の回転数:10000rpm
ドラフト比(フィードローラ1の表面速度に対するデリベリローラ10の表面速度の比):3.5
下ヨリ糸となる被覆弾性糸Bのヨリ数:S1000T/m
シゴキガイドにおける巻付け回数を2回巻付けとした。
【0050】
上ヨリ糸となる糸Cのヨリ数:Z1000T/m
得られた星糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0051】
実施例1同様、得られた星糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地は実施例2のものよりもさらにネップが多く、表面変化のあるものとなった。
【0052】
[実施例5]
下ヨリ糸となる被覆弾性糸Bを下記のものに変更した以外は、実施例1と同一の糸構成、糸加工条件で糸加工し、星糸を得た。
【0053】
被覆弾性糸B:ダブルカバリング糸(DCY)
DCYの芯糸:310detxのポリウレタン系弾性繊維
DCYの下ヨリ糸:13dtex7フィラメントのポリアミド延伸糸
DCYの上ヨリ糸:13dtex7フィラメントのポリアミド延伸糸
得られた星糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0054】
実施例1同様、得られた星糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地は、実施例1、2に比べると、ネップが少なく、表面変化がやや少ないものの、非常に伸長性の高いものとなった。
【0055】
[比較例1]
シゴキガイドを使用しないこと以外は実施例1と同一の糸構成、糸加工条件で糸加工し、加工糸を得た。
【0056】
得られた加工糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0057】
実施例1同様、得られた加工糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地はネップが全くなく、フラットで表面変化のないものとなった。
[比較例2]
下ヨリ糸を被覆弾性糸ではなく、13dtex7フィラメントのポリアミド延伸糸に変更した以外は実施例1と同一の糸構成、糸加工条件で糸加工し、加工糸を得た。スティックスリップが発生しないためネップの発生は確認できなかった。
【0058】
得られた加工糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0059】
実施例1同様、得られた加工糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地はネップが全くなく、フラットで表面変化のないものとなった。
【0060】
【表1】

【符号の説明】
【0061】
Y 本発明の星糸
(イ)弾性繊維
(ロ)下ヨリ糸
(ハ)上ヨリ糸
(ニ)ネップ
A 芯糸となる弾性繊維
B 下ヨリ糸となる被覆弾性糸
C 上ヨリ糸となる糸
1 給糸ローラ
2 フィードローラ
3 スピンドル
4 Hボビン
5 バルーンガイド
6 シゴキガイド
7 スピンドル
8 Hボビン
9 バルーンガイド
10 デリベリローラ
11 ワインダ
12 パッケージ
13 星糸
14ワッシャーテンサー
15ガイド
16光電管センサー
17ガイド
18フィードローラー
19光電型毛羽測定機
20サクションガン
【技術分野】
【0001】
本発明は、芯糸が弾性繊維であって、糸長手方向にネップ部が分散した糸に関する。詳しくは、ネップ部によりが優美なムラ感を有する織編物を提供することができる星糸およびその製造方法に関する。
【背景技術】
【0002】
近年、柄物のタイツ、ストッキング(以下、これらを合わせて「ストッキング類」と称する)が好まれるようになってきた。しかしながら、ストッキング類に用いられる、芯糸にポリウレタン糸を用いたカバリング糸に関しては、従来、女性からの大きなニーズである素肌感を達成すべく、透明性が高く、表面感のフラットなものが好まれており、フラットな表面外観を得るため、芯糸であるポリウレタン弾性繊維のU%(太さムラ)を抑えたものが提案されてきた(特許文献1参照)。編成による編みパターンやプリントで柄を表現したストッキング類も提案されてきているが、編成による編みパターンやプリントで柄を表現したストッキング類では、柄感、凹凸感を表現するには限界があった。
【0003】
ところで、ポリエステルなど所謂ハードヤーンにおいては、糸長手方向に太さムラを付与した仮ヨリ糸などが多数提案されている。例えば、ポリトリメチレンテレフタレートを含む繊維にポリエステル繊維を1重、3重交互に巻き付けた複合仮ヨリ加工糸が提案されている(特許文献2参照)。さらに、糸長手方向に太さムラを付与する別の加工方法としてポリエステル高配向未延伸糸を熱ピンにて低倍率で伸長し、延伸部と未延伸部を形成した後、仮ヨリを施し、かすり調のムラを有するシック・アンド・シン仮ヨリ糸などが提案されている(特許文献3参照)。
【0004】
しかしながら、これらハードヤーンは、ストッキング類に用いられる糸としてはストレッチ性が十分なものとは言い難い。また、十分なストレッチを得ながらも太さムラのある糸を得るために、上述の、芯糸にポリウレタン糸を用いたカバリング糸において、これらハードヤーンを鞘糸として用いることも考えられるが、かかる方法は、工程が増え、複雑化するため、所望する糸を安価に生産することはできず、工業的に採用することは難しい。
【0005】
さらに、ハードヤーンのみの構成であれば、エアーノズルを使用した星糸の製造方法が提案されている(特許文献4参照)。このような方法であれば、明確なネップを再現でき、星糸の製造は可能ではあるが、ストレッチ性に乏しいことから単なる飾り糸としての使用に制限されてきた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−152603号公報
【特許文献2】特開2002−4137号公報
【特許文献3】特開平11−081071号公報
【特許文献4】特許4255984号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、一般ストレッチ衣料およびインテリア資材などにおいて優美な意匠性およびストレッチ性を有する星糸を、工程を複雑化することなく提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、前記課題を解決するため、以下のいずれかの構成を有する。
(1) 芯糸の周囲に下ヨリ糸が配され、さらにその外側に上ヨリ糸が配されたダブルカバリング糸の形態を有しており、芯糸が弾性繊維、下ヨリ糸が被覆弾性糸であり、かつ、下ヨリの多重巻き付けによって形成されたネップ部を有することを特徴とする星糸。
(2) 前記下ヨリ糸の伸長特性が下記式を満足することを特徴とする、前記(1)に記載の星糸。
25≦(E1−E2)/E1×100≦70
E1:8.82mN/tex 荷重下の伸長率(%)
E2:2.21mN/tex 荷重下の伸長率(%)
(3) 前記芯糸の弾性繊維がポリウレタン系弾性繊維であることを特徴とする、前記(1)または(2)に記載の星糸。
(4) 糸表面より1mm以上突出したネップ部を5個/m以上、200個/m以下有することを特徴とする、前記(1)〜(3)のいずれかに記載の星糸。
(5) 次の(A)、(B)の工程をこの順序で有し、かつ、前記(A)の工程と(B)の工程の間に(C)の工程を有することを特徴とする星糸の製造方法。
(A)芯糸となる弾性繊維を、中空の貫通孔を有する中空スピンドル(a)の該貫通孔に通しながら下流側へ供給するとともに、下ヨリ糸となる被覆弾性糸を、前記中空スピンドル(a)の周囲に該スピンドルと同軸となるように配置したボビンからバルーニングさせながら巻き出して、前記芯糸の周囲に巻回被覆させる工程
(B)前記下ヨリ糸が巻回被覆された芯糸を、中空の貫通孔を有する中空スピンドル(b)の該貫通孔に通しながら下流側へ供給するとともに、上ヨリ糸となる糸を、前記中空スピンドル(b)の周囲に該スピンドルと同軸となるように配置したボビンからバルーニングさせながら巻き出して、前記下ヨリ糸が巻回被覆された芯糸の周囲にさらに巻回被覆させる工程
(C)前記下ヨリ糸が巻回被覆された芯糸をシゴキガイドによりスティックスリップさせ、前記中空スピンドル(a)の周囲に該スピンドルと同軸となるように配置したボビンから巻き出される前記被覆弾性糸を前記芯糸の周囲に多重に巻回させて、ネップ部を形成する工程
【発明の効果】
【0009】
本発明によれば、工程を複雑化することなく、一般ストレッチ衣料およびインテリア資材などにおいて優美な意匠性およびストレッチ性を発現することができる星糸を得ることができる。
【図面の簡単な説明】
【0010】
【図1】本発明の星糸の一実施形態を示す模式図である。
【図2】本発明の星糸の製造工程の一例を示す概略模式図である。
【図3】星糸におけるネップの個数を測定する工程を示す図である。
【図4】星糸における糸表面を特定するために作成する毛羽分布グラフの模式図である。
【発明を実施するための形態】
【0011】
以下、図面を参照しながら本発明の星糸を説明する。
【0012】
図1は、本発明の星糸の一例を示す概略模式図である。星糸Yは、芯糸として弾性繊維(イ)が配され、その外側を被覆弾性糸である下ヨリ糸(ロ)が糸長手方向にネップ(ニ)を分散配しながらカバリング被覆しており、更にその外側を上ヨリ糸(ハ)が下ヨリ糸(ロ)と反対方向のヨリでカバリング被覆した構造を有している。
【0013】
本発明で芯糸に用いる弾性繊維としては、例えば、ポリウレタン系弾性繊維、ポリオレフィン系弾性繊維、天然ゴム、合成ゴム、伸縮性を有する複合繊維などを用いることができる。伸縮性、熱セット性、耐ガス脆化、耐薬品などの点からポリウレタン系弾性繊維が好ましい。
【0014】
前記ポリウレタン系弾性繊維を用いる場合、例えば、ポリマージオールと有機ジイソシアネートを主体とするイソシアネートと多官能活性水素化合物とを反応させて得られるポリウレタン重合体を紡糸して得られたものが特に好ましい。
【0015】
前記ポリマージオールとしては、例えば、ポリテトラメチレングリコール、ポリエチレングリコール、プロピレンエーテルグリコールのようなポリエーテルグリコール類、エチレングリコール、1,6−ヘキサンジオール、1,4−ブタンジオール、ネオペンチルグリコールなどのグリコール類の少なくとも1種とアジピン酸、スベリン酸、アゼライン酸、セバシン酸、β−メチルアジピン酸、イソフタル酸などのジカルボン酸の少なくとも1種を反応させて得られるポリエステルグリコール類、ポリカプロラクトングリコール、ポリヘキサメチレンジカーボネートグリコールのようなポリマージオールなどの1種または2種以上の混合物または共重合物が例示できる。
【0016】
前記有機ジイソシアネートとしては、例えば、4,4’−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネート、1,4−フェニレンジイソシアネート、2,4−トリレンジイソシアネート、ヘキサメチレンジイソシアネート、1,4−シクロヘキサンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネートのような有機ジイソシアネートの1種または2種以上の混合物が例示できる。さらにトリイソシアネートを少量併用してもよい。
【0017】
前記多官能活性水素化合物としては、例えば、エチレンジアミン、1,2−プロピレンジアミン、ヘキサメチレンジアミン、キシリレンジアミン、4,4’−ジフェニルメタンジアミン、ヒドラジン、1,4−ジアミノピペラジン、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、水などの1種またはこれらの2種以上の混合物が例示できる。所望により、これらの化合物に、モノアミン、モノアルコールのような停止剤を少量併用してもよい。
【0018】
前記ポリウレタン重合体には、例えば、2,6−ジテトラブチルパラクレゾール、亜リン酸エステルなどの酸化防止剤、ヒドロキシベンゾフェノン系またはヒドオキシベンゾチアゾールなどの光または紫外線吸収剤、1,1−ジアルキル置換セミカルバジド、ジチオカルバミン酸塩などのガス黄変、劣化防止剤、および、酸化チタン、酸化亜鉛などの白色顔料を適宜添加してもよい。
【0019】
本発明で芯糸として使用される弾性繊維の総繊度は、ストッキングなどの細物から細巾テープやインテリアなど太物を中心とした用途までが見込まれることから、11〜1240dtexの範囲が好ましい。また、芯糸は、本発明の星糸としたときに十分な伸長性をもつようにするために、破断伸度は300%以上であることが好ましい。弾性繊維の断面形状は、円形であってもよく、扁平であってもよい。
【0020】
次に、下ヨリ糸として使用される被覆弾性糸としては、伸長特性が下記式を満足することが好ましい。
25≦(E1−E2)/E1×100≦70
E1:8.82mN/tex 荷重下の伸長率(%)
E2:2.21mN/tex 荷重下の伸長率(%)
なお、E1は、糸が伸びきった状態での伸長率を意味し、そのため、例えばJIS L 1013 (2010) の「8.3.1 正量繊度」に記載されるような一般的な負荷0.1gf/デニール≒8.82mN/texを与えて測定する。また、E2は、応力歪み線図において応力の値に比して歪みが急激に増加し始める位置を想定して、上記荷重8.82mN/texを4で除した値の負荷を与えて測定する。
【0021】
これら条件での伸長率に基づく関係式(E1−E2)/E1×100は、低荷重である2.21mN/tex以降の荷重で伸長可能な伸び率の割合を示し、これが25%より小さければ、Hボビン4から解除される時の解除張力によって、被覆弾性糸Bが伸びきってしまい、下ヨリ上がりの糸(下ヨリ糸が巻回被覆された芯糸)がそのドラフト工程内で伸縮性を失い、結果、シゴキガイド6を介してもスティックスリップせず、ネップを形成することが困難となる。一方、(E1−E2)/E1×100の上限については、現実的範囲内で70%までとなる。
【0022】
下ヨリ糸となる被覆弾性糸の形態としては、シングルカバリング糸、ダブルカバリング糸、エアー加工糸、合撚糸など芯に弾性繊維を用い、それをハードヤーン等その他の繊維で被覆したものであればいかなるものであってもよい。
【0023】
上ヨリ糸としては、いかなる繊維であってもよい。短繊維、長繊維の何れであっても良く、伸長性のないものもしくは下ヨリ糸同様に被覆弾性糸を用いても良い。
【0024】
本発明の星糸においては、上記のような下ヨリ糸が芯糸に局所的に多重に巻き付けられることによって、ネップ部が形成されている。すなわち、カバリング糸とは別の糸でネップ部が設けられているのではなく、カバリング糸を構成する下ヨリ糸自体でネップ部が形成されている。そのため、工程を複雑化しなくても、一般ストレッチ衣料およびインテリア資材などにおいて優美な意匠性およびストレッチ性を発現することができる星糸となる。
【0025】
本発明の星糸は、糸表面から1mm以上突出したネップ部を5個/m以上、200個/m以下の範囲で有することが好ましい。ネップ部を5個/m以上有することで、その意匠性を強調することが出来る。一方、ネップ部が200個/m超となるとネップ部が糸長手方向で十分に分散されず、お互いを干渉し美観を損なうことになる易い。
【0026】
なお、本発明でいうネップ部とは、糸長手方向に分散して発生する所謂糸のヨリ溜まりを意味し、このネップが通常よりも太く、凸に見えることによってその意匠性が生まれ、星糸と言われる所以である。
【0027】
次に、本発明の星糸の製造方法について説明する。
【0028】
本発明の星糸は、例えば、図2に示すカバリング工程に通すことで製造することができる。
【0029】
図2に示す工程では、まず、芯糸となる弾性繊維Aをフィードローラー1、2の間でプレドラフトする。プレドラフトされた弾性繊維はフィードローラー2とデリベリーローラー10との間でドラフトされながら、中空の貫通孔を有するスピンドル3の該貫通孔に通され、かつ、下流側へ供給される。このとき、下ヨリ糸となる被覆弾性糸が、スピンドル3の周囲に該スピンドル3と同軸となるように配置されたボビンからバルーニングしながら巻き出され、芯糸となる弾性繊維Aの周囲に巻回被覆される。
【0030】
その後、下ヨリ糸となる被覆弾性糸Bがカバリングされた弾性繊維Aは、被覆弾性糸Bとともに、中空の貫通孔を有するスピンドル7の該貫通孔に通されて下流側へ供給される。このとき、上ヨリ糸となる糸Cが、スピンドル7の周囲に該スピンドルと同軸となるように配置されたボビンからバルーニングしながら巻き出され、被覆弾性糸Bが巻回被覆された弾性繊維Aの周囲に被覆弾性糸Bの上から巻回被覆される。
【0031】
本発明は、このようなカバリング工程の中で、下ヨリ糸となる被覆弾性糸Bが巻回被覆した弾性繊維Aに、シゴキガイド6によりスティックスリップを繰り返させる。こうすることで、スピンドル3の周囲に該スピンドルと同軸となるように配置したボビンから巻き出される被覆弾性糸Bを、前記芯糸の周囲に多重に巻回させることができ、糸長手方向に分散したネップ部を形成することができる。
【0032】
なお、ここで言うシゴキガイドとは、その入口側の糸張力を出口側の張力より強制的に下げる機構のモノであればいかなるものであっても良い。例えば、糸道ガイドなどに使用される丸棒やマグネットテンサーなどが好ましく使用できる。金属またはセラミックなどの丸棒に1回または複数回巻き付けることによってもシゴキガイドとしての機能を果たすことも出来る。この場合、丸棒の素材、直径、表面粗さ、巻き付け回数などによって、糸条と丸棒の間で発生する摩擦力は大きく変わり、スティックスリップの度合いも大きく変化する。
【0033】
なお、このようにしてネップ部が形成された後は、上記したように、上ヨリ糸となる糸Cが被覆弾性糸Bとは反対方向にカバリングされるため、多重に巻き付けられた被覆弾性糸Bが実質的に解舒されることはない。
【0034】
また、ネップ部が形成され星糸となった糸条は、その後、ワインダー11によりパッケージ12に巻き取られる。
【0035】
このようにして得られる本発明の星糸は例えば織編物に用いられるが、その織編物は特に伸縮性に優れたものとなり、ストッキングやタイツなどのレッグウェア、インナー、アウターなどのストレッチ素材として好適に用いることができる。
【実施例】
【0036】
以下、実施例により本発明をより具体的に説明する。ただし、本発明がこれら実施例により限定されるものではない。
【0037】
[ネップ数(個/m)]
図3に示す工程で、星糸の糸表面から1mm以上突出したネップの個数を光電型毛羽測定機(TORAYFRAY COUNTER)を用い、糸速度60m/分、走行糸張力0.0883cN/デシテックスの条件で測定した。なお、ここで言う糸表面とは、上記工程にて、光電管センサーを0.01mmずつずらしながら毛羽数を測定し、図4に示す毛羽分布グラフを作成したとき、毛羽数のピーク値であるところの光電管センサーの位置を糸表面と定義した。
【0038】
[伸長率(%)]
1.32mN/tex荷重下で周長1mの手回し検尺器にて、10回巻きのカセを作り、1.32mN/texの初荷重を掛け、30秒後に試料の長さを測定する(L0)。次いで所定の荷重(E1測定時:8.82mN/tex、E2測定時:2.21mN/tex)を掛け、30秒後に試料の長さを測定する(L1)。下記式にて伸長率を算出し、試験回数は10回とし、その平均値を求めた。
【0039】
伸長率(%)=[(L1−L0)/L0]×100
[実施例1]
図2に示す星糸の製造工程ならびに以下に示す糸構成、糸加工条件で、糸加工し、星糸を得た。
【0040】
[糸構成]
弾性繊維A:940detxのポリウレタン系弾性繊維
被覆弾性糸B:ダブルカバリング糸(DCY)
DCYの芯糸:156detxのポリウレタン系弾性繊維
DCYの下ヨリ糸:13dtex7フィラメントのポリアミド延伸糸
DCYの上ヨリ糸:13dtex7フィラメントのポリアミド延伸糸
上ヨリとなる糸C:13dtex7フィラメントのポリアミド延伸糸
[カバリング機上での糸加工条件]
スピンドル3の回転数:10000rpm
ドラフト比(フィードローラ1の表面速度に対するデリベリローラ10の表面速度の比):2.9
下ヨリ糸となる被覆弾性糸Bのヨリ数:S1000T/m
シゴキガイド6:アルミ製丸棒 φ20mm 表面は鏡面仕上げ
1回巻付け
上ヨリ糸となる糸Cのヨリ数:Z1000T/m
得られた星糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0041】
得られた星糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地はネップによる凹凸感のある意匠性に優れた編地となった。
【0042】
[実施例2]
シゴキガイドにおける巻付け回数を2回巻付けとする以外は、実施例1と同一の糸構成、糸加工条件で糸加工し、星糸を得た。
【0043】
得られた星糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0044】
実施例1同様、得られた星糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地は実施例1のものよりもネップが多く、表面変化のあるものとなった。
【0045】
[実施例3]
下ヨリ糸となる被覆弾性糸Bを下記のものに変更した以外は、実施例1と同一の糸構成、糸加工条件で糸加工し、星糸を得た。
【0046】
被覆弾性糸B:シングルカバリング糸(SCY)
SCYの芯糸:22detxのポリウレタン系弾性繊維
SCYの下ヨリ糸:13dtex7フィラメントのポリアミド延伸糸
得られた星糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0047】
実施例1同様、得られた星糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地は、実施例1、2に比べると、ネップが少ないため表面変化の少ないものとなった。
【0048】
[実施例4]
カバリング機上での糸加工条件のみ下記のものに変更した以外は実施例2と同一の糸構成で糸加工し、星糸を得た。
【0049】
[カバリング機上での糸加工条件]
スピンドル3の回転数:10000rpm
ドラフト比(フィードローラ1の表面速度に対するデリベリローラ10の表面速度の比):3.5
下ヨリ糸となる被覆弾性糸Bのヨリ数:S1000T/m
シゴキガイドにおける巻付け回数を2回巻付けとした。
【0050】
上ヨリ糸となる糸Cのヨリ数:Z1000T/m
得られた星糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0051】
実施例1同様、得られた星糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地は実施例2のものよりもさらにネップが多く、表面変化のあるものとなった。
【0052】
[実施例5]
下ヨリ糸となる被覆弾性糸Bを下記のものに変更した以外は、実施例1と同一の糸構成、糸加工条件で糸加工し、星糸を得た。
【0053】
被覆弾性糸B:ダブルカバリング糸(DCY)
DCYの芯糸:310detxのポリウレタン系弾性繊維
DCYの下ヨリ糸:13dtex7フィラメントのポリアミド延伸糸
DCYの上ヨリ糸:13dtex7フィラメントのポリアミド延伸糸
得られた星糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0054】
実施例1同様、得られた星糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地は、実施例1、2に比べると、ネップが少なく、表面変化がやや少ないものの、非常に伸長性の高いものとなった。
【0055】
[比較例1]
シゴキガイドを使用しないこと以外は実施例1と同一の糸構成、糸加工条件で糸加工し、加工糸を得た。
【0056】
得られた加工糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0057】
実施例1同様、得られた加工糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地はネップが全くなく、フラットで表面変化のないものとなった。
[比較例2]
下ヨリ糸を被覆弾性糸ではなく、13dtex7フィラメントのポリアミド延伸糸に変更した以外は実施例1と同一の糸構成、糸加工条件で糸加工し、加工糸を得た。スティックスリップが発生しないためネップの発生は確認できなかった。
【0058】
得られた加工糸のネップ数およびE1(8.82mN/tex荷重下の伸長率(%))を表1に示す。
【0059】
実施例1同様、得られた加工糸を用いて、英光産業(株)製14ケージ一口筒編機で編成した。得られた編地はネップが全くなく、フラットで表面変化のないものとなった。
【0060】
【表1】
【符号の説明】
【0061】
Y 本発明の星糸
(イ)弾性繊維
(ロ)下ヨリ糸
(ハ)上ヨリ糸
(ニ)ネップ
A 芯糸となる弾性繊維
B 下ヨリ糸となる被覆弾性糸
C 上ヨリ糸となる糸
1 給糸ローラ
2 フィードローラ
3 スピンドル
4 Hボビン
5 バルーンガイド
6 シゴキガイド
7 スピンドル
8 Hボビン
9 バルーンガイド
10 デリベリローラ
11 ワインダ
12 パッケージ
13 星糸
14ワッシャーテンサー
15ガイド
16光電管センサー
17ガイド
18フィードローラー
19光電型毛羽測定機
20サクションガン
【特許請求の範囲】
【請求項1】
芯糸の周囲に下ヨリ糸が配され、さらにその外側に上ヨリ糸が配されたダブルカバリング糸の形態を有しており、芯糸が弾性繊維、下ヨリ糸が被覆弾性糸であり、かつ、下ヨリの多重巻き付けによって形成されたネップ部を有することを特徴とする星糸。
【請求項2】
前記下ヨリ糸の伸長特性が下記式を満足することを特徴とする請求項1に記載の星糸。
25≦(E1−E2)/E1×100≦70
E1:8.82mN/tex 荷重下の伸長率(%)
E2:2.21mN/tex 荷重下の伸長率(%)
【請求項3】
前記芯糸の弾性繊維がポリウレタン系弾性繊維であることを特徴とする請求項1または2に記載の星糸。
【請求項4】
糸表面より1mm以上突出したネップ部を5個/m以上、200個/m以下有することを特徴とする請求項1〜3のいずれかに記載の星糸。
【請求項5】
次の(A)、(B)の工程をこの順序で有し、かつ、前記(A)の工程と(B)の工程の間に(C)の工程を有することを特徴とする星糸の製造方法。
(A)芯糸となる弾性繊維を、中空の貫通孔を有する中空スピンドル(a)の該貫通孔に通しながら下流側へ供給するとともに、下ヨリ糸となる被覆弾性糸を、前記中空スピンドル(a)の周囲に該スピンドルと同軸となるように配置したボビンからバルーニングさせながら巻き出して、前記芯糸の周囲に巻回被覆させる工程
(B)前記下ヨリ糸が巻回被覆された芯糸を、中空の貫通孔を有する中空スピンドル(b)の該貫通孔に通しながら下流側へ供給するとともに、上ヨリ糸となる糸を、前記中空スピンドル(b)の周囲に該スピンドルと同軸となるように配置したボビンからバルーニングさせながら巻き出して、前記下ヨリ糸が巻回被覆された芯糸の周囲にさらに巻回被覆させる工程
(C)前記下ヨリ糸が巻回被覆された芯糸をシゴキガイドによりスティックスリップさせ、前記中空スピンドル(a)の周囲に該スピンドルと同軸となるように配置したボビンから巻き出される前記被覆弾性糸を前記芯糸の周囲に多重に巻回させて、ネップ部を形成する工程。
【請求項1】
芯糸の周囲に下ヨリ糸が配され、さらにその外側に上ヨリ糸が配されたダブルカバリング糸の形態を有しており、芯糸が弾性繊維、下ヨリ糸が被覆弾性糸であり、かつ、下ヨリの多重巻き付けによって形成されたネップ部を有することを特徴とする星糸。
【請求項2】
前記下ヨリ糸の伸長特性が下記式を満足することを特徴とする請求項1に記載の星糸。
25≦(E1−E2)/E1×100≦70
E1:8.82mN/tex 荷重下の伸長率(%)
E2:2.21mN/tex 荷重下の伸長率(%)
【請求項3】
前記芯糸の弾性繊維がポリウレタン系弾性繊維であることを特徴とする請求項1または2に記載の星糸。
【請求項4】
糸表面より1mm以上突出したネップ部を5個/m以上、200個/m以下有することを特徴とする請求項1〜3のいずれかに記載の星糸。
【請求項5】
次の(A)、(B)の工程をこの順序で有し、かつ、前記(A)の工程と(B)の工程の間に(C)の工程を有することを特徴とする星糸の製造方法。
(A)芯糸となる弾性繊維を、中空の貫通孔を有する中空スピンドル(a)の該貫通孔に通しながら下流側へ供給するとともに、下ヨリ糸となる被覆弾性糸を、前記中空スピンドル(a)の周囲に該スピンドルと同軸となるように配置したボビンからバルーニングさせながら巻き出して、前記芯糸の周囲に巻回被覆させる工程
(B)前記下ヨリ糸が巻回被覆された芯糸を、中空の貫通孔を有する中空スピンドル(b)の該貫通孔に通しながら下流側へ供給するとともに、上ヨリ糸となる糸を、前記中空スピンドル(b)の周囲に該スピンドルと同軸となるように配置したボビンからバルーニングさせながら巻き出して、前記下ヨリ糸が巻回被覆された芯糸の周囲にさらに巻回被覆させる工程
(C)前記下ヨリ糸が巻回被覆された芯糸をシゴキガイドによりスティックスリップさせ、前記中空スピンドル(a)の周囲に該スピンドルと同軸となるように配置したボビンから巻き出される前記被覆弾性糸を前記芯糸の周囲に多重に巻回させて、ネップ部を形成する工程。
【図1】

【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2012−132131(P2012−132131A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2010−287166(P2010−287166)
【出願日】平成22年12月24日(2010.12.24)
【出願人】(502179282)東レ・オペロンテックス株式会社 (100)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成22年12月24日(2010.12.24)
【出願人】(502179282)東レ・オペロンテックス株式会社 (100)
【Fターム(参考)】
[ Back to top ]