
模様加工紙
【課題】和紙調の風合いを保持しつつ、防滑性、平滑度及び印刷適性に優れた模様加工紙の提供を目的とするものである。
【解決手段】本発明は、天然パルプ繊維とレーヨン繊維とを主原料とし、バインダーを含有する模様加工紙であって、填料としてモース硬度が3以上6以下の無機粒子を含有することを特徴とする模様加工紙である。上記無機粒子としては、平均粒子径が0.5μm以上10μm以下であることが好ましく、種類としてヒドロキシアパタイトであることが好ましい。また、灰分が1.5%以上5%以下となるように上記無機粒子の含有量を調整するとよい。更には、当該模様加工紙にはサイズ剤が含有されていることによって上記無機粒子の固着性が向上される。
【解決手段】本発明は、天然パルプ繊維とレーヨン繊維とを主原料とし、バインダーを含有する模様加工紙であって、填料としてモース硬度が3以上6以下の無機粒子を含有することを特徴とする模様加工紙である。上記無機粒子としては、平均粒子径が0.5μm以上10μm以下であることが好ましく、種類としてヒドロキシアパタイトであることが好ましい。また、灰分が1.5%以上5%以下となるように上記無機粒子の含有量を調整するとよい。更には、当該模様加工紙にはサイズ剤が含有されていることによって上記無機粒子の固着性が向上される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パルプ繊維にレーヨン繊維を混在させ、紙の表面に和紙調の風合いを形成する模様加工紙に関し、詳細には高い防滑性を有する模様加工紙に関するものである。
【背景技術】
【0002】
レーヨン繊維をパルプ繊維と混在させる模様加工紙は、通常模様紙と呼ばれ、大札紙、雲龍紙、引っ掛け等の名称で上市されている。このような模様加工紙は、レーヨン繊維を混在させることにより和紙調の風合いを表現することができ、食品等の包装材等として広く使用されている。
【0003】
このように模様加工紙は、レーヨン繊維がパルプ繊維と混在するため、低摩擦性のレーヨン繊維が紙表面に固着されることによって、滑り易い性質を有している。この模様加工紙が滑りやすいという性質から生じる不都合は、特に、米袋等重量のあるものに使用した場合において顕著に現れ、米袋等を積み重ねた際の滑りや荷崩れが生じ易くなる。また、機械によるこの米袋の製造段階においても、表面の滑りやすさにより製造効率が低下するという不都合が存在する。
【0004】
この紙表面の滑りやすさの問題を解決する手段としては、一般的にその紙表面に防滑剤(撥水剤等)を塗工する方法が開発されている(例えば、特開2006−161180号公報等参照)。しかしながら、一般的な印刷用紙、包装用紙、板紙などの紙に防滑剤を塗工する場合と異なり、模様紙に従来の防滑剤を塗工する場合には、防滑材がレーヨン繊維からなる模様を被覆するために和紙調の風合いが低下し、あるいは十分な防滑性が発揮されないといった不都合が存在する。また、防滑剤の塗布によって紙表面の印刷適性が低下するという不都合も存在する。
【0005】
また、レーヨン繊維を配合した模様紙の防滑性に関する技術としては、レーヨン繊維の表面が少量の天然パルプで被覆されている模様紙が考えられる(例えば、特開2003−293285号公報等参照)。当該技術であれば、レーヨン繊維の表面を天然パルプで被覆することによって、レーヨン繊維にパルプ層を強固に結合させることに加え、レーヨン繊維が被覆されているため紙表面の摩擦力も向上することが期待される。しかしながら、当該手段によっても完全にはレーヨン繊維がパルプ繊維で被覆されず、十分な防滑性を発揮させることができない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−161180号公報
【特許文献2】特開2003−293285号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明はこれらの不都合に鑑みてなされたものであり、和紙調の風合いを保持しつつ、防滑性、平滑度及び印刷適性に優れた模様加工紙の提供を目的とするものである。
【課題を解決するための手段】
【0008】
上記課題を解決するためになされた発明は、
天然パルプ繊維とレーヨン繊維とを主原料とし、バインダーを含有する模様加工紙であって、
モース硬度が3以上6以下の無機粒子を含有することを特徴とする模様加工紙である。
【0009】
当該模様加工紙であれば、填料として無機粒子を含有することから、この無機粒子が天然パルプ繊維及びレーヨン繊維に付着し、バインダーによって固定されることで、無機粒子が繊維表面に凹凸を形成し、表面の防滑性が向上される。また、当該模様加工紙は、含有される無機粒子のモース硬度が3以上6以下と適度な硬度を有するため、当該模様加工紙表面が他の紙等と重なり圧力がかかった際に、無機粒子が形状を崩すことなく楔となって他の紙等の表層内部に進入することができるため、優れた防滑性が発揮される。さらには、当該模様加工紙は、含有される無機粒子が所定の硬度を有するため、無機粒子の形状が米袋等として利用した際の押圧等によって粉砕されることなく防滑機能を維持するとともに、製造工程においては、無機粒子が微細には粉砕せず、防滑性に必要な所定の粒子形状を維持することができる。また、当該模様加工紙であれば、含有される無機粒子の硬度が高すぎないため、無機粒子が製造工程中において一定程度粉砕されることにより、製造工程における機器の傷つけを防止することができる。
【0010】
上記無機粒子の平均粒子径としては、0.5μm以上10μm以下が好ましい。このような平均粒子径を有する無機粒子は、天然パルプ繊維及びレーヨン繊維の表面に和紙調の風合い及び平滑性を低下させることなく好適に付着し、固着されることができる。またこのようなサイズの無機粒子を含有する模様加工紙であれば、米袋等として利用した場合において紙表面が他の紙等と接触した際に、無機粒子の存在が繊維表面に楔状に保持されるため十分な防滑性が発揮される。
【0011】
上記無機粒子がヒドロキシアパタイトであるとよい。このように無機粒子としてヒドロキシアパタイトを用いることにより、好適な硬度を有し且つ容易に上記サイズに粒子を形成することができるため、防滑性を好適に高めることができ、防滑性の高い模様加工紙を工業的に量産することができる。
【0012】
当該模様加工紙の灰分としては、1.5%以上5%以下が好ましい。当該模様加工紙であれば、上記範囲の灰分となるように無機粒子の含有量が調整されているため、平滑性や印刷適性を低下させることなく、表面の防滑性を更に高めることができる。なお、この灰分は、JIS−P8251(2003)「紙,板紙及びパルプ−灰分試験方法−525℃燃焼法」に準じて測定される。
【0013】
当該模様加工紙には、サイズ剤が含有されるとよい。このようにサイズ剤が含有される当該模様加工紙であれば、繊維間に吸着した無機粒子が乾燥工程においてヤンキードライヤに取られることや、印刷時に脱落することを効果的に防止することができるため、防滑性を向上させ、更にその防滑性を長期間維持することができる。
【0014】
当該模様加工紙表面の滑り角度が29度以上40度以下であることが好ましい。表面の滑り角度が上記範囲である当該模様加工紙であれば、必要な防滑性を有し、かつ優れた印刷適性を発揮させることができる。
【発明の効果】
【0015】
以上説明したように、本発明の模様加工紙であれば、和紙調の風合いを保持しつつ、平滑性及び印刷適性に優れ、かつ防滑性を向上させることができる。その結果、本発明の模様加工紙であれば、食品包装材、特に米袋等の重量物の包装材に好適に使用されることができる。
【図面の簡単な説明】
【0016】
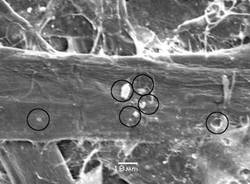
【図1】実施例1で得られた模様加工紙を示す電子顕微鏡写真である。
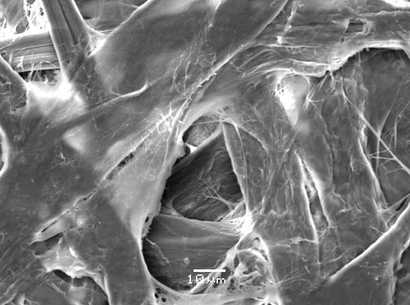
【図2】比較例1で得られた模様加工紙を示す電子顕微鏡写真である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態を詳細に説明する。
本発明の模様加工紙は、天然パルプ繊維とレーヨン繊維とを主原料とし、バインダーと無機粒子とを含有している。
【0018】
〔天然パルプ繊維〕
本発明の模様加工紙の主原料である天然パルプ繊維としては、例えば針葉樹クラフトパルプ、広葉樹未晒クラフトパルプ(LUKP)、広葉樹晒クラフトパルプ(LBKP)等の化学パルプ;サーモメカニカルパルプ(TMP)、加圧ストーングランドパルプ(PGW)等の機械パルプ;ディンギングパルプ(DIP)、ウェストパルプ(WP)等の化学パルプや機械パルプ由来の古紙パルプ等を使用できるが、針葉樹クラフトパルプを用いることが好ましい。
【0019】
針葉樹クラフトパルプとしては、針葉樹未晒クラフトパルプ(NUKP)、針葉樹晒クラフトパルプ(NBKP)いずれも使用することができるが、NBKPは晒すことにより十分にリグニンが溶出しており、繊維が膨潤することで柔軟性を有する紙となる点から、本発明において好ましく用いることができる。また、針葉樹クラフトパルプと、上述した他の天然パルプを併用してもよい。
【0020】
当該天然パルプ繊維の配合量の下限としては、当該模様加工紙総量に対して70質量%が好ましく、75質量%が特に好ましい。一方、当該天然パルプ繊維の配合量の上限としては、当該模様加工紙総量の95質量%が好ましく、90質量%が特に好ましい。天然パルプ繊維の配合量が上記下限より小さいと、配合するレーヨン繊維の影響により地合の目が粗くなってしまうため、表面の平滑度が下がり、印刷適性が低下する。逆に、天然パルプ繊維の配合量が上記上限を超えると、添加されるレーヨン繊維の配合が減るため、和紙調の風合いが低下してしまう。
【0021】
〔レーヨン繊維〕
本発明の模様加工紙の主原料であるレーヨン繊維は、模様加工紙において和紙調の風合いを醸し出すものである。このレーヨン繊維は公知のものが用いられる。このレーヨン繊維の繊度の下限としては、0.2dtexが好ましく、1dtexが特に好ましい。一方このレーヨン繊維の繊度の上限としては、4.4dtexが好ましく、2dtexが特に好ましい。繊度が上記下限より小さいと、レーヨン繊維が細くなり、和紙調の風合いが悪くなる。逆に、繊度が上記上限を超えると、繊維が太くなることによって、印刷適性が低下する。
【0022】
当該レーヨン繊維の繊維長(平均繊維長)の下限としては、2mmが好ましく、3mmが特に好ましい。一方、レーヨン繊維の繊維長(平均繊維長)の上限としては8mmが好ましく、7mmが特に好ましい。繊維長が上記下限より小さいと、和紙調の風合いが悪くなる。逆に、レーヨン繊維の繊維長が上記上限を超えると、繊維同士の結束が生じ印刷適性が低下する。
【0023】
レーヨン繊維の模様加工紙総量に対する配合量の下限としては、3質量%が好ましく5質量%が特に好ましい。一方、レーヨン繊維の配合量の上限としては、30質量%が好ましく、25質量%が特に好ましい。レーヨン繊維の配合量が上記下限より小さいと、和紙調の風合いが低下する。逆に、レーヨン繊維の配合量が上記上限を超えると、天然パルプ繊維の配合量が減るために、印刷適性が低下する
【0024】
〔バインダー〕
当該模様加工紙には、主原料である天然パルプ繊維とレーヨン繊維に加えて、バインダーが含有されている。
【0025】
上記バインダーの形状としては、レーヨン繊維と均一に混合できるように繊維状の形状好ましい。レーヨン繊維はフィブリル化しにくい性質を有しているため、パルプ繊維や他のレーヨン繊維との絡み合いによる結合がしにくい。ところが、バインダーを配合することにより、レーヨン繊維同士及びレーヨン繊維とパルプ繊維を強力に結合させることが可能になる。特に、本発明の模様加工紙の製造工程においてヤンキードライヤにて乾燥を行う場合、配合されるバインダーの融点よりもヤンキードライヤの表面温度を若干高く設定すると、バインダーが熱溶融され、主原料である天然パルプ及びレーヨン繊維を強固に熱接着させることができる。
【0026】
上記バインダーの原料としては、特に限定されないが、ポリビニルアルコールや、ビスコース、ビニロン等が用いられ、通常の乾燥工程で用いられるヤンキードライヤの表面温度105℃よりも低い80℃程度の融点を有するビニロンが好ましい。このような融点を有するバインダーであれば、ヤンキードライヤの加熱によるバインダーの熱溶融が進行しやすく、レーヨン繊維と天然パルプとを強固に接着させることができる。
【0027】
当該バインダーの配合量の下限としては、当該模様加工紙総量に対して0.3質量%が好ましく、0.5質量%が特に好ましい。一方、当該バインダーの配合量の上限としては5質量%が好ましく、4質量%が特に好ましい。バインダーの配合量が上記下限より小さいと、繊維間結合が弱くなり、レーヨン繊維が脱落するおそれがある。逆に、バインダーの配合量が上記上限を超えると、ドライヤーへの張り付きが強くなり無機填料の定着量低下及び平滑性の低下を招くおそれがある。
【0028】
〔無機粒子〕
本発明の模様加工紙には、填料として無機粒子が含有されている。無機粒子が填料として含有されることにより、この無機粒子が天然パルプ繊維及びレーヨン繊維に付着することで、無機粒子が繊維表面の凹凸となり楔としての機能を発揮し、表面の防滑性が向上される。
【0029】
この無機粒子としては、具体的には、ゼオライト、酸化ケイ素、酸化チタン、炭酸カルシウム、炭酸バリウム、硫酸バリウム、硫酸カルシウム、硫酸亜鉛、酸化錫、炭化カルシウム、リン酸カルシウム、酸化亜鉛、ベントナイト、スメクタイト、シリカ、無水珪酸等が挙げられる。これらは結晶構造を有していてもよく、非結晶構造であってもよい。さらに、これらは、単独でまたは2種以上組み合わせて用いることができる。上記の無機物質の中でも特に、リン酸カルシウムが好適に用いられる。リン酸カルシウムであれば、容易に所定サイズに粒子を形成することができ、また、適度な硬度を有するため、防滑性を好適に高めることができ、防滑性の高い模様加工紙を工業的に量産することができる。
【0030】
リン酸カルシウムとは、カルシウムイオンとリン酸基(PO43−)又はピロリン酸基(P2O74−)とを有する無機化合物である。具体的なリン酸カルシウム粒子としては例えば、非晶質リン酸カルシウム、フッ素アパタイト、塩素アパタイト、ヒドロキシアパタイト、リン酸八カルシウム、リン酸三カルシウム、リン酸水素カルシウム、リン酸水素カルシウム二水和物等が挙げられる。これらの中でも組成の安定性が高いという観点から、ヒドロキシアパタイト、リン酸八カルシウム、リン酸三カルシウム及びリン酸水素カルシウムが好ましく、ヒドロキシアパタイト(3Ca3(PO4)2・Ca(OH)2:モース硬度5)が特に好ましい。
【0031】
当該無機粒子が、結晶構造を有する場合においては、この結晶格子が斜方晶、六方晶、三方晶、正方晶又は六方晶であることが好ましく、六方晶又は立方晶であることが特に好ましい。当該無機粒子が、このように対称性の高い結晶格子を有することによって、繊維表面と接する面積が増加し、高い安定性を持って固着されることができ、かつ楔としての機能を有効に発揮させることができる。
【0032】
当該無機粒子は、微細な粒子が凝集された凝集体であるとよい。当該無機粒子は、微細な粒子の凝集体からなることで、当該模様加工紙の製造工程中において凝集体中の結合部の一部が解離することによって適度に粉砕されることができる。つまり、当該無機粒子であれば、製造工程中での無機粒子の粉砕を考慮し、最終的に繊維表面に固着させる無機粒子より大きい凝集体粒子を原料に配合することができる。このことにより、抄紙段階における無機粒子の繊維表面への固着効率を向上させ、その後の過程において無機粒子が粉砕されることで、必要とする粒子径を有する無機粒子を最終模様加工紙中に存在させることができる。すなわち、配合当初から、粒子径の小さい(目標とする粒子径を有する)無機粒子を配合すると、粒子径が小さいために、繊維間を通過する粒子が増えるため、無機粒子の固着率が低くなるが、当該手段であれば一定の粒子径を有する凝集体を配合させることにより無機粒子の固着率を向上させることができる。
【0033】
繊維表面に固着される当該無機粒子の平均粒子径の下限としては、0.5μmが好ましく、1μmが特に好ましい。一方、当該無機粒子径の平均粒子径の上限としては10μmが好ましく、8μmが特に好ましい。このような平均粒子径を有する無機粒子は、天然パルプ繊維及びレーヨン繊維の表面に和紙調の風合い及び平滑性を備えたまま、好適に付着し、固着されることができる。また、このようなサイズの無機粒子を含有する模様加工紙であれば、米袋等として利用した場合において紙表面が他の紙等と接触した際に、無機粒子の存在によって表面に楔として最適なサイズの凹凸が形成され、十分な防滑性が発揮される。なお、無機粒子の平均粒子径が上記下限より小さいと、表面の防滑性が低下する。一方、無機粒子の平均粒子径が上記上限を超えると、製造工程における機械装置等を傷つけるおそれがあり、また、印刷適性や和紙調の風合いが低下する。
【0034】
本発明において無機粒子の平均粒子径は、倍率1000倍の電子顕微鏡において観測される粒子から無作為に抽出した30個の粒子の粒子径を平均したものをいう。また、粒子径は、フェレー径(一定方向の平行線で投影像を挟んだときの間隔)で定義する。
【0035】
なお、最終の製品に上記平均粒子径を有する粒子を含有させる必要があるため、原料調整段階においては、粒子が製造工程において砕けることを考慮して上記範囲よりも大きい平均粒子径を有する粒子を配合すると良い。
【0036】
当該無機粒子のモース硬度の下限としては、3とされており、4が好ましく、4.5が特に好ましい。一方、当該無機粒子のモース硬度の上限としては、6とされており、5.5が特に好ましい。当該無機粒子が上記範囲の硬度を有することにより、当該模様加工紙表面が他の紙等と重なり圧力がかかった際に、無機粒子が形状を崩すことなく楔となって他の紙等の表層内部に進入することができるため、当該模様加工紙の防滑性が向上されることとなる。なお、無機粒子のモース硬度が上記下限より小さいと、表面に作用する摩擦に対して十分な硬度を有さず防滑性が向上されないことに加えて、製造工程中に粒子が粉砕され一定粒径の無機粒子を模様加工紙中に固着させることが困難となる。逆に、無機粒子のモース硬度が上記上限を超えると、防滑性を発揮するための十分な硬度を有するが、抄紙時において製造機器を傷つけるおそれがある。
【0037】
モース硬度とは、標準物質に対しての傷の付き方を元に硬度を数値化するものである。柔らかいものから順に1から10までの標準物質が指定されており、具体的な標準物質としては、モース硬度1が滑石(タルク)、2が石こう、3が方解石、4が蛍石、5がリン灰石、6が正長石、7が石英、8がトパーズ、9がコランダム、および10がダイヤモンドである。例えば、試料を標準物質4の蛍石で引っ掻いて試料に傷が付かず、標準物質5のリン灰石で引っ掻いて試料に傷が付いた場合はこの試料は4より硬く、5より柔らかいことを示し、モース硬度として「4.5」と表記される。また、標準物質4の蛍石で引っ掻いて試料にも蛍石にも傷が付いた場合は、試料は標準物質4と同じ硬さとなり、モース硬度として「4」と表記する。モース硬度の数値はあくまでも相対的なものであり、絶対値ではない。
【0038】
当該無機粒子の配合量は、当該模様加工紙の灰分として、1.5%以上5%以下、好ましくは2%以上4%以下となるように調整されるとよい。上記範囲の灰分となるように無機粒子の含有量が調整された当該模様加工紙であれば、平滑性や印刷適性を低下させることなく、表面の防滑性を更に高めることができる。この灰分は、JIS−P8251(2003)「紙,板紙及びパルプ−灰分試験方法−525℃燃焼法」に準じて測定される。灰分が上記範囲未満の場合は、防滑性が低下し、一方灰分が上記範囲を超える場合は、無機粒子の含有量が過大となるために平滑性や印刷適性が低下することとなる。
【0039】
当該模様加工紙が上記の灰分を有するためには、抄紙条件によって異なるが、例えば無機粒子の配合量を天然パルプ繊維、レーヨン繊維及びバインダーの総量に対して、2.5質量%以上7.0質量%以下配合させると良い。
【0040】
〔サイズ剤〕
本発明の模様加工紙には、更にサイズ剤が内添されていることが好ましい。サイズ剤が含有される当該模様加工紙であれば、繊維間に吸着した無機粒子が乾燥工程においてヤンキードライヤに取られることを効果的に防止することができるため、防滑性を向上させ、更にその防滑性を長期間維持することができる。
【0041】
当該模様加工紙に内添されるサイズ剤としては、例えば酸性抄紙用ロジンサイズ剤、中性抄紙用変性ロジンサイズ剤、アルケニルコハク酸系サイズ剤、アルキルケテンダイマー(alkyl ketene dymer;AKD)系サイズ剤、アルケニル無水コハク酸(alkenyl succinic anhydride;ASA)系サイズ剤、ワックス系サイズ剤、スチレン樹脂系サイズ剤、オレフィン樹脂系サイズ剤、スチレン−アクリル樹脂系サイズ剤、高級脂肪酸系サイズ剤、カチオンポリマー型サイズ剤、酸化澱粉等があげられるが、経時劣化をさせないため、さらには乾燥工程におけるヤンキードライヤへの模様加工紙の過剰な貼り付きによる印刷適性の低下を防止し、かつ無機粒子の脱落を防止できることから、AKD系サイズ剤や、ASA系サイズ剤等の中性サイズ剤が好ましく使用される。
【0042】
当該サイズ剤の模様加工紙総量に対する含有量の下限としては、0.2質量%が好ましく、0.4質量%が特に好ましい。一方、当該サイズ剤の含有量の上限としては、1質量%が好ましく、0.5質量%が特に好ましい。サイズ剤の含有量が上記下限より小さいと乾燥工程においてヤンキードライヤに無機粒子が取られたり、印刷時の摩擦により無機粒子が脱落し、防滑性が向上しない。一方、サイズ剤の含有量が上記上限を超える場合においても、防滑性の効果の向上は現れず製造コストの増加を招くこととなる。
【0043】
なお、当該模様加工紙はサイズ剤を内添することにより防滑性の高い模様加工紙となるが、さらに剥離剤をヤンキードライヤ表面に塗布することでより効果的に、防滑性の高い模様加工紙とすることができる。
【0044】
〔剥離剤〕
本発明の模様加工紙には、剥離剤が塗布されていると良い。この剥離剤は、当該模様加工紙を表面に剥離剤が塗布されたヤンキードライヤにて乾燥する際に転写によって塗布される。当該模様加工紙であれば、ヤンキードライヤにて表面を乾燥させる際に、ヤンキードライヤ表面に剥離剤を塗布することで当該模様加工紙表面との剥離性が向上し、模様加工紙中の無機粒子の脱離が防止される。
【0045】
ヤンキードライヤ表面に塗布される剥離剤の塗布量の下限としては、有効成分量が0.05g/m2が好ましく、0.1g/m2が特に好ましい。一方、剥離剤の塗布量の上限としては、有効成分量が1g/m2が好ましく、0.4g/m2が特に好ましい。この個体成分とは、乾燥後に模様加工紙に残留し、剥離性を発揮するする剥離剤中の主成分を指す。剥離剤の塗布量が上記下限より小さいと、塗布量が少なく、ヤンキードライヤとの剥離性が向上しないために当該模様加工紙中の無機粒子がヤンキードライヤ表面に付着し、模様加工紙中に残存する無機粒子量が低下し、ひいては当該模様加工紙の防滑性が低下する。一方、剥離剤の塗布量が上記上限を超えると、塗布量が多すぎるため均一な乾燥が困難になる等、乾燥に不具合が生じるおそれがある。さらに、乾燥に不具合が生じることで紙にシワが発生しやすくなり、印刷適性の低下に繋がるおそれがある。
【0046】
この剥離剤としては、エルシルアミド、ステアロアミド、ステアリン酸カルシウム、ステアリン酸亜鉛、ステアリン酸、モンタン酸、モンタン酸エステル、モンタン酸塩、オレイン酸、パルミチン酸、パラフィンワックス、ポリエチレンワックス、ポリプロピレンワックス、カルナウバワックス、グリセロールモノステアレート又はグルセロールジステアレート等であるものが用いられ、ヤンキードライヤとの剥離性及び模様加工紙表面への塗工作業性等の観点から特に、ポリエチレンワックスが好適に用いられる。
【0047】
〔製造方法〕
次に本発明の模様加工紙の製造方法について説明する。
【0048】
(1)まず、抄紙原料として、天然パルプ繊維、レーヨン繊維及びバインダーを用意しこれを繊維離解機にて離解し、サイズ剤及び無機粒子を配合し、繊維の水分散濃度が1.0〜2.0質量%(絶乾質量)のスラリーを調整する。
【0049】
(2)抄紙機において、原料を抄紙し、模様加工紙を形成する。
【0050】
(3)形成された模様加工紙の湿紙は表面に剥離剤が塗布されたヤンキードライヤにより乾燥される。この際、ベース層に含有されるバインダーの熱溶融が進行すると、挿嵌の繊維結合がより強固になる。この乾燥の際、模様加工紙表面の平滑性を高め、印刷適性を向上させるために所定の圧力で押圧するとよい。このヤンキードライヤの押圧としては、2.0kg/cm2以上7.0kg/cm2であることが好ましい。ヤンキードライヤの押圧が2.0kg/cm2未満の場合は、押しつける圧力が弱いために乾燥が悪くなり、当該模様加工紙がヤンキードライヤに貼りつき、印刷適性の低下と無機填料の脱落を招くおそれがある。また、ヤンキードライヤの押圧が7.0kg/cm2を超えると、平滑性が向上しすぎるために防滑性が低下する。
【0051】
このような構成を有し、上記工程にて製造された当該模様加工紙は、JIS−P8147(1994)傾斜方法に準じた方法により測定した滑り角度が29度以上40度以下と通常の模様加工紙と比べて極めて高い防滑性を有する。
【0052】
また、当該模様加工紙は、JIS−P8119平滑度試験方法に準じた方法により測定した表面の平滑度は20秒以上50秒以下であることが好ましい。当該模様加工紙は、このような表面の平滑度を有することで十分な印刷適性を有している。なお、平滑度は天然パルプ繊維の配合量や填料、サイズ剤等によって調整される。
【実施例】
【0053】
以下に実施例を挙げて本発明を更に詳説するが、本発明はこれら実施例に限定されるものではない。
【0054】
(実施例1)
原料として、NBKP81.0質量%、レーヨン繊維(繊度1dtex×平均繊維長3mm)17.0質量%及びビニロンバインダー2.0質量%を混合することでセルロース系原料スラリーを調整した。この原料スラリーに対し、填料の無機粒子としてヒドロキシアパタイト粒子(3Ca3(PO4)2・Ca(OH)2:モース硬度5)を4.0質量%及びAKD系サイズ剤(星光PMC社製AD1602)を0.4質量%配合し、調整したものを抄紙した。この抄紙に、表面にポリエチレンワックス製剥離剤(明成化学工業株式会社製 メイカテックスPEC10)を0.2g/m2塗布したヤンキードライヤ(表面温度105℃)で乾燥させ、実施例1の模様加工紙を得た。この模様加工紙表面を電子顕微鏡にて観察した際、観測されるリン酸カルシウム粒子30個の平均粒径は1.1μmであった。
【0055】
(実施例2)
レーヨン繊維18.8質量%、ビニロンバインダー0.2質量%としたこと以外は実施例1と同様にして実施例2の模様加工紙を得た。
【0056】
(実施例3)
原料スラリーの混合比をNBKP80.0質量%、レーヨン繊維15.0質量%、ビニロンバインダー5.0質量%としたこと以外は実施例1と同様にして実施例3の模様加工紙を得た。
【0057】
(実施例4)
原料スラリーの混合比をNBKP80.0質量%、レーヨン繊維14.0質量%、ビニロンバインダー6.0質量%としたこと以外は実施例1と同様にして実施例4の模様加工紙を得た。
【0058】
(実施例5)
AKD系サイズ剤を配合せず、剥離剤を塗布しなかったこと以外は実施例1と同様にして実施例5の模様加工紙を得た。
【0059】
(実施例6)
AKD系サイズ剤を配合しなかったこと以外は実施例1と同様にして実施例6の模様加工紙を得た。
【0060】
(実施例7)
AKD系サイズ剤の配合量を0.3質量%としたこと以外は実施例1と同様にして実施例7の模様加工紙を得た。
【0061】
(実施例8)
AKD系サイズ剤の配合量を0.5質量%としたこと以外は実施例1と同様にして実施例8の模様加工紙を得た。
【0062】
(実施例9)
原料スラリーの混合比をNBKP67.0質量%、レーヨン繊維31.0質量%、としたこと以外は実施例1と同様にして実施例9の模様加工紙を得た。
【0063】
(実施例10)
原料スラリーの混合比をNBKP72.0質量%、レーヨン繊維26.0質量%、としたこと以外は実施例1と同様にして実施例10の模様加工紙を得た。
【0064】
(実施例11)
レーヨン繊維の繊度を0.1dtexとしたこと以外は実施例1と同様にして実施例11の模様加工紙を得た。
【0065】
(実施例12)
レーヨン繊維の配合比を18.0質量%、レーヨン繊維の繊度を0.3dtex、ビニロンバインダーの配合比を1.0質量%としたこと以外は実施例1と同様にして実施例12の模様加工紙を得た。
【0066】
(実施例13)
原料スラリーの混合比をNBKP96.0質量%、レーヨン繊維2.0質量%、としたこと以外は実施例1と同様にして実施例13の模様加工紙を得た。
【0067】
(実施例14)
原料スラリーの混合比をNBKP95.0質量%、レーヨン繊維4.0質量%、ビニロンバインダー1.0質量%としたこと以外は実施例1と同様にして実施例14の模様加工紙を得た。
【0068】
(実施例15)
原料スラリーの混合比をNBKP95.0質量%、レーヨン繊維4.0質量%、ビニロンバインダー1.0質量%、レーヨン繊維の繊度を4.4dtex、繊維長5.0mmとしたこと以外は実施例1と同様にして実施例15の模様加工紙を得た。
【0069】
(実施例16)
原料スラリーの混合比をNBKP95.0質量%、レーヨン繊維4.0質量%、ビニロンバインダー1.0質量%、レーヨン繊維の繊度を5.5dtex、繊維長5.0mmとしたこと以外は実施例1と同様にして実施例16の模様加工紙を得た。
【0070】
(実施例17)
レーヨン繊維の平均繊維長を7.0mmとしたこと以外は実施例1と同様にして実施例17の模様加工紙を得た。
【0071】
(実施例18)
レーヨン繊維の平均繊維長を8.0mmとしたこと以外は実施例1と同様にして実施例18の模様加工紙を得た。
【0072】
(実施例19)
レーヨン繊維の平均繊維長を2.5mmとしたこと以外は実施例1と同様にして実施例19の模様加工紙を得た。
【0073】
(実施例20)
レーヨン繊維の平均繊維長を2.0mmとしたこと以外は実施例1と同様にして実施例20の模様加工紙を得た。
【0074】
(実施例21)
ヒドロキシアパタイトの配合量を2.0質量%としたこと以外は実施例1と同様にして実施例21の模様加工紙を得た。
【0075】
(実施例22)
ヒドロキシアパタイトの配合量を2.5質量%としたこと以外は実施例1と同様にして実施例22の模様加工紙を得た。
【0076】
(実施例23)
ヒドロキシアパタイトの配合量を7.0質量%としたこと以外は実施例1と同様にして実施例23の模様加工紙を得た。
【0077】
(実施例24)
ヒドロキシアパタイトの配合量を7.5質量%としたこと以外は実施例1と同様にして実施例24の模様加工紙を得た。
【0078】
(実施例25)
ヒドロキシアパタイトの平均粒子径が0.2μmであること以外は実施例1と同様にして実施例25の模様加工紙を得た。
【0079】
(実施例26)
ヒドロキシアパタイトの平均粒子径が0.5μmであること以外は実施例1と同様にして実施例26の模様加工紙を得た。
【0080】
(実施例27)
ヒドロキシアパタイトの平均粒子径が7.7μmであること以外は実施例1と同様にして実施例27の模様加工紙を得た。
【0081】
(実施例28)
ヒドロキシアパタイトの平均粒子径が10.5μmであること以外は実施例1と同様にして実施例28の模様加工紙を得た。
【0082】
(実施例29)
剥離剤を塗布しなかったこと以外は実施例1と同様にして実施例29の模様加工紙を得た。
【0083】
(実施例30)
剥離剤の塗布量を0.1g/m2としたこと以外は実施例1と同様にして実施例30の模様加工紙を得た。
【0084】
(実施例31)
剥離剤の塗布量を0.4g/m2としたこと以外は実施例1と同様にして実施例31の模様加工紙を得た。
【0085】
(実施例32)
剥離剤の塗布量を0.5g/m2としたこと以外は実施例1と同様にして実施例32の模様加工紙を得た。
【0086】
(実施例33)
填料として硫酸カルシウム粒子(モース硬度3)を4.8質量%配合したこと以外は実施例1と同様にして実施例33の模様加工紙を得た。
【0087】
(実施例34)
填料として炭酸カルシウム粒子(モース硬度4)を4.5質量%配合したこと以外は実施例1と同様にして実施例34の模様加工紙を得た。
【0088】
(実施例35)
填料として酸化チタン粒子(モース硬度6)を配合したこと以外は実施例1と同様にして実施例35の模様加工紙を得た。
【0089】
(比較例1)
填料としての無機粒子を配合しなかったこと以外は実施例1と同様にして比較例1の模様加工紙を得た。
【0090】
(比較例2)
填料の無機粒子としてタルク粒子(モース硬度1)を配合したこと以外は実施例1と同様にして比較例2の模様加工紙を得た。
【0091】
実施例1〜35及び比較例1〜2で製造した模様加工紙について、下記の規準により性能評価を行った。実施例及び比較例の各配合量等及び評価結果を表1に示す。
【0092】
〔評価〕
(1)滑り角度
滑り角測定器(東洋精機社製)を用いてJIS−P8147(1994)傾斜方法に準じた方法により模様加工紙表面同士、流れ方向(縦)で測定し、5回の平均値を丸めた。
【0093】
(2)ベック平滑度
JIS−P8119「紙及び板紙−ベック平滑度試験機による平滑度試験方法」に準拠して表面について測定した。
【0094】
(3)印刷適性
PK Print Coat Instruments社製Kプリンティングプルーファーを用いて表面に印刷を施した。インクとしては東洋インキ製造のDANNEC3−藍を使用し、インク量は5mlとした。以下の基準にて評価を行った。
◎:インクの着色ムラ、インクの転移不良等が目視できない。
○:インクの着色ムラ、インクの転移不良等がわずかに目視できる。
△:インクの着色ムラ、インクの転移不良等があるが、実用上問題はない。
×:インクの着色ムラ、インクの転移不良等が多い。
【0095】
(4)灰分
JIS−P8251(2003)「紙、板紙及びパルプ−灰分試験方法−525℃燃焼法」に準じて測定した。
【0096】
【表1】

【0097】
表1より、実施例1〜35で製造された模様加工紙は、優れた平滑性及び印刷適性を備えながら、かつ高い防滑性を有していることが分かった。一方、無機粒子を添加していない比較例1の模様加工紙は防滑性が低いことが示された。また、填料としてモース硬度1のタルクを用いた比較例2の模様加工紙も、タルク粒子が製造工程等において細かく砕かれるために、粒子が小さくなりすぎ、防滑性が向上しないことが示された。なお、実施例34、35においては、モース硬度の低い無機粒子を配合した場合は、製造工程において粒径が小さくなり付着する粒子量が減少する(灰分の低下)ため、当初の無機粒子の配合量を増加させた。このことにより、残存する無機粒子量を増加させることができ、一定量の灰分及び高い防滑性が維持されることが確認できた。
【0098】
実施例1の模様加工紙の表面を電子顕微鏡にて観察すると、図1の電子顕微鏡写真図に示すように、パルプ繊維上に填料としてのヒドロキシアパタイト粒子が分散されて固着された状態であることが確認された。なお固着した主なヒドロキシアパタイト粒子を図1中に円で囲って示している。図1中での最大の粒子径は8μm程度であるが、円で囲ってない1μm以下の粒子が多数あることが確認される。一方、比較例1の模様加工紙は、図2の電子顕微鏡写真で示されるように、填料としての無機粒子を含有していないため、繊維が確認されるのみである。
【技術分野】
【0001】
本発明は、パルプ繊維にレーヨン繊維を混在させ、紙の表面に和紙調の風合いを形成する模様加工紙に関し、詳細には高い防滑性を有する模様加工紙に関するものである。
【背景技術】
【0002】
レーヨン繊維をパルプ繊維と混在させる模様加工紙は、通常模様紙と呼ばれ、大札紙、雲龍紙、引っ掛け等の名称で上市されている。このような模様加工紙は、レーヨン繊維を混在させることにより和紙調の風合いを表現することができ、食品等の包装材等として広く使用されている。
【0003】
このように模様加工紙は、レーヨン繊維がパルプ繊維と混在するため、低摩擦性のレーヨン繊維が紙表面に固着されることによって、滑り易い性質を有している。この模様加工紙が滑りやすいという性質から生じる不都合は、特に、米袋等重量のあるものに使用した場合において顕著に現れ、米袋等を積み重ねた際の滑りや荷崩れが生じ易くなる。また、機械によるこの米袋の製造段階においても、表面の滑りやすさにより製造効率が低下するという不都合が存在する。
【0004】
この紙表面の滑りやすさの問題を解決する手段としては、一般的にその紙表面に防滑剤(撥水剤等)を塗工する方法が開発されている(例えば、特開2006−161180号公報等参照)。しかしながら、一般的な印刷用紙、包装用紙、板紙などの紙に防滑剤を塗工する場合と異なり、模様紙に従来の防滑剤を塗工する場合には、防滑材がレーヨン繊維からなる模様を被覆するために和紙調の風合いが低下し、あるいは十分な防滑性が発揮されないといった不都合が存在する。また、防滑剤の塗布によって紙表面の印刷適性が低下するという不都合も存在する。
【0005】
また、レーヨン繊維を配合した模様紙の防滑性に関する技術としては、レーヨン繊維の表面が少量の天然パルプで被覆されている模様紙が考えられる(例えば、特開2003−293285号公報等参照)。当該技術であれば、レーヨン繊維の表面を天然パルプで被覆することによって、レーヨン繊維にパルプ層を強固に結合させることに加え、レーヨン繊維が被覆されているため紙表面の摩擦力も向上することが期待される。しかしながら、当該手段によっても完全にはレーヨン繊維がパルプ繊維で被覆されず、十分な防滑性を発揮させることができない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−161180号公報
【特許文献2】特開2003−293285号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明はこれらの不都合に鑑みてなされたものであり、和紙調の風合いを保持しつつ、防滑性、平滑度及び印刷適性に優れた模様加工紙の提供を目的とするものである。
【課題を解決するための手段】
【0008】
上記課題を解決するためになされた発明は、
天然パルプ繊維とレーヨン繊維とを主原料とし、バインダーを含有する模様加工紙であって、
モース硬度が3以上6以下の無機粒子を含有することを特徴とする模様加工紙である。
【0009】
当該模様加工紙であれば、填料として無機粒子を含有することから、この無機粒子が天然パルプ繊維及びレーヨン繊維に付着し、バインダーによって固定されることで、無機粒子が繊維表面に凹凸を形成し、表面の防滑性が向上される。また、当該模様加工紙は、含有される無機粒子のモース硬度が3以上6以下と適度な硬度を有するため、当該模様加工紙表面が他の紙等と重なり圧力がかかった際に、無機粒子が形状を崩すことなく楔となって他の紙等の表層内部に進入することができるため、優れた防滑性が発揮される。さらには、当該模様加工紙は、含有される無機粒子が所定の硬度を有するため、無機粒子の形状が米袋等として利用した際の押圧等によって粉砕されることなく防滑機能を維持するとともに、製造工程においては、無機粒子が微細には粉砕せず、防滑性に必要な所定の粒子形状を維持することができる。また、当該模様加工紙であれば、含有される無機粒子の硬度が高すぎないため、無機粒子が製造工程中において一定程度粉砕されることにより、製造工程における機器の傷つけを防止することができる。
【0010】
上記無機粒子の平均粒子径としては、0.5μm以上10μm以下が好ましい。このような平均粒子径を有する無機粒子は、天然パルプ繊維及びレーヨン繊維の表面に和紙調の風合い及び平滑性を低下させることなく好適に付着し、固着されることができる。またこのようなサイズの無機粒子を含有する模様加工紙であれば、米袋等として利用した場合において紙表面が他の紙等と接触した際に、無機粒子の存在が繊維表面に楔状に保持されるため十分な防滑性が発揮される。
【0011】
上記無機粒子がヒドロキシアパタイトであるとよい。このように無機粒子としてヒドロキシアパタイトを用いることにより、好適な硬度を有し且つ容易に上記サイズに粒子を形成することができるため、防滑性を好適に高めることができ、防滑性の高い模様加工紙を工業的に量産することができる。
【0012】
当該模様加工紙の灰分としては、1.5%以上5%以下が好ましい。当該模様加工紙であれば、上記範囲の灰分となるように無機粒子の含有量が調整されているため、平滑性や印刷適性を低下させることなく、表面の防滑性を更に高めることができる。なお、この灰分は、JIS−P8251(2003)「紙,板紙及びパルプ−灰分試験方法−525℃燃焼法」に準じて測定される。
【0013】
当該模様加工紙には、サイズ剤が含有されるとよい。このようにサイズ剤が含有される当該模様加工紙であれば、繊維間に吸着した無機粒子が乾燥工程においてヤンキードライヤに取られることや、印刷時に脱落することを効果的に防止することができるため、防滑性を向上させ、更にその防滑性を長期間維持することができる。
【0014】
当該模様加工紙表面の滑り角度が29度以上40度以下であることが好ましい。表面の滑り角度が上記範囲である当該模様加工紙であれば、必要な防滑性を有し、かつ優れた印刷適性を発揮させることができる。
【発明の効果】
【0015】
以上説明したように、本発明の模様加工紙であれば、和紙調の風合いを保持しつつ、平滑性及び印刷適性に優れ、かつ防滑性を向上させることができる。その結果、本発明の模様加工紙であれば、食品包装材、特に米袋等の重量物の包装材に好適に使用されることができる。
【図面の簡単な説明】
【0016】
【図1】実施例1で得られた模様加工紙を示す電子顕微鏡写真である。
【図2】比較例1で得られた模様加工紙を示す電子顕微鏡写真である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態を詳細に説明する。
本発明の模様加工紙は、天然パルプ繊維とレーヨン繊維とを主原料とし、バインダーと無機粒子とを含有している。
【0018】
〔天然パルプ繊維〕
本発明の模様加工紙の主原料である天然パルプ繊維としては、例えば針葉樹クラフトパルプ、広葉樹未晒クラフトパルプ(LUKP)、広葉樹晒クラフトパルプ(LBKP)等の化学パルプ;サーモメカニカルパルプ(TMP)、加圧ストーングランドパルプ(PGW)等の機械パルプ;ディンギングパルプ(DIP)、ウェストパルプ(WP)等の化学パルプや機械パルプ由来の古紙パルプ等を使用できるが、針葉樹クラフトパルプを用いることが好ましい。
【0019】
針葉樹クラフトパルプとしては、針葉樹未晒クラフトパルプ(NUKP)、針葉樹晒クラフトパルプ(NBKP)いずれも使用することができるが、NBKPは晒すことにより十分にリグニンが溶出しており、繊維が膨潤することで柔軟性を有する紙となる点から、本発明において好ましく用いることができる。また、針葉樹クラフトパルプと、上述した他の天然パルプを併用してもよい。
【0020】
当該天然パルプ繊維の配合量の下限としては、当該模様加工紙総量に対して70質量%が好ましく、75質量%が特に好ましい。一方、当該天然パルプ繊維の配合量の上限としては、当該模様加工紙総量の95質量%が好ましく、90質量%が特に好ましい。天然パルプ繊維の配合量が上記下限より小さいと、配合するレーヨン繊維の影響により地合の目が粗くなってしまうため、表面の平滑度が下がり、印刷適性が低下する。逆に、天然パルプ繊維の配合量が上記上限を超えると、添加されるレーヨン繊維の配合が減るため、和紙調の風合いが低下してしまう。
【0021】
〔レーヨン繊維〕
本発明の模様加工紙の主原料であるレーヨン繊維は、模様加工紙において和紙調の風合いを醸し出すものである。このレーヨン繊維は公知のものが用いられる。このレーヨン繊維の繊度の下限としては、0.2dtexが好ましく、1dtexが特に好ましい。一方このレーヨン繊維の繊度の上限としては、4.4dtexが好ましく、2dtexが特に好ましい。繊度が上記下限より小さいと、レーヨン繊維が細くなり、和紙調の風合いが悪くなる。逆に、繊度が上記上限を超えると、繊維が太くなることによって、印刷適性が低下する。
【0022】
当該レーヨン繊維の繊維長(平均繊維長)の下限としては、2mmが好ましく、3mmが特に好ましい。一方、レーヨン繊維の繊維長(平均繊維長)の上限としては8mmが好ましく、7mmが特に好ましい。繊維長が上記下限より小さいと、和紙調の風合いが悪くなる。逆に、レーヨン繊維の繊維長が上記上限を超えると、繊維同士の結束が生じ印刷適性が低下する。
【0023】
レーヨン繊維の模様加工紙総量に対する配合量の下限としては、3質量%が好ましく5質量%が特に好ましい。一方、レーヨン繊維の配合量の上限としては、30質量%が好ましく、25質量%が特に好ましい。レーヨン繊維の配合量が上記下限より小さいと、和紙調の風合いが低下する。逆に、レーヨン繊維の配合量が上記上限を超えると、天然パルプ繊維の配合量が減るために、印刷適性が低下する
【0024】
〔バインダー〕
当該模様加工紙には、主原料である天然パルプ繊維とレーヨン繊維に加えて、バインダーが含有されている。
【0025】
上記バインダーの形状としては、レーヨン繊維と均一に混合できるように繊維状の形状好ましい。レーヨン繊維はフィブリル化しにくい性質を有しているため、パルプ繊維や他のレーヨン繊維との絡み合いによる結合がしにくい。ところが、バインダーを配合することにより、レーヨン繊維同士及びレーヨン繊維とパルプ繊維を強力に結合させることが可能になる。特に、本発明の模様加工紙の製造工程においてヤンキードライヤにて乾燥を行う場合、配合されるバインダーの融点よりもヤンキードライヤの表面温度を若干高く設定すると、バインダーが熱溶融され、主原料である天然パルプ及びレーヨン繊維を強固に熱接着させることができる。
【0026】
上記バインダーの原料としては、特に限定されないが、ポリビニルアルコールや、ビスコース、ビニロン等が用いられ、通常の乾燥工程で用いられるヤンキードライヤの表面温度105℃よりも低い80℃程度の融点を有するビニロンが好ましい。このような融点を有するバインダーであれば、ヤンキードライヤの加熱によるバインダーの熱溶融が進行しやすく、レーヨン繊維と天然パルプとを強固に接着させることができる。
【0027】
当該バインダーの配合量の下限としては、当該模様加工紙総量に対して0.3質量%が好ましく、0.5質量%が特に好ましい。一方、当該バインダーの配合量の上限としては5質量%が好ましく、4質量%が特に好ましい。バインダーの配合量が上記下限より小さいと、繊維間結合が弱くなり、レーヨン繊維が脱落するおそれがある。逆に、バインダーの配合量が上記上限を超えると、ドライヤーへの張り付きが強くなり無機填料の定着量低下及び平滑性の低下を招くおそれがある。
【0028】
〔無機粒子〕
本発明の模様加工紙には、填料として無機粒子が含有されている。無機粒子が填料として含有されることにより、この無機粒子が天然パルプ繊維及びレーヨン繊維に付着することで、無機粒子が繊維表面の凹凸となり楔としての機能を発揮し、表面の防滑性が向上される。
【0029】
この無機粒子としては、具体的には、ゼオライト、酸化ケイ素、酸化チタン、炭酸カルシウム、炭酸バリウム、硫酸バリウム、硫酸カルシウム、硫酸亜鉛、酸化錫、炭化カルシウム、リン酸カルシウム、酸化亜鉛、ベントナイト、スメクタイト、シリカ、無水珪酸等が挙げられる。これらは結晶構造を有していてもよく、非結晶構造であってもよい。さらに、これらは、単独でまたは2種以上組み合わせて用いることができる。上記の無機物質の中でも特に、リン酸カルシウムが好適に用いられる。リン酸カルシウムであれば、容易に所定サイズに粒子を形成することができ、また、適度な硬度を有するため、防滑性を好適に高めることができ、防滑性の高い模様加工紙を工業的に量産することができる。
【0030】
リン酸カルシウムとは、カルシウムイオンとリン酸基(PO43−)又はピロリン酸基(P2O74−)とを有する無機化合物である。具体的なリン酸カルシウム粒子としては例えば、非晶質リン酸カルシウム、フッ素アパタイト、塩素アパタイト、ヒドロキシアパタイト、リン酸八カルシウム、リン酸三カルシウム、リン酸水素カルシウム、リン酸水素カルシウム二水和物等が挙げられる。これらの中でも組成の安定性が高いという観点から、ヒドロキシアパタイト、リン酸八カルシウム、リン酸三カルシウム及びリン酸水素カルシウムが好ましく、ヒドロキシアパタイト(3Ca3(PO4)2・Ca(OH)2:モース硬度5)が特に好ましい。
【0031】
当該無機粒子が、結晶構造を有する場合においては、この結晶格子が斜方晶、六方晶、三方晶、正方晶又は六方晶であることが好ましく、六方晶又は立方晶であることが特に好ましい。当該無機粒子が、このように対称性の高い結晶格子を有することによって、繊維表面と接する面積が増加し、高い安定性を持って固着されることができ、かつ楔としての機能を有効に発揮させることができる。
【0032】
当該無機粒子は、微細な粒子が凝集された凝集体であるとよい。当該無機粒子は、微細な粒子の凝集体からなることで、当該模様加工紙の製造工程中において凝集体中の結合部の一部が解離することによって適度に粉砕されることができる。つまり、当該無機粒子であれば、製造工程中での無機粒子の粉砕を考慮し、最終的に繊維表面に固着させる無機粒子より大きい凝集体粒子を原料に配合することができる。このことにより、抄紙段階における無機粒子の繊維表面への固着効率を向上させ、その後の過程において無機粒子が粉砕されることで、必要とする粒子径を有する無機粒子を最終模様加工紙中に存在させることができる。すなわち、配合当初から、粒子径の小さい(目標とする粒子径を有する)無機粒子を配合すると、粒子径が小さいために、繊維間を通過する粒子が増えるため、無機粒子の固着率が低くなるが、当該手段であれば一定の粒子径を有する凝集体を配合させることにより無機粒子の固着率を向上させることができる。
【0033】
繊維表面に固着される当該無機粒子の平均粒子径の下限としては、0.5μmが好ましく、1μmが特に好ましい。一方、当該無機粒子径の平均粒子径の上限としては10μmが好ましく、8μmが特に好ましい。このような平均粒子径を有する無機粒子は、天然パルプ繊維及びレーヨン繊維の表面に和紙調の風合い及び平滑性を備えたまま、好適に付着し、固着されることができる。また、このようなサイズの無機粒子を含有する模様加工紙であれば、米袋等として利用した場合において紙表面が他の紙等と接触した際に、無機粒子の存在によって表面に楔として最適なサイズの凹凸が形成され、十分な防滑性が発揮される。なお、無機粒子の平均粒子径が上記下限より小さいと、表面の防滑性が低下する。一方、無機粒子の平均粒子径が上記上限を超えると、製造工程における機械装置等を傷つけるおそれがあり、また、印刷適性や和紙調の風合いが低下する。
【0034】
本発明において無機粒子の平均粒子径は、倍率1000倍の電子顕微鏡において観測される粒子から無作為に抽出した30個の粒子の粒子径を平均したものをいう。また、粒子径は、フェレー径(一定方向の平行線で投影像を挟んだときの間隔)で定義する。
【0035】
なお、最終の製品に上記平均粒子径を有する粒子を含有させる必要があるため、原料調整段階においては、粒子が製造工程において砕けることを考慮して上記範囲よりも大きい平均粒子径を有する粒子を配合すると良い。
【0036】
当該無機粒子のモース硬度の下限としては、3とされており、4が好ましく、4.5が特に好ましい。一方、当該無機粒子のモース硬度の上限としては、6とされており、5.5が特に好ましい。当該無機粒子が上記範囲の硬度を有することにより、当該模様加工紙表面が他の紙等と重なり圧力がかかった際に、無機粒子が形状を崩すことなく楔となって他の紙等の表層内部に進入することができるため、当該模様加工紙の防滑性が向上されることとなる。なお、無機粒子のモース硬度が上記下限より小さいと、表面に作用する摩擦に対して十分な硬度を有さず防滑性が向上されないことに加えて、製造工程中に粒子が粉砕され一定粒径の無機粒子を模様加工紙中に固着させることが困難となる。逆に、無機粒子のモース硬度が上記上限を超えると、防滑性を発揮するための十分な硬度を有するが、抄紙時において製造機器を傷つけるおそれがある。
【0037】
モース硬度とは、標準物質に対しての傷の付き方を元に硬度を数値化するものである。柔らかいものから順に1から10までの標準物質が指定されており、具体的な標準物質としては、モース硬度1が滑石(タルク)、2が石こう、3が方解石、4が蛍石、5がリン灰石、6が正長石、7が石英、8がトパーズ、9がコランダム、および10がダイヤモンドである。例えば、試料を標準物質4の蛍石で引っ掻いて試料に傷が付かず、標準物質5のリン灰石で引っ掻いて試料に傷が付いた場合はこの試料は4より硬く、5より柔らかいことを示し、モース硬度として「4.5」と表記される。また、標準物質4の蛍石で引っ掻いて試料にも蛍石にも傷が付いた場合は、試料は標準物質4と同じ硬さとなり、モース硬度として「4」と表記する。モース硬度の数値はあくまでも相対的なものであり、絶対値ではない。
【0038】
当該無機粒子の配合量は、当該模様加工紙の灰分として、1.5%以上5%以下、好ましくは2%以上4%以下となるように調整されるとよい。上記範囲の灰分となるように無機粒子の含有量が調整された当該模様加工紙であれば、平滑性や印刷適性を低下させることなく、表面の防滑性を更に高めることができる。この灰分は、JIS−P8251(2003)「紙,板紙及びパルプ−灰分試験方法−525℃燃焼法」に準じて測定される。灰分が上記範囲未満の場合は、防滑性が低下し、一方灰分が上記範囲を超える場合は、無機粒子の含有量が過大となるために平滑性や印刷適性が低下することとなる。
【0039】
当該模様加工紙が上記の灰分を有するためには、抄紙条件によって異なるが、例えば無機粒子の配合量を天然パルプ繊維、レーヨン繊維及びバインダーの総量に対して、2.5質量%以上7.0質量%以下配合させると良い。
【0040】
〔サイズ剤〕
本発明の模様加工紙には、更にサイズ剤が内添されていることが好ましい。サイズ剤が含有される当該模様加工紙であれば、繊維間に吸着した無機粒子が乾燥工程においてヤンキードライヤに取られることを効果的に防止することができるため、防滑性を向上させ、更にその防滑性を長期間維持することができる。
【0041】
当該模様加工紙に内添されるサイズ剤としては、例えば酸性抄紙用ロジンサイズ剤、中性抄紙用変性ロジンサイズ剤、アルケニルコハク酸系サイズ剤、アルキルケテンダイマー(alkyl ketene dymer;AKD)系サイズ剤、アルケニル無水コハク酸(alkenyl succinic anhydride;ASA)系サイズ剤、ワックス系サイズ剤、スチレン樹脂系サイズ剤、オレフィン樹脂系サイズ剤、スチレン−アクリル樹脂系サイズ剤、高級脂肪酸系サイズ剤、カチオンポリマー型サイズ剤、酸化澱粉等があげられるが、経時劣化をさせないため、さらには乾燥工程におけるヤンキードライヤへの模様加工紙の過剰な貼り付きによる印刷適性の低下を防止し、かつ無機粒子の脱落を防止できることから、AKD系サイズ剤や、ASA系サイズ剤等の中性サイズ剤が好ましく使用される。
【0042】
当該サイズ剤の模様加工紙総量に対する含有量の下限としては、0.2質量%が好ましく、0.4質量%が特に好ましい。一方、当該サイズ剤の含有量の上限としては、1質量%が好ましく、0.5質量%が特に好ましい。サイズ剤の含有量が上記下限より小さいと乾燥工程においてヤンキードライヤに無機粒子が取られたり、印刷時の摩擦により無機粒子が脱落し、防滑性が向上しない。一方、サイズ剤の含有量が上記上限を超える場合においても、防滑性の効果の向上は現れず製造コストの増加を招くこととなる。
【0043】
なお、当該模様加工紙はサイズ剤を内添することにより防滑性の高い模様加工紙となるが、さらに剥離剤をヤンキードライヤ表面に塗布することでより効果的に、防滑性の高い模様加工紙とすることができる。
【0044】
〔剥離剤〕
本発明の模様加工紙には、剥離剤が塗布されていると良い。この剥離剤は、当該模様加工紙を表面に剥離剤が塗布されたヤンキードライヤにて乾燥する際に転写によって塗布される。当該模様加工紙であれば、ヤンキードライヤにて表面を乾燥させる際に、ヤンキードライヤ表面に剥離剤を塗布することで当該模様加工紙表面との剥離性が向上し、模様加工紙中の無機粒子の脱離が防止される。
【0045】
ヤンキードライヤ表面に塗布される剥離剤の塗布量の下限としては、有効成分量が0.05g/m2が好ましく、0.1g/m2が特に好ましい。一方、剥離剤の塗布量の上限としては、有効成分量が1g/m2が好ましく、0.4g/m2が特に好ましい。この個体成分とは、乾燥後に模様加工紙に残留し、剥離性を発揮するする剥離剤中の主成分を指す。剥離剤の塗布量が上記下限より小さいと、塗布量が少なく、ヤンキードライヤとの剥離性が向上しないために当該模様加工紙中の無機粒子がヤンキードライヤ表面に付着し、模様加工紙中に残存する無機粒子量が低下し、ひいては当該模様加工紙の防滑性が低下する。一方、剥離剤の塗布量が上記上限を超えると、塗布量が多すぎるため均一な乾燥が困難になる等、乾燥に不具合が生じるおそれがある。さらに、乾燥に不具合が生じることで紙にシワが発生しやすくなり、印刷適性の低下に繋がるおそれがある。
【0046】
この剥離剤としては、エルシルアミド、ステアロアミド、ステアリン酸カルシウム、ステアリン酸亜鉛、ステアリン酸、モンタン酸、モンタン酸エステル、モンタン酸塩、オレイン酸、パルミチン酸、パラフィンワックス、ポリエチレンワックス、ポリプロピレンワックス、カルナウバワックス、グリセロールモノステアレート又はグルセロールジステアレート等であるものが用いられ、ヤンキードライヤとの剥離性及び模様加工紙表面への塗工作業性等の観点から特に、ポリエチレンワックスが好適に用いられる。
【0047】
〔製造方法〕
次に本発明の模様加工紙の製造方法について説明する。
【0048】
(1)まず、抄紙原料として、天然パルプ繊維、レーヨン繊維及びバインダーを用意しこれを繊維離解機にて離解し、サイズ剤及び無機粒子を配合し、繊維の水分散濃度が1.0〜2.0質量%(絶乾質量)のスラリーを調整する。
【0049】
(2)抄紙機において、原料を抄紙し、模様加工紙を形成する。
【0050】
(3)形成された模様加工紙の湿紙は表面に剥離剤が塗布されたヤンキードライヤにより乾燥される。この際、ベース層に含有されるバインダーの熱溶融が進行すると、挿嵌の繊維結合がより強固になる。この乾燥の際、模様加工紙表面の平滑性を高め、印刷適性を向上させるために所定の圧力で押圧するとよい。このヤンキードライヤの押圧としては、2.0kg/cm2以上7.0kg/cm2であることが好ましい。ヤンキードライヤの押圧が2.0kg/cm2未満の場合は、押しつける圧力が弱いために乾燥が悪くなり、当該模様加工紙がヤンキードライヤに貼りつき、印刷適性の低下と無機填料の脱落を招くおそれがある。また、ヤンキードライヤの押圧が7.0kg/cm2を超えると、平滑性が向上しすぎるために防滑性が低下する。
【0051】
このような構成を有し、上記工程にて製造された当該模様加工紙は、JIS−P8147(1994)傾斜方法に準じた方法により測定した滑り角度が29度以上40度以下と通常の模様加工紙と比べて極めて高い防滑性を有する。
【0052】
また、当該模様加工紙は、JIS−P8119平滑度試験方法に準じた方法により測定した表面の平滑度は20秒以上50秒以下であることが好ましい。当該模様加工紙は、このような表面の平滑度を有することで十分な印刷適性を有している。なお、平滑度は天然パルプ繊維の配合量や填料、サイズ剤等によって調整される。
【実施例】
【0053】
以下に実施例を挙げて本発明を更に詳説するが、本発明はこれら実施例に限定されるものではない。
【0054】
(実施例1)
原料として、NBKP81.0質量%、レーヨン繊維(繊度1dtex×平均繊維長3mm)17.0質量%及びビニロンバインダー2.0質量%を混合することでセルロース系原料スラリーを調整した。この原料スラリーに対し、填料の無機粒子としてヒドロキシアパタイト粒子(3Ca3(PO4)2・Ca(OH)2:モース硬度5)を4.0質量%及びAKD系サイズ剤(星光PMC社製AD1602)を0.4質量%配合し、調整したものを抄紙した。この抄紙に、表面にポリエチレンワックス製剥離剤(明成化学工業株式会社製 メイカテックスPEC10)を0.2g/m2塗布したヤンキードライヤ(表面温度105℃)で乾燥させ、実施例1の模様加工紙を得た。この模様加工紙表面を電子顕微鏡にて観察した際、観測されるリン酸カルシウム粒子30個の平均粒径は1.1μmであった。
【0055】
(実施例2)
レーヨン繊維18.8質量%、ビニロンバインダー0.2質量%としたこと以外は実施例1と同様にして実施例2の模様加工紙を得た。
【0056】
(実施例3)
原料スラリーの混合比をNBKP80.0質量%、レーヨン繊維15.0質量%、ビニロンバインダー5.0質量%としたこと以外は実施例1と同様にして実施例3の模様加工紙を得た。
【0057】
(実施例4)
原料スラリーの混合比をNBKP80.0質量%、レーヨン繊維14.0質量%、ビニロンバインダー6.0質量%としたこと以外は実施例1と同様にして実施例4の模様加工紙を得た。
【0058】
(実施例5)
AKD系サイズ剤を配合せず、剥離剤を塗布しなかったこと以外は実施例1と同様にして実施例5の模様加工紙を得た。
【0059】
(実施例6)
AKD系サイズ剤を配合しなかったこと以外は実施例1と同様にして実施例6の模様加工紙を得た。
【0060】
(実施例7)
AKD系サイズ剤の配合量を0.3質量%としたこと以外は実施例1と同様にして実施例7の模様加工紙を得た。
【0061】
(実施例8)
AKD系サイズ剤の配合量を0.5質量%としたこと以外は実施例1と同様にして実施例8の模様加工紙を得た。
【0062】
(実施例9)
原料スラリーの混合比をNBKP67.0質量%、レーヨン繊維31.0質量%、としたこと以外は実施例1と同様にして実施例9の模様加工紙を得た。
【0063】
(実施例10)
原料スラリーの混合比をNBKP72.0質量%、レーヨン繊維26.0質量%、としたこと以外は実施例1と同様にして実施例10の模様加工紙を得た。
【0064】
(実施例11)
レーヨン繊維の繊度を0.1dtexとしたこと以外は実施例1と同様にして実施例11の模様加工紙を得た。
【0065】
(実施例12)
レーヨン繊維の配合比を18.0質量%、レーヨン繊維の繊度を0.3dtex、ビニロンバインダーの配合比を1.0質量%としたこと以外は実施例1と同様にして実施例12の模様加工紙を得た。
【0066】
(実施例13)
原料スラリーの混合比をNBKP96.0質量%、レーヨン繊維2.0質量%、としたこと以外は実施例1と同様にして実施例13の模様加工紙を得た。
【0067】
(実施例14)
原料スラリーの混合比をNBKP95.0質量%、レーヨン繊維4.0質量%、ビニロンバインダー1.0質量%としたこと以外は実施例1と同様にして実施例14の模様加工紙を得た。
【0068】
(実施例15)
原料スラリーの混合比をNBKP95.0質量%、レーヨン繊維4.0質量%、ビニロンバインダー1.0質量%、レーヨン繊維の繊度を4.4dtex、繊維長5.0mmとしたこと以外は実施例1と同様にして実施例15の模様加工紙を得た。
【0069】
(実施例16)
原料スラリーの混合比をNBKP95.0質量%、レーヨン繊維4.0質量%、ビニロンバインダー1.0質量%、レーヨン繊維の繊度を5.5dtex、繊維長5.0mmとしたこと以外は実施例1と同様にして実施例16の模様加工紙を得た。
【0070】
(実施例17)
レーヨン繊維の平均繊維長を7.0mmとしたこと以外は実施例1と同様にして実施例17の模様加工紙を得た。
【0071】
(実施例18)
レーヨン繊維の平均繊維長を8.0mmとしたこと以外は実施例1と同様にして実施例18の模様加工紙を得た。
【0072】
(実施例19)
レーヨン繊維の平均繊維長を2.5mmとしたこと以外は実施例1と同様にして実施例19の模様加工紙を得た。
【0073】
(実施例20)
レーヨン繊維の平均繊維長を2.0mmとしたこと以外は実施例1と同様にして実施例20の模様加工紙を得た。
【0074】
(実施例21)
ヒドロキシアパタイトの配合量を2.0質量%としたこと以外は実施例1と同様にして実施例21の模様加工紙を得た。
【0075】
(実施例22)
ヒドロキシアパタイトの配合量を2.5質量%としたこと以外は実施例1と同様にして実施例22の模様加工紙を得た。
【0076】
(実施例23)
ヒドロキシアパタイトの配合量を7.0質量%としたこと以外は実施例1と同様にして実施例23の模様加工紙を得た。
【0077】
(実施例24)
ヒドロキシアパタイトの配合量を7.5質量%としたこと以外は実施例1と同様にして実施例24の模様加工紙を得た。
【0078】
(実施例25)
ヒドロキシアパタイトの平均粒子径が0.2μmであること以外は実施例1と同様にして実施例25の模様加工紙を得た。
【0079】
(実施例26)
ヒドロキシアパタイトの平均粒子径が0.5μmであること以外は実施例1と同様にして実施例26の模様加工紙を得た。
【0080】
(実施例27)
ヒドロキシアパタイトの平均粒子径が7.7μmであること以外は実施例1と同様にして実施例27の模様加工紙を得た。
【0081】
(実施例28)
ヒドロキシアパタイトの平均粒子径が10.5μmであること以外は実施例1と同様にして実施例28の模様加工紙を得た。
【0082】
(実施例29)
剥離剤を塗布しなかったこと以外は実施例1と同様にして実施例29の模様加工紙を得た。
【0083】
(実施例30)
剥離剤の塗布量を0.1g/m2としたこと以外は実施例1と同様にして実施例30の模様加工紙を得た。
【0084】
(実施例31)
剥離剤の塗布量を0.4g/m2としたこと以外は実施例1と同様にして実施例31の模様加工紙を得た。
【0085】
(実施例32)
剥離剤の塗布量を0.5g/m2としたこと以外は実施例1と同様にして実施例32の模様加工紙を得た。
【0086】
(実施例33)
填料として硫酸カルシウム粒子(モース硬度3)を4.8質量%配合したこと以外は実施例1と同様にして実施例33の模様加工紙を得た。
【0087】
(実施例34)
填料として炭酸カルシウム粒子(モース硬度4)を4.5質量%配合したこと以外は実施例1と同様にして実施例34の模様加工紙を得た。
【0088】
(実施例35)
填料として酸化チタン粒子(モース硬度6)を配合したこと以外は実施例1と同様にして実施例35の模様加工紙を得た。
【0089】
(比較例1)
填料としての無機粒子を配合しなかったこと以外は実施例1と同様にして比較例1の模様加工紙を得た。
【0090】
(比較例2)
填料の無機粒子としてタルク粒子(モース硬度1)を配合したこと以外は実施例1と同様にして比較例2の模様加工紙を得た。
【0091】
実施例1〜35及び比較例1〜2で製造した模様加工紙について、下記の規準により性能評価を行った。実施例及び比較例の各配合量等及び評価結果を表1に示す。
【0092】
〔評価〕
(1)滑り角度
滑り角測定器(東洋精機社製)を用いてJIS−P8147(1994)傾斜方法に準じた方法により模様加工紙表面同士、流れ方向(縦)で測定し、5回の平均値を丸めた。
【0093】
(2)ベック平滑度
JIS−P8119「紙及び板紙−ベック平滑度試験機による平滑度試験方法」に準拠して表面について測定した。
【0094】
(3)印刷適性
PK Print Coat Instruments社製Kプリンティングプルーファーを用いて表面に印刷を施した。インクとしては東洋インキ製造のDANNEC3−藍を使用し、インク量は5mlとした。以下の基準にて評価を行った。
◎:インクの着色ムラ、インクの転移不良等が目視できない。
○:インクの着色ムラ、インクの転移不良等がわずかに目視できる。
△:インクの着色ムラ、インクの転移不良等があるが、実用上問題はない。
×:インクの着色ムラ、インクの転移不良等が多い。
【0095】
(4)灰分
JIS−P8251(2003)「紙、板紙及びパルプ−灰分試験方法−525℃燃焼法」に準じて測定した。
【0096】
【表1】
【0097】
表1より、実施例1〜35で製造された模様加工紙は、優れた平滑性及び印刷適性を備えながら、かつ高い防滑性を有していることが分かった。一方、無機粒子を添加していない比較例1の模様加工紙は防滑性が低いことが示された。また、填料としてモース硬度1のタルクを用いた比較例2の模様加工紙も、タルク粒子が製造工程等において細かく砕かれるために、粒子が小さくなりすぎ、防滑性が向上しないことが示された。なお、実施例34、35においては、モース硬度の低い無機粒子を配合した場合は、製造工程において粒径が小さくなり付着する粒子量が減少する(灰分の低下)ため、当初の無機粒子の配合量を増加させた。このことにより、残存する無機粒子量を増加させることができ、一定量の灰分及び高い防滑性が維持されることが確認できた。
【0098】
実施例1の模様加工紙の表面を電子顕微鏡にて観察すると、図1の電子顕微鏡写真図に示すように、パルプ繊維上に填料としてのヒドロキシアパタイト粒子が分散されて固着された状態であることが確認された。なお固着した主なヒドロキシアパタイト粒子を図1中に円で囲って示している。図1中での最大の粒子径は8μm程度であるが、円で囲ってない1μm以下の粒子が多数あることが確認される。一方、比較例1の模様加工紙は、図2の電子顕微鏡写真で示されるように、填料としての無機粒子を含有していないため、繊維が確認されるのみである。
【特許請求の範囲】
【請求項1】
天然パルプ繊維とレーヨン繊維とを主原料とし、バインダーを含有する模様加工紙であって、
モース硬度が3以上6以下の無機粒子を含有することを特徴とする模様加工紙。
【請求項2】
上記無機粒子の平均粒子径が、0.5μm以上10μm以下である請求項1に記載の模様加工紙。
【請求項3】
上記無機粒子が、ヒドロキシアパタイトである請求項1又は請求項2に記載の模様加工紙。
【請求項4】
灰分が、1.5%以上5%以下である請求項1、請求項2又は請求項3に記載の模様加工紙。
【請求項5】
サイズ剤を含有する請求項1から請求項4のいずれか1項に記載の模様加工紙。
【請求項6】
表面の滑り角度が29度以上40度以下である請求項1から請求項5のいずれか1項に記載の模様加工紙。
【請求項1】
天然パルプ繊維とレーヨン繊維とを主原料とし、バインダーを含有する模様加工紙であって、
モース硬度が3以上6以下の無機粒子を含有することを特徴とする模様加工紙。
【請求項2】
上記無機粒子の平均粒子径が、0.5μm以上10μm以下である請求項1に記載の模様加工紙。
【請求項3】
上記無機粒子が、ヒドロキシアパタイトである請求項1又は請求項2に記載の模様加工紙。
【請求項4】
灰分が、1.5%以上5%以下である請求項1、請求項2又は請求項3に記載の模様加工紙。
【請求項5】
サイズ剤を含有する請求項1から請求項4のいずれか1項に記載の模様加工紙。
【請求項6】
表面の滑り角度が29度以上40度以下である請求項1から請求項5のいずれか1項に記載の模様加工紙。
【図1】


【図2】
【図2】
【公開番号】特開2011−1645(P2011−1645A)
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願番号】特願2009−144726(P2009−144726)
【出願日】平成21年6月17日(2009.6.17)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願日】平成21年6月17日(2009.6.17)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]