
真空断熱材の製造方法
【課題】芯材外周のヒレ状の外被材周縁部を小さくできる真空断熱材の製造方法を提供する。
【解決手段】内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる3方を熱溶着でシールした袋状の外被材39に芯材2を挿入し、減圧環境下で外被材39の開口部を熱溶着して熱溶着部40を形成した後、常圧環境下で熱溶着部40,40aに囲まれた部分全体を加熱して、熱溶着部40,40aに囲まれ外被材39の間に芯材2がなく外被材39同士が接触している部分のすべてを熱溶着して熱溶着部42を設ける。そして、芯材2との間に所定幅の熱溶着部42が残るように外被材39を切断することにより、真空断熱材の芯材外周のヒレ状の外被材周縁部を小さくできる。
【解決手段】内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる3方を熱溶着でシールした袋状の外被材39に芯材2を挿入し、減圧環境下で外被材39の開口部を熱溶着して熱溶着部40を形成した後、常圧環境下で熱溶着部40,40aに囲まれた部分全体を加熱して、熱溶着部40,40aに囲まれ外被材39の間に芯材2がなく外被材39同士が接触している部分のすべてを熱溶着して熱溶着部42を設ける。そして、芯材2との間に所定幅の熱溶着部42が残るように外被材39を切断することにより、真空断熱材の芯材外周のヒレ状の外被材周縁部を小さくできる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、真空断熱材の製造方法に関するものである。
【背景技術】
【0002】
従来の真空断熱材としては、例えば、特許文献1に記載されているものがあった。この真空断熱材は、長方形の外被材の3辺を予め熱溶着することにより開口部を有する袋を作製し、その内部に芯材を充填して、袋内部を減圧後、袋の開口部を熱溶着することにより作製される。
【特許文献1】特開平7−98090号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は、芯材外周のヒレ状の外被材周縁部を小さくできる真空断熱材の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0004】
本発明の真空断熱材の製造方法は、内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる外被材で芯材を覆い前記外被材の内部を減圧し前記外被材周縁部を熱溶着でシールした真空断熱材に対して、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着するものであり、芯材との間に所定幅の熱溶着部が残るように外被材を切断することにより、真空断熱材の芯材外周のヒレ状の外被材周縁部を小さくできる。
【発明の効果】
【0005】
本発明の真空断熱材の製造方法によれば、真空断熱材の芯材外周のヒレ状の外被材周縁部を小さくできる。また、芯材の形状は、特に規定することなく、3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びそれらの形状に貫通孔が設けられたものとすることができ、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材を作製することができる。
【0006】
また、常圧環境下で、熱溶着部に囲まれ外被材の間に芯材がなく外被材同士が接触している部分のすべてを熱溶着するので、減圧環境下で芯材の周囲に位置する外被材同士を熱溶着する場合より、熱溶着作業を行い易くなり、また、真空包装機の使用時間が短くなり真空包装機が効率的に使用できる。また、芯材を覆う外被材の外周部に熱溶着部を形成した状態で仕掛品を保管でき、都合の良い時間に芯材の周囲に位置する外被材を熱溶着する作業を行うことができる。
【発明を実施するための最良の形態】
【0007】
本発明の請求項1に記載の真空断熱材の製造方法の発明は、内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる外被材で芯材を覆い前記外被材の内部を減圧し前記外被材周縁部を熱溶着でシールした真空断熱材に対して、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とするものであり、芯材との間に所定幅の熱溶着部が残るように外被材を切断することにより、真空断熱材の芯材外周のヒレ状の外被材周縁部を小さくできる。
【0008】
また、芯材の形状は、特に規定することなく、3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びそれらの形状に貫通孔が設けられたものとすることができ、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材を作製することができる。
【0009】
また、常圧環境下で、熱溶着部に囲まれ外被材の間に芯材がなく外被材同士が接触している部分のすべてを熱溶着するので、減圧環境下で芯材の周囲に位置する外被材同士を熱溶着する場合より、熱溶着作業を行い易くなり、また、真空包装機の使用時間が短くなり真空包装機が効率的に使用できる。
【0010】
また、請求項2に記載の真空断熱材の製造方法の発明は、内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる3方を熱溶着でシールした袋状の外被材に芯材を挿入し、減圧環境下で前記外被材の開口部を熱溶着した後、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とするものであり、請求項1に記載の発明の作用効果に加えて、外被材に開口部を有する袋状のものを使用しているため、袋状の外被材の中に芯材を配置したものを真空包装機に設置することにより、真空包装機へのセッティングが簡単になる。また、芯材を覆う袋状外被材の開口部に熱溶着部を形成した状態で仕掛品を保管でき、都合の良い時間に芯材の周囲に位置する外被材を熱溶着する作業を行うことができる。
【0011】
また、請求項3に記載の真空断熱材の製造方法の発明は、熱溶着層同士が対向する2枚のガスバリア性のラミネートフィルムからなる外被材の間に芯材を配置し、減圧環境下で前記芯材を覆う2枚の前記外被材の外周部同士を熱溶着した後、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とするものであり、請求項1に記載の発明の作用効果に加えて、芯材を覆う2枚の外被材の外周部同士を熱溶着した状態で仕掛品を保管でき、都合の良い時間に芯材の周囲に位置する外被材を熱溶着する作業を行うことができる。
【0012】
また、請求項4に記載の真空断熱材の製造方法の発明は、請求項1から3のいずれか一項に記載の発明において、芯材は複数あり、略同一平面上に互いに離間して配置されることを特徴とするものであり、請求項1から3のいずれか一項に記載の発明の作用効果に加えて、各芯材が熱溶着部に囲まれ、複数の芯材のそれそれが独立した空間内に位置する真空断熱材を得ることができる。
【0013】
また、請求項5に記載の真空断熱材の製造方法の発明は、請求項1から4のいずれか一項に記載の発明において、芯材の形状は、3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びそれらの形状に貫通孔が設けられた形状であることを特徴とするものであり、請求項1から4のいずれか一項に記載の発明の作用効果に加えて、芯材との間に所定幅の熱溶着部が残るように外被材を切断することにより、芯材と同様の形状の真空断熱材を作製することができる。
【0014】
また、請求項6に記載の真空断熱材の製造方法の発明は、請求項1から5のいずれか一項に記載の発明において、熱溶着部に囲まれ外被材の間に芯材がなく外被材同士が接触している部分のすべてを熱溶着した後、切断部分と前記切断部分に近接する前記芯材との間に所定幅の熱溶着部が残るように前記外被材を切断して所望の真空断熱材を得ることを特徴とするものであり、芯材と同様の形状の真空断熱材を作製することができる。
【0015】
以下、本発明の真空断熱材の製造方法の実施の形態について説明する。
【0016】
(実施の形態1)
図1は本発明の実施の形態1の真空断熱材の製造方法により作製される真空断熱材の縦断面図、図2は同実施の形態で使用する真空包装機の使用時の概略縦断面図、図3は同真空包装機の使用時の概略横断面図、図4は同真空包装機により外被材の外周部を熱溶着した段階の多芯真空断熱材の平面図、図5は同実施の形態で使用する熱溶着装置の熱溶着前の状態の概略側面図、図6は同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の平面図、図7は同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の縦断面図である。
【0017】
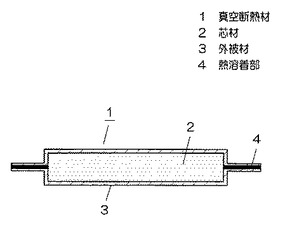
本実施の形態の真空断熱材の製造方法により製造される真空断熱材1は、湿式シリカとカーボンブラックを含有し固形化された芯材2をガスバリア性のラミネートフィルムからなる外被材3で覆ったものであり、外被材3の内部は減圧され、芯材2の外周には芯材2を覆う外被材3のラミネートフィルムの最内層同士を熱溶着した熱溶着部4がある。
【0018】
この真空断熱材1の製造方法を次に説明する。
【0019】
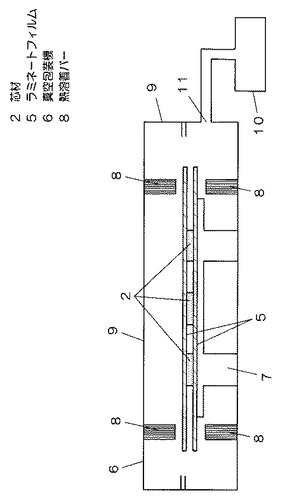
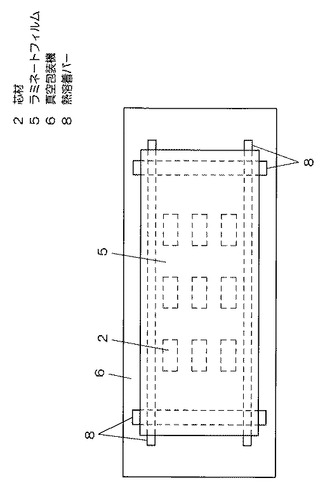
まず、所定の長方形にカットされたガスバリア性のラミネートフィルム(外被材)5を、熱溶着材料層側が上側(上面)になるようにして真空包装機6の供試台7の上に載せる。この時、ラミネートフィルム5の四辺近傍部分(外周部分)が、供試台7の外周に配置された熱溶着バー8と対向するようにする。
【0020】
次に、そのラミネートフィルム5の上面に、複数の芯材2を互いに所定間隔離して配置し、さらに、その複数の芯材2の上に別のラミネートフィルム5を、熱溶着材料層側が下側(芯材2側)になるように且つ、上下2枚のラミネートフィルム5の各端面同士ができるだけ一致するように被せる。
【0021】
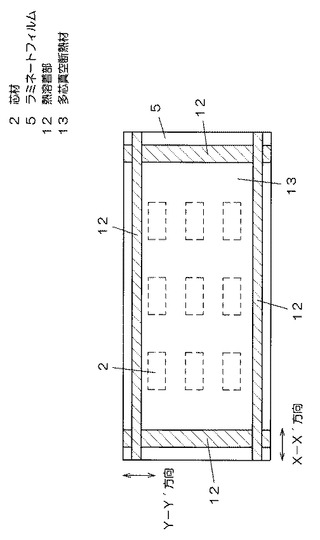
次に、真空包装機6の蓋9閉じて真空包装機6を起動すると、真空包装機6の内部空間と連通するように接続された真空ポンプ10が運転を開始し、真空包装機6の内部は排気口11により排気される。そして、真空包装機6の内部を0.1Torr以下に減圧した後、上下一対の熱溶着バー8で2枚のラミネートフィルム5の4辺近傍部分(外周部分)を挟んで、2枚のラミネートフィルム5の四辺近傍部分(外周部分)の内面同士を熱溶着することにより、4辺近傍に4辺に沿った4つの熱溶着部12を形成する。これにより多芯真空断熱材13が作製される。
【0022】
この多芯真空断熱材13を真空包装機6より取り出し、この多芯真空断熱材13を熱溶着体14を有する熱溶着装置15の作業台16の上に設置する。熱溶着体14はスイッチにより、内蔵されたヒーターが加熱されると共に、上下に移動し作業台6の上に置かれた供試品(多芯真空断熱材13)に対し熱溶着を行う。
【0023】
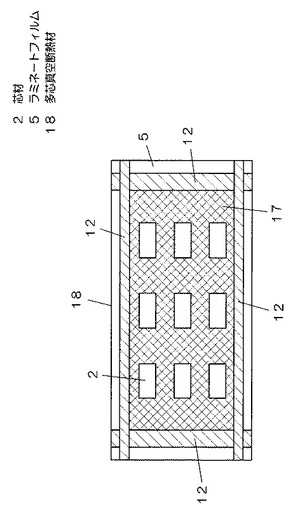
この熱溶着装置15により、常圧環境下で多芯真空断熱材13の熱溶着部12で囲まれ、2枚のラミネートフィルム5の間に芯材2がなく、ラミネートフィルム5の最内層同士が接触している部分のすべてを熱溶着体14により熱溶着することにより、各芯材2が熱溶着部17に囲まれ、複数の芯材2のそれそれが独立した空間内に位置する多芯真空断熱材18が形成される。
【0024】
その後、多芯真空断熱材18よりそれぞれの芯材2を芯材2の周りに熱溶着部17を含んだ状態で切り離すことにより、芯材2を核とした複数の真空断熱材1を得ることができる。
【0025】
この真空断熱材の製造方法により、一回の減圧操作で多数の真空断熱材1を作製することができる。また、芯材2の形状は特に規定することなく3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びそれらの形状に貫通孔が設けられたものであればよく、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材1を作製することができる効果が得られる。
【0026】
また、常圧環境下で芯材2の周囲にラミネートフィルム5の熱溶着部12を設けるため真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できると共に常圧環境下で熱溶着部17を設ける作業を行うことができる。更に、ラミネートフィルム5の外周部のみに熱溶着部12を形成した状態で仕掛品を保管でき、都合の良い時間に常圧で芯材2の周囲にラミネートフィルム5の熱溶着部17を設ける作業を行うことができるため、作業がフレキシブルに行える効果が得られる。
【0027】
尚、芯材2は湿式シリカとカーボンブラックを含有し固形化されたものとして説明を行ったが、ポリスチレンやポリウレタンなどのポリマー材料の連通気泡体や、無機および有機の粉末、無機および有機の繊維材料、その他のシリカ粉末、発泡パーライト粉砕粉末、珪藻土粉末、珪酸カルシウム粉末、炭酸カルシウム粉末、クレーおよびタルクなどの無機粉末や、グラスウール、セラミックファイバーなどの無機繊維などが利用でき、シート状のガラス繊維を重ねて多層化したものでもよい。
【0028】
また、ラミネートフィルム5としては、アルミ蒸着層またはアルミ箔層を中間層に有するラミネートフィルムを使用できる。
【0029】
本実施の形態の真空断熱材の製造方法は、略同一平面上に互いに離間して配置された複数の芯材2を、ガスバリア性の外被材5で覆い、外被材5の内部を減圧すると共に複数の芯材2のそれぞれが独立した空間内に位置するようにそれぞれの芯材2の周囲に位置する外被材5を熱溶着した多芯真空断熱材18を製造する多芯真空断熱材製造工程と、多芯真空断熱材製造工程で製造された多芯真空断熱材18における切断部分と前記切断部分に近接する芯材2との間に所定幅の熱溶着部17が残るように外被材5を切断して、多芯真空断熱材18から所望の真空断熱材1を切り離す真空断熱材切り離し工程とを有するものである。
【0030】
この真空断熱材の製造方法では、一旦、略同一平面上に互いに離間して配置された複数の芯材2を有する多芯真空断熱材18を製造し、その後、多芯真空断熱材18から所望の真空断熱材1を順次切り離すようにしたので、真空包装機6の一回の減圧操作で、多数の真空断熱材1もしくは大きさ形の異なる複数種の真空断熱材1を作製することができ、真空包装機6を効率よく稼働でき、芯材2の周囲に位置する外被材5を真空断熱材切り離し工程で切断する切断部分に至るまで熱溶着することにより、真空断熱材切り離し工程で切断した後の真空断熱材1の芯材2外周のヒレ状の外被材5周縁部(熱溶着部4)の幅を小さくできる。
【0031】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、外被材5の内部が減圧状態を維持したまま密閉されるように減圧環境下で複数の芯材2を覆う外被材5の外周部を熱溶着して熱溶着部12を形成した後、常圧環境下でそれぞれの芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成するものである。
【0032】
この真空断熱材の製造方法では、常圧環境下で芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成するので、減圧環境下で芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成する場合より、熱溶着作業を行い易くなり、また、真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できる。また、複数の芯材2を覆う外被材5の外周部に熱溶着部12を形成した状態で仕掛品を保管でき、都合の良い時間に芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成する作業を行うことができるため、多芯真空断熱材製造工程の作業がフレキシブルに行える。
【0033】
(実施の形態2)
以下、本発明の実施の形態2の真空断熱材の製造方法について説明するが、実施の形態1と同一構成については、同一符号を付してその詳細な説明は省略する。
【0034】
図8は本発明の実施の形態2の真空断熱材の製造方法で使用する熱溶着装置の熱溶着前の状態の概略側面図である。
【0035】
長方形にカットされたガスバリア性のラミネートフィルム(外被材)5が、熱溶着材料側を上側にしたものが真空包装機6の供試台7に設置されている。このラミネートフィルム5の上に芯材2が配置され、その上にラミネートフィルム5がその熱溶着材料側が芯材2側を向くようにかつ各端面がその下のラミネートフィルム5の各端面にほぼ一致するように設置されている。
【0036】
真空包装機6において、8は熱溶着バーでありラミネートフィルム5の4つの外周部を熱溶着することができる位置に配置されている。また、芯材2はそれぞれが独立した空間内に位置するように配置されている。
【0037】
真空包装機6の蓋9閉じて真空包装機6を起動すると真空ポンプ10が運転を開始し、真空包装機6の内部は排気口11により排気され0.1Torr以下に減圧した後、熱溶着バー8によりラミネートフィルム5の4つの外周部を熱溶着することにより4つの熱溶着部12が形成され、これにより複数の芯材2が充填されかつその芯材2はそれぞれが独立した空間内に位置する多芯真空断熱材13が作製される。
【0038】
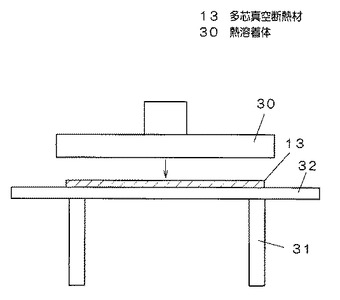
この多芯真空断熱材13を真空包装機6より取り出し、この真空断熱材13を熱溶着体30を有する熱溶着装置31の作業台32の上に設置する。熱溶着体30はスイッチにより、内蔵されたヒーターが加熱されると共に、上下に移動し作業台32の上に置かれた供試品(多芯真空断熱材13)に対し熱溶着を行う。
【0039】
この熱溶着体30は、ラミネートフィルム5とほぼ同寸法のゴム製の熱溶着体であり、この熱溶着体30はそれを被熱溶着物に押し当てた場合、被熱溶着物の形状に非常に沿いやすい特性を有している。
【0040】
この熱溶着装置31により、常圧環境下で真空断熱材13の熱溶着部12で囲まれた部分に対し、熱溶着体30を上側より押し当てることにより、芯材2の周囲には熱溶着部17が形成され、芯材2と熱溶着部17によって多芯真空断熱材18が形成される。
【0041】
その後、多芯真空断熱材18よりそれぞれの芯材2を熱溶着部17を含んだ状態で切り離すことにより芯材2を核とした複数の真空断熱材1を得ることができる。
【0042】
この真空断熱材の製造方法により、一回の減圧操作で多数の真空断熱材1を作製することができる。また、芯材2の形状は特に規定することなく3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びこれらの形状に貫通孔が設けられたものであればよく、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材1を作製することができる効果が得られる。
【0043】
また、常圧環境下で芯材2の周囲にラミネートフィルム5の熱溶着部12を設けるため真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できると共に常圧で熱溶着部17を設けるため手作業で行える。
【0044】
更に、ラミネートフィルム5の外周部のみに熱溶着部12を形成した状態で仕掛品を保管でき、都合の良い時間に常圧環境下で芯材2の周囲にラミネートフィルム5の熱溶着部17を設ける作業を行うことができるため、作業がフレキシブルに行える効果が得られる。
【0045】
更に、熱溶着体30をラミネートフィルム5に押し当てることにより、一度の熱溶着操作で確実に芯材2の周囲に熱溶着部17を形成できる効果が得られる。
【0046】
またこの形状に追従しやすい熱溶着体30を用いることにより、芯材2と芯材2の距離が十分長くなくても熱溶着体30は形状に追従しやすいため芯材2と芯材2の間の熱溶着層をしっかりとらえ確実に熱溶着部17を作製することができ
る効果が得られる。
【0047】
更に、この熱溶着体30を複数回ラミネートフィルム5に押し当てることにより、ラミネートフィルム5を細かく分けて熱溶着部17を形成していくことにより芯材2の周囲に確実に熱溶着部17を形成し、熱溶着部17からのリークを低減することができる効果が得られる。
【0048】
また、芯材2の位置がずれてしまった場合や芯材2の形状が変わった場合にも熱溶着体の形状を変える必要なく適用できる。
【0049】
尚、芯材2は湿式シリカとカーボンブラックを含有し固形化されたものとして説明を行ったが、ポリスチレンやポリウレタンなどのポリマー材料の連通気泡体や、無機および有機の粉末、無機および有機の繊維材料、その他のシリカ粉末、発泡パーライト粉砕粉末、珪藻土粉末、珪酸カルシウム粉末、炭酸カルシウム粉末、クレーおよびタルクなどの無機粉末や、グラスウール、セラミックファイバーなどの無機繊維などが利用でき、シート状のガラス繊維を重ねて多層化したものでもよい。
【0050】
また、ラミネートフィルム5としては、アルミ蒸着層またはアルミ箔層を中間層に有するラミネートフィルムを使用できる。
【0051】
本実施の形態の真空断熱材の製造方法は、略同一平面上に互いに離間して配置された複数の芯材2を、ガスバリア性の外被材5で覆い、外被材5の内部を減圧すると共に複数の芯材2のそれぞれが独立した空間内に位置するようにそれぞれの芯材2の周囲に位置する外被材5を熱溶着した多芯真空断熱材18を製造する多芯真空断熱材製造工程と、多芯真空断熱材製造工程で製造された多芯真空断熱材18における切断部分と前記切断部分に近接する芯材2との間に所定幅の熱溶着部17が残るように外被材5を切断して、多芯真空断熱材18から所望の真空断熱材1を切り離す真空断熱材切り離し工程とを有するものである。
【0052】
この真空断熱材の製造方法では、一旦、略同一平面上に互いに離間して配置された複数の芯材2を有する多芯真空断熱材18を製造し、その後、多芯真空断熱材18から所望の真空断熱材1を順次切り離すようにしたので、真空包装機6の一回の減圧操作で、多数の真空断熱材1もしくは大きさ形の異なる複数種の真空断熱材1を作製することができ、真空包装機6を効率よく稼働でき、芯材2の周囲に位置する外被材5を真空断熱材切り離し工程で切断する切断部分に至るまで熱溶着することにより、真空断熱材切り離し工程で切断した後の真空断熱材1の芯材2外周のヒレ状の外被材5周縁部(熱溶着部4)の幅を小さくできる。
【0053】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、外被材5の内部が減圧状態を維持したまま密閉されるように減圧環境下で複数の芯材2を覆う外被材5の外周部を熱溶着して熱溶着部12を形成した後、常圧環境下でそれぞれの芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成するものである。
【0054】
この真空断熱材の製造方法では、常圧環境下で芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成するので、減圧環境下で芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成する場合より、熱溶着作業を行い易くなり、また、真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できる。また、複数の芯材2を覆う外被材5の外周部に熱溶着部12を形成した状態で仕掛品を保管でき、都合の良い時間に芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成する作業を行うことができるため、多芯真空断熱材製造工程の作業がフレキシブルに行える。
【0055】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、ヒーターを内蔵し被熱溶着物の形状に追従しやすいように弾性体で構成された熱溶着体30を、1回外被材5に押し当てることにより芯材2の周囲に外被材5の熱溶着部17を設けるものである。
【0056】
この真空断熱材の製造方法では、この被熱溶着物の形状に追従しやすい熱溶着体30を用いることにより、芯材2と芯材2の距離が十分長くなくても熱溶着体30は形状に追従しやすいため、芯材2と芯材2の間の熱溶着層をしっかりとらえ確実に熱溶着部17を作製することができる。また、1度に外被材5に対し芯材2の周囲に熱溶着部17を形成していくため、効率的に真空断熱材を作製することができる。また、芯材2の位置が少しずれてしまった場合や芯材2の形状が少し変わった場合にも熱溶着体30の形状を変える必要なく適用できる。
【0057】
(実施の形態3)
図9は本発明の実施の形態3の真空断熱材の製造方法により作製される真空断熱材の縦断面図、図10は同実施の形態で使用する真空包装機の使用時の概略縦断面図、図11は同真空包装機の使用時の概略横断面図、図12は同真空包装機により袋状の外被材の開口部を熱溶着した段階の多芯真空断熱材の平面図、図13は同実施の形態で使用する熱溶着装置の概略側面図、図14は同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の平面図、図15は同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の縦断面図である。
【0058】
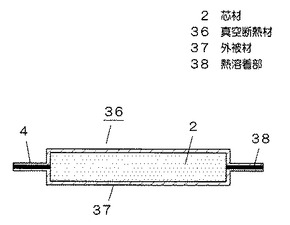
本実施の形態の真空断熱材の製造方法により製造される真空断熱材36は、湿式シリカとカーボンブラックを含有し固形化された芯材2をガスバリア性のラミネート袋からなる外被材37で覆い外被材37の内部は減圧されることにより製造されている。芯材2の周囲に熱溶着部38が設けられる。
【0059】
この真空断熱材36の製造方法を次に説明する。
【0060】
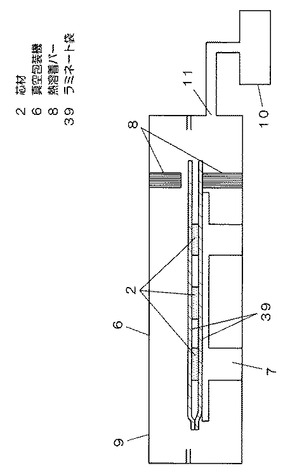
ガスバリア性のラミネート袋(袋状の外被材)39が、真空包装機6の供試台7に設置されている。また、このラミネート袋39の中に芯材2が配置されている。
【0061】
真空包装機6において、熱溶着バー8がラミネート袋39の開口部を熱溶着することができる位置に配置されている。また、芯材2はそれぞれが独立した空間内に位置するように配置されている。
【0062】
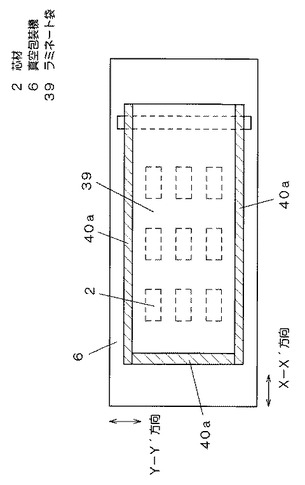
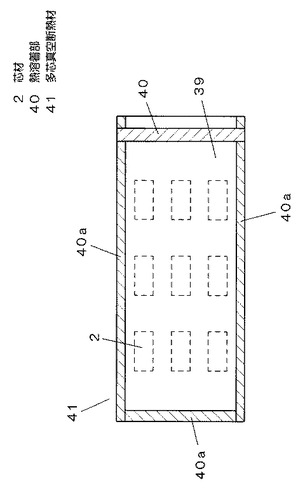
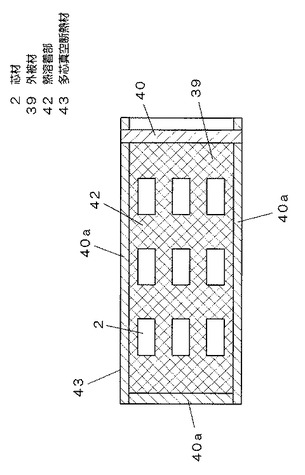
真空包装機6の蓋9閉じて真空包装機6を起動すると真空ポンプ10が運転を開始し、真空包装機6の内部は排気口11により排気され0.1Torr以下に減圧した後、熱溶着バー8によりラミネート袋39の開口部を熱溶着することにより熱溶着部40が形成され、これにより複数の芯材2が充填されかつその芯材2はそれぞれが独立した空間内に位置する多芯真空断熱材41が作製される。
【0063】
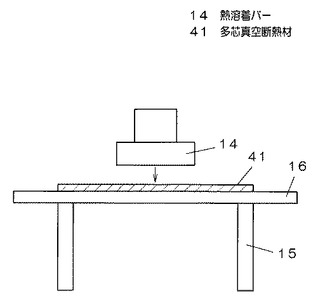
この多芯真空断熱材41を真空包装機6より取り出し、この多芯真空断熱材41を熱溶着体14を有する熱溶着装置15の作業台16の上に設置する。熱溶着体14はスイッチにより、内蔵されたヒーターが加熱されると共に、上下に移動し作業台6の上に置かれた供試品(多芯真空断熱材41)に対し熱溶着を行う。
【0064】
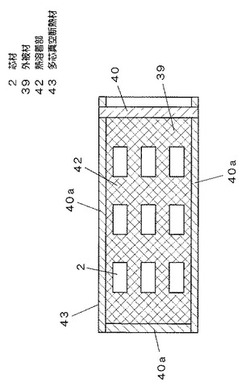
この熱溶着装置15により、常圧環境下で多芯真空断熱材41の熱溶着部40とラミネート袋39の3つの熱溶着部40aで囲まれた部分をすべて熱溶着体14により熱溶着することにより、芯材2の周囲には熱溶着部42を含む多芯真空断熱材43が形成される。
【0065】
その後、多芯真空断熱材43よりそれぞれの芯材2を熱溶着部42を含んだ状態で切り離すことにより、芯材2を核とした複数の真空断熱材1を得ることができる。
【0066】
この真空断熱材の製造方法により、一回の減圧操作で多数の真空断熱材1を作製することができる。また、芯材2の形状は特に規定することなく3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びこれらの形状に貫通孔が設けられたものであればよく、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材1を作製することができる効果が得られる。
【0067】
また、常圧環境下で前記芯材2の周囲にラミネート袋39の熱溶着部40を設けるため真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できると共に常圧で熱溶着部42を設ける作業を行うことができる。
【0068】
更に、ラミネート袋39の開口部のみに熱溶着部40を形成した状態で仕掛品を保管でき、都合の良い時間に常圧環境下で芯材2の周囲にラミネート袋39の熱溶着部42を設ける作業を行うことができるため、作業がフレキシブルに行える効果が得られる。
【0069】
それに加え、外被材37にはラミネート袋39を使用しているため、ラミネート袋39に芯材2をセッティングしたものを真空包装機6に設置することにより、真空包装機6へのセッティングが簡単になると共に、開口部の熱溶着が1ケ所で済むためラミネート袋39内の真空度の保持が確実に行える効果が得られる。
【0070】
尚、芯材2は湿式シリカとカーボンブラックを含有し固形化されたものとして説明を行ったが、ポリスチレンやポリウレタンなどのポリマー材料の連通気泡体や、無機および有機の粉末、無機および有機の繊維材料、その他のシリカ粉末、発泡パーライト粉砕粉末、珪藻土粉末、珪酸カルシウム粉末、炭酸カルシウム粉末、クレーおよびタルクなどの無機粉末や、グラスウール、セラミックファイバーなどの無機繊維などが利用でき、シート状のガラス繊維を重ねて多層化したものでもよい。
【0071】
また、ラミネート袋39としては、アルミ蒸着層またはアルミ箔層を中間層に有するラミネートフィルムを使用できる。
【0072】
尚、ラミネート袋39の袋形状を三方シール袋として説明を行ったが、ラミネート袋は他に四方シール袋、ガゼット袋、ピロー袋、センターテープシール袋等があり特に指定するものではない。
【0073】
本実施の形態の真空断熱材の製造方法は、ガスバリア性で開口部を有する袋状の外被材39の中に、複数の芯材2を略同一平面上に互いに離間して配置し、外被材39の内部を減圧すると共に複数の芯材2のそれぞれが独立した空間内に位置するようにそれぞれの芯材2の周囲に位置する外被材39を熱溶着した多芯真空断熱材43を製造する多芯真空断熱材製造工程と、多芯真空断熱材製造工程で製造された多芯真空断熱材43における切断部分と前記切断部分に近接する芯材2との間に所定幅の熱溶着部42が残るように外被材39を切断して、多芯真空断熱材43から所望の真空断熱材36を切り離す真空断熱材切り離し工程とを有するものである。
【0074】
この真空断熱材の製造方法では、一旦、略同一平面上に互いに離間して配置された複数の芯材2を有する多芯真空断熱材43を製造し、その後、多芯真空断熱材43から所望の真空断熱材36を順次切り離すようにしたので、真空包装機6の一回の減圧操作で、多数の真空断熱材36もしくは大きさ形の異なる複数種の真空断熱材36を作製することができ、真空包装機6を効率よく稼働でき、芯材2の周囲に位置する外被材39を真空断熱材切り離し工程で切断する切断部分に至るまで熱溶着することにより、真空断熱材切り離し工程で切断した後の真空断熱材36の芯材2外周のヒレ状の外被材39周縁部(熱溶着部38)を小さくできる。また、外被材39に開口部を有する袋状のものを使用しているため、袋状の外被材39の中に、複数の芯材2を配置したものを真空包装機6に設置することにより、真空包装機6へのセッティングが簡単になると共に、袋状外被材39の開口部の1ケ所(1辺)を熱溶着して熱溶着部40を形成すれば、外被材39による複数の芯材2の密閉ができるため、外被材39内の真空度の保持が、一対のシート状外被材の4辺を熱溶着して複数の芯材2を密閉する場合よりも確実に行える。
【0075】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、外被材39の内部が減圧状態を維持したまま密閉されるように真空包装機6内の減圧環境下で複数の芯材2を覆う外被材39の開口部を熱溶着して熱溶着部40を形成した後、常圧環境下でそれぞれの芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成するものである。
【0076】
この真空断熱材の製造方法では、常圧環境下で芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成するので、減圧環境下で芯材2の周囲に位置する外被材39を熱溶着する場合より、熱溶着作業を行い易くなり、また、真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できる。また、複数の芯材2を覆う袋状外被材39の開口部に熱溶着部40を形成した状態で仕掛品を保管でき、都合の良い時間に芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成する作業を行うことができるため、多芯真空断熱材製造工程の作業がフレキシブルに行える。
【0077】
(実施の形態4)
以下、本発明の実施の形態4の真空断熱材の製造方法について説明するが、実施の形態3と同一構成については、同一符号を付してその詳細な説明は省略する。
【0078】
図16は本発明の実施の形態4の真空断熱材の製造方法で使用する熱溶着装置の熱溶着前の状態の概略側面図である。
【0079】
ガスバリア性のラミネートフィルム39が、真空包装機6の供試台7に設置されている。このラミネート袋39の中に芯材2が配置されている。
【0080】
真空包装機6において、熱溶着バー8がラミネート袋39の開口部を熱溶着することができる位置に配置されている。また、芯材2はそれぞれが独立した空間内に位置するように配置されている。
【0081】
真空包装機6の蓋9閉じて真空包装機6を起動すると真空ポンプ10が運転を開始し、真空包装機6の内部は排気口11により排気され0.1Torr以下に減圧した後、熱溶着バー8によりラミネート袋39の開口部を熱溶着することにより熱溶着部40が形成され、これにより複数の芯材2が充填されかつその芯材2はそれぞれが独立した空間内に位置する多芯真空断熱材41が作製される。
【0082】
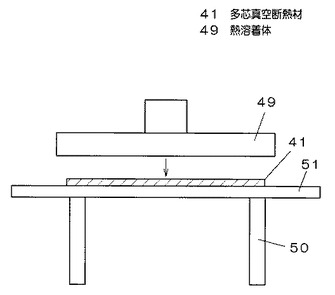
この多芯真空断熱材41を真空包装機6より取り出し、この多芯真空断熱材41を熱溶着体49を有する熱溶着装置50の作業台51の上に設置する。熱溶着体49はスイッチにより、内蔵されたヒーターが加熱されると共に、上下に移動し作業台51の上に置かれた供試品(多芯真空断熱材41)に対し熱溶着を行う。
【0083】
この熱溶着体49は、ラミネート袋39とほぼ同寸法のゴム製の熱溶着体であり、この熱溶着体49はそれを被熱溶着物に押し当てた場合、被熱溶着物の形状に非常に沿いやすい特性を有している。
【0084】
この熱溶着装置50により、常圧環境下で真空断熱材41の熱溶着部40とラミネート袋39の3つの熱溶着部40aで囲まれた部分に対し、熱溶着体49を上側より押し当てることにより、芯材2の周囲には熱溶着部42が形成され、芯材2と熱溶着部42によって多芯真空断熱材43が形成される。
【0085】
その後、多芯真空断熱材43よりそれぞれの芯材2を熱溶着部42を含んだ状態で切り離すことにより芯材2を核とした複数の真空断熱材1を得ることができる。
【0086】
この真空断熱材の製造方法により、一回の減圧操作で多数の真空断熱材1を作製することができる。また、芯材2の形状は特に規定することなく3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びこれらの形状に貫通孔が設けられたものであればよく、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材1を作製することができる効果が得られる。
【0087】
また、常圧環境下で芯材2の周囲にラミネート袋39の熱溶着部40を設けるため真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できると共に常圧環境下で熱溶着部42を設けるため手作業で行える。
【0088】
更に、ラミネート袋39の外周部のみに熱溶着部40を形成した状態で仕掛品を保管でき、都合の良い時間に常圧で芯材2の周囲にラミネート袋39の熱溶着部42を設ける作業を行うことができるため、作業がフレキシブルに行える効果が得られる。
【0089】
更に、熱溶着体49をラミネート袋39に押し当てることにより、一度の熱溶
着操作で確実に芯材2の周囲に熱溶着部42を形成できる効果が得られる。またこの形状に追従しやすい熱溶着体49を用いることにより、芯材2と芯材2の距離が十分長くなくても熱溶着体49は形状に追従しやすいため芯材2と芯材2の間の熱溶着層をしっかりとらえ確実に熱溶着部42を作製することができる効果が得られる。
【0090】
また、芯材2の位置がずれてしまった場合や芯材2の形状が変わった場合にも熱溶着体の形状を変える必要なく適用できる。それに加え、外被材37にはラミネート袋39を使用しているため、ラミネート袋39に芯材2をセッティングしたものを真空包装機6に設置することにより、真空包装機6へのセッティングが簡単になると共に、開口部の熱溶着が1ケ所で済むためラミネート袋39内の真空度の保持が確実に行える効果が得られる。
【0091】
尚、芯材2は湿式シリカとカーボンブラックを含有し固形化されたものとして説明を行ったが、ポリスチレンやポリウレタンなどのポリマー材料の連通気泡体や、無機および有機の粉末、無機および有機の繊維材料、その他のシリカ粉末、発泡パーライト粉砕粉末、珪藻土粉末、珪酸カルシウム粉末、炭酸カルシウム粉末、クレーおよびタルクなどの無機粉末や、グラスウール、セラミックファイバーなどの無機繊維などが利用でき、シート状のガラス繊維を重ねて多層化したものでもよい。
【0092】
また、ラミネート袋39としては、アルミ蒸着層またはアルミ箔層を中間層に有するラミネートフィルムを使用できる。
【0093】
尚、ラミネート袋39の袋形状を三方シール袋として説明を行ったが、ラミネート袋は他に四方シール袋、ガゼット袋、ピロー袋、センターテープシール袋等があり特に指定するものではない。
【0094】
本実施の形態の真空断熱材の製造方法は、ガスバリア性で開口部を有する袋状の外被材39の中に、複数の芯材2を略同一平面上に互いに離間して配置し、外被材39の内部を減圧すると共に複数の芯材2のそれぞれが独立した空間内に位置するようにそれぞれの芯材2の周囲に位置する外被材39を熱溶着した多芯真空断熱材43を製造する多芯真空断熱材製造工程と、多芯真空断熱材製造工程で製造された多芯真空断熱材43における切断部分と前記切断部分に近接する芯材2との間に所定幅の熱溶着部42が残るように外被材39を切断して、多芯真空断熱材43から所望の真空断熱材36を切り離す真空断熱材切り離し工程とを有するものである。
【0095】
この真空断熱材の製造方法では、一旦、略同一平面上に互いに離間して配置された複数の芯材2を有する多芯真空断熱材43を製造し、その後、多芯真空断熱材43から所望の真空断熱材36を順次切り離すようにしたので、真空包装機6の一回の減圧操作で、多数の真空断熱材36もしくは大きさ形の異なる複数種の真空断熱材36を作製することができ、真空包装機6を効率よく稼働でき、芯材2の周囲に位置する外被材39を真空断熱材切り離し工程で切断する切断部分に至るまで熱溶着することにより、真空断熱材切り離し工程で切断した後の真空断熱材36の芯材2外周のヒレ状の外被材39周縁部(熱溶着部38)を小さくできる。また、外被材39に開口部を有する袋状のものを使用しているため、袋状の外被材39の中に、複数の芯材2を配置したものを真空包装機6に設置することにより、真空包装機6へのセッティングが簡単になると共に、袋状外被材39の開口部の1ケ所(1辺)を熱溶着して熱溶着部40を形成すれば、外被材39による複数の芯材2の密閉ができるため、外被材39内の真空度の保持が、一対のシート状外被材の4辺を熱溶着して複数の芯材2を密閉する場合よりも確実に行える。
【0096】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、外被材39の内部が減圧状態を維持したまま密閉されるように真空包装機6内の減圧環境下で複数の芯材2を覆う外被材39の開口部を熱溶着して熱溶着部40を形成した後、常圧環境下でそれぞれの芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成するものである。
【0097】
この真空断熱材の製造方法では、常圧環境下で芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成するので、減圧環境下で芯材2の周囲に位置する外被材39を熱溶着する場合より、熱溶着作業を行い易くなり、また、真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できる。また、複数の芯材2を覆う袋状外被材39の開口部に熱溶着部40を形成した状態で仕掛品を保管でき、都合の良い時間に芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成する作業を行うことができるため、多芯真空断熱材製造工程の作業がフレキシブルに行える。
【0098】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、ヒーターを内蔵し被熱溶着物の形状に追従しやすいように弾性体で構成された熱溶着体49を、1回外被材39に押し当てることにより芯材2の周囲に外被材39の熱溶着部42を設けるものである。
【0099】
この真空断熱材の製造方法では、この被熱溶着物の形状に追従しやすい熱溶着体49を用いることにより、芯材2と芯材2の距離が十分長くなくても熱溶着体49は形状に追従しやすいため、芯材2と芯材2の間の熱溶着層をしっかりとらえ確実に熱溶着部42を作製することができる。また、1度に外被材39に対し芯材2の周囲に熱溶着部42を形成していくため効率的に真空断熱材を作製することができる。また、芯材2の位置が少しずれてしまった場合や芯材2の形状が少し変わった場合にも熱溶着体49の形状を変える必要なく適用できる。
【0100】
なお、本発明の実施の形態1から4で説明した真空断熱材の製造方法は、略同一平面上に互いに離間して配置された複数の芯材を有する多芯真空断熱材を多芯真空断熱材製造工程で製造し、次の真空断熱材切り離し工程において、多芯真空断熱材製造工程で製造された多芯真空断熱材から芯材が一つの真空断熱材を順次切り離すものであるが、切り離す真空断熱材は芯材が一つだけの真空断熱材である必要はなく、真空断熱材切り離し工程で複数の芯材を有する真空断熱材を切り離しても構わない。
【0101】
また、本発明の実施の形態1から4で説明した真空断熱材の製造方法は、多芯真空断熱材製造工程と真空断熱材切り離し工程とを有するが、多芯真空断熱材製造工程における多芯真空断熱材の製造方法は、略同一平面上に互いに離間して配置された複数の芯材を有する多芯真空断熱材のみを製造する場合にも優れた効果を有する。
【産業上の利用可能性】
【0102】
本発明は、芯材外周のヒレ状の外被材周縁部が小さく、いろいろな形状が要求される真空断熱材の製造方法として有用である。
【図面の簡単な説明】
【0103】
【図1】本発明の実施の形態1の真空断熱材の製造方法により作製される真空断熱材の縦断面図
【図2】同実施の形態で使用する真空包装機の使用時の概略縦断面図
【図3】同真空包装機の使用時の概略横断面図
【図4】同真空包装機により外被材の外周部を熱溶着した段階の多芯真空断熱材の平面図
【図5】同実施の形態で使用する熱溶着装置の熱溶着前の状態の概略側面図
【図6】同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の平面図
【図7】同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の縦断面図
【図8】本発明の実施の形態2の真空断熱材の製造方法で使用する熱溶着装置の熱溶着前の状態の概略側面図
【図9】本発明の実施の形態3の真空断熱材の製造方法により作製される真空断熱材の縦断面図
【図10】同実施の形態で使用する真空包装機の使用時の概略縦断面図
【図11】同真空包装機の使用時の概略横断面図
【図12】同真空包装機により袋状の外被材の開口部を熱溶着した段階の多芯真空断熱材の平面図
【図13】同実施の形態で使用する熱溶着装置の熱溶着前の状態の概略側面図
【図14】同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の平面図
【図15】同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の縦断面図
【図16】本発明の実施の形態4の真空断熱材の製造方法で使用する熱溶着装置の熱溶着前の状態の概略側面図
【符号の説明】
【0104】
1 真空断熱材
2 芯材
3 外被材
4 熱溶着部
5 ラミネートフィルム(外被材)
6 真空包装機
12 熱溶着部
13 多芯真空断熱材
17 熱溶着部
18 多芯真空断熱材
36 真空断熱材
37 外被材
38 熱溶着部
39 ラミネート袋(袋状の外被材)
40 熱溶着部
42 熱溶着部
43 多芯真空断熱材
【技術分野】
【0001】
本発明は、真空断熱材の製造方法に関するものである。
【背景技術】
【0002】
従来の真空断熱材としては、例えば、特許文献1に記載されているものがあった。この真空断熱材は、長方形の外被材の3辺を予め熱溶着することにより開口部を有する袋を作製し、その内部に芯材を充填して、袋内部を減圧後、袋の開口部を熱溶着することにより作製される。
【特許文献1】特開平7−98090号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は、芯材外周のヒレ状の外被材周縁部を小さくできる真空断熱材の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0004】
本発明の真空断熱材の製造方法は、内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる外被材で芯材を覆い前記外被材の内部を減圧し前記外被材周縁部を熱溶着でシールした真空断熱材に対して、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着するものであり、芯材との間に所定幅の熱溶着部が残るように外被材を切断することにより、真空断熱材の芯材外周のヒレ状の外被材周縁部を小さくできる。
【発明の効果】
【0005】
本発明の真空断熱材の製造方法によれば、真空断熱材の芯材外周のヒレ状の外被材周縁部を小さくできる。また、芯材の形状は、特に規定することなく、3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びそれらの形状に貫通孔が設けられたものとすることができ、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材を作製することができる。
【0006】
また、常圧環境下で、熱溶着部に囲まれ外被材の間に芯材がなく外被材同士が接触している部分のすべてを熱溶着するので、減圧環境下で芯材の周囲に位置する外被材同士を熱溶着する場合より、熱溶着作業を行い易くなり、また、真空包装機の使用時間が短くなり真空包装機が効率的に使用できる。また、芯材を覆う外被材の外周部に熱溶着部を形成した状態で仕掛品を保管でき、都合の良い時間に芯材の周囲に位置する外被材を熱溶着する作業を行うことができる。
【発明を実施するための最良の形態】
【0007】
本発明の請求項1に記載の真空断熱材の製造方法の発明は、内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる外被材で芯材を覆い前記外被材の内部を減圧し前記外被材周縁部を熱溶着でシールした真空断熱材に対して、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とするものであり、芯材との間に所定幅の熱溶着部が残るように外被材を切断することにより、真空断熱材の芯材外周のヒレ状の外被材周縁部を小さくできる。
【0008】
また、芯材の形状は、特に規定することなく、3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びそれらの形状に貫通孔が設けられたものとすることができ、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材を作製することができる。
【0009】
また、常圧環境下で、熱溶着部に囲まれ外被材の間に芯材がなく外被材同士が接触している部分のすべてを熱溶着するので、減圧環境下で芯材の周囲に位置する外被材同士を熱溶着する場合より、熱溶着作業を行い易くなり、また、真空包装機の使用時間が短くなり真空包装機が効率的に使用できる。
【0010】
また、請求項2に記載の真空断熱材の製造方法の発明は、内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる3方を熱溶着でシールした袋状の外被材に芯材を挿入し、減圧環境下で前記外被材の開口部を熱溶着した後、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とするものであり、請求項1に記載の発明の作用効果に加えて、外被材に開口部を有する袋状のものを使用しているため、袋状の外被材の中に芯材を配置したものを真空包装機に設置することにより、真空包装機へのセッティングが簡単になる。また、芯材を覆う袋状外被材の開口部に熱溶着部を形成した状態で仕掛品を保管でき、都合の良い時間に芯材の周囲に位置する外被材を熱溶着する作業を行うことができる。
【0011】
また、請求項3に記載の真空断熱材の製造方法の発明は、熱溶着層同士が対向する2枚のガスバリア性のラミネートフィルムからなる外被材の間に芯材を配置し、減圧環境下で前記芯材を覆う2枚の前記外被材の外周部同士を熱溶着した後、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とするものであり、請求項1に記載の発明の作用効果に加えて、芯材を覆う2枚の外被材の外周部同士を熱溶着した状態で仕掛品を保管でき、都合の良い時間に芯材の周囲に位置する外被材を熱溶着する作業を行うことができる。
【0012】
また、請求項4に記載の真空断熱材の製造方法の発明は、請求項1から3のいずれか一項に記載の発明において、芯材は複数あり、略同一平面上に互いに離間して配置されることを特徴とするものであり、請求項1から3のいずれか一項に記載の発明の作用効果に加えて、各芯材が熱溶着部に囲まれ、複数の芯材のそれそれが独立した空間内に位置する真空断熱材を得ることができる。
【0013】
また、請求項5に記載の真空断熱材の製造方法の発明は、請求項1から4のいずれか一項に記載の発明において、芯材の形状は、3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びそれらの形状に貫通孔が設けられた形状であることを特徴とするものであり、請求項1から4のいずれか一項に記載の発明の作用効果に加えて、芯材との間に所定幅の熱溶着部が残るように外被材を切断することにより、芯材と同様の形状の真空断熱材を作製することができる。
【0014】
また、請求項6に記載の真空断熱材の製造方法の発明は、請求項1から5のいずれか一項に記載の発明において、熱溶着部に囲まれ外被材の間に芯材がなく外被材同士が接触している部分のすべてを熱溶着した後、切断部分と前記切断部分に近接する前記芯材との間に所定幅の熱溶着部が残るように前記外被材を切断して所望の真空断熱材を得ることを特徴とするものであり、芯材と同様の形状の真空断熱材を作製することができる。
【0015】
以下、本発明の真空断熱材の製造方法の実施の形態について説明する。
【0016】
(実施の形態1)
図1は本発明の実施の形態1の真空断熱材の製造方法により作製される真空断熱材の縦断面図、図2は同実施の形態で使用する真空包装機の使用時の概略縦断面図、図3は同真空包装機の使用時の概略横断面図、図4は同真空包装機により外被材の外周部を熱溶着した段階の多芯真空断熱材の平面図、図5は同実施の形態で使用する熱溶着装置の熱溶着前の状態の概略側面図、図6は同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の平面図、図7は同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の縦断面図である。
【0017】
本実施の形態の真空断熱材の製造方法により製造される真空断熱材1は、湿式シリカとカーボンブラックを含有し固形化された芯材2をガスバリア性のラミネートフィルムからなる外被材3で覆ったものであり、外被材3の内部は減圧され、芯材2の外周には芯材2を覆う外被材3のラミネートフィルムの最内層同士を熱溶着した熱溶着部4がある。
【0018】
この真空断熱材1の製造方法を次に説明する。
【0019】
まず、所定の長方形にカットされたガスバリア性のラミネートフィルム(外被材)5を、熱溶着材料層側が上側(上面)になるようにして真空包装機6の供試台7の上に載せる。この時、ラミネートフィルム5の四辺近傍部分(外周部分)が、供試台7の外周に配置された熱溶着バー8と対向するようにする。
【0020】
次に、そのラミネートフィルム5の上面に、複数の芯材2を互いに所定間隔離して配置し、さらに、その複数の芯材2の上に別のラミネートフィルム5を、熱溶着材料層側が下側(芯材2側)になるように且つ、上下2枚のラミネートフィルム5の各端面同士ができるだけ一致するように被せる。
【0021】
次に、真空包装機6の蓋9閉じて真空包装機6を起動すると、真空包装機6の内部空間と連通するように接続された真空ポンプ10が運転を開始し、真空包装機6の内部は排気口11により排気される。そして、真空包装機6の内部を0.1Torr以下に減圧した後、上下一対の熱溶着バー8で2枚のラミネートフィルム5の4辺近傍部分(外周部分)を挟んで、2枚のラミネートフィルム5の四辺近傍部分(外周部分)の内面同士を熱溶着することにより、4辺近傍に4辺に沿った4つの熱溶着部12を形成する。これにより多芯真空断熱材13が作製される。
【0022】
この多芯真空断熱材13を真空包装機6より取り出し、この多芯真空断熱材13を熱溶着体14を有する熱溶着装置15の作業台16の上に設置する。熱溶着体14はスイッチにより、内蔵されたヒーターが加熱されると共に、上下に移動し作業台6の上に置かれた供試品(多芯真空断熱材13)に対し熱溶着を行う。
【0023】
この熱溶着装置15により、常圧環境下で多芯真空断熱材13の熱溶着部12で囲まれ、2枚のラミネートフィルム5の間に芯材2がなく、ラミネートフィルム5の最内層同士が接触している部分のすべてを熱溶着体14により熱溶着することにより、各芯材2が熱溶着部17に囲まれ、複数の芯材2のそれそれが独立した空間内に位置する多芯真空断熱材18が形成される。
【0024】
その後、多芯真空断熱材18よりそれぞれの芯材2を芯材2の周りに熱溶着部17を含んだ状態で切り離すことにより、芯材2を核とした複数の真空断熱材1を得ることができる。
【0025】
この真空断熱材の製造方法により、一回の減圧操作で多数の真空断熱材1を作製することができる。また、芯材2の形状は特に規定することなく3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びそれらの形状に貫通孔が設けられたものであればよく、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材1を作製することができる効果が得られる。
【0026】
また、常圧環境下で芯材2の周囲にラミネートフィルム5の熱溶着部12を設けるため真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できると共に常圧環境下で熱溶着部17を設ける作業を行うことができる。更に、ラミネートフィルム5の外周部のみに熱溶着部12を形成した状態で仕掛品を保管でき、都合の良い時間に常圧で芯材2の周囲にラミネートフィルム5の熱溶着部17を設ける作業を行うことができるため、作業がフレキシブルに行える効果が得られる。
【0027】
尚、芯材2は湿式シリカとカーボンブラックを含有し固形化されたものとして説明を行ったが、ポリスチレンやポリウレタンなどのポリマー材料の連通気泡体や、無機および有機の粉末、無機および有機の繊維材料、その他のシリカ粉末、発泡パーライト粉砕粉末、珪藻土粉末、珪酸カルシウム粉末、炭酸カルシウム粉末、クレーおよびタルクなどの無機粉末や、グラスウール、セラミックファイバーなどの無機繊維などが利用でき、シート状のガラス繊維を重ねて多層化したものでもよい。
【0028】
また、ラミネートフィルム5としては、アルミ蒸着層またはアルミ箔層を中間層に有するラミネートフィルムを使用できる。
【0029】
本実施の形態の真空断熱材の製造方法は、略同一平面上に互いに離間して配置された複数の芯材2を、ガスバリア性の外被材5で覆い、外被材5の内部を減圧すると共に複数の芯材2のそれぞれが独立した空間内に位置するようにそれぞれの芯材2の周囲に位置する外被材5を熱溶着した多芯真空断熱材18を製造する多芯真空断熱材製造工程と、多芯真空断熱材製造工程で製造された多芯真空断熱材18における切断部分と前記切断部分に近接する芯材2との間に所定幅の熱溶着部17が残るように外被材5を切断して、多芯真空断熱材18から所望の真空断熱材1を切り離す真空断熱材切り離し工程とを有するものである。
【0030】
この真空断熱材の製造方法では、一旦、略同一平面上に互いに離間して配置された複数の芯材2を有する多芯真空断熱材18を製造し、その後、多芯真空断熱材18から所望の真空断熱材1を順次切り離すようにしたので、真空包装機6の一回の減圧操作で、多数の真空断熱材1もしくは大きさ形の異なる複数種の真空断熱材1を作製することができ、真空包装機6を効率よく稼働でき、芯材2の周囲に位置する外被材5を真空断熱材切り離し工程で切断する切断部分に至るまで熱溶着することにより、真空断熱材切り離し工程で切断した後の真空断熱材1の芯材2外周のヒレ状の外被材5周縁部(熱溶着部4)の幅を小さくできる。
【0031】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、外被材5の内部が減圧状態を維持したまま密閉されるように減圧環境下で複数の芯材2を覆う外被材5の外周部を熱溶着して熱溶着部12を形成した後、常圧環境下でそれぞれの芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成するものである。
【0032】
この真空断熱材の製造方法では、常圧環境下で芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成するので、減圧環境下で芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成する場合より、熱溶着作業を行い易くなり、また、真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できる。また、複数の芯材2を覆う外被材5の外周部に熱溶着部12を形成した状態で仕掛品を保管でき、都合の良い時間に芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成する作業を行うことができるため、多芯真空断熱材製造工程の作業がフレキシブルに行える。
【0033】
(実施の形態2)
以下、本発明の実施の形態2の真空断熱材の製造方法について説明するが、実施の形態1と同一構成については、同一符号を付してその詳細な説明は省略する。
【0034】
図8は本発明の実施の形態2の真空断熱材の製造方法で使用する熱溶着装置の熱溶着前の状態の概略側面図である。
【0035】
長方形にカットされたガスバリア性のラミネートフィルム(外被材)5が、熱溶着材料側を上側にしたものが真空包装機6の供試台7に設置されている。このラミネートフィルム5の上に芯材2が配置され、その上にラミネートフィルム5がその熱溶着材料側が芯材2側を向くようにかつ各端面がその下のラミネートフィルム5の各端面にほぼ一致するように設置されている。
【0036】
真空包装機6において、8は熱溶着バーでありラミネートフィルム5の4つの外周部を熱溶着することができる位置に配置されている。また、芯材2はそれぞれが独立した空間内に位置するように配置されている。
【0037】
真空包装機6の蓋9閉じて真空包装機6を起動すると真空ポンプ10が運転を開始し、真空包装機6の内部は排気口11により排気され0.1Torr以下に減圧した後、熱溶着バー8によりラミネートフィルム5の4つの外周部を熱溶着することにより4つの熱溶着部12が形成され、これにより複数の芯材2が充填されかつその芯材2はそれぞれが独立した空間内に位置する多芯真空断熱材13が作製される。
【0038】
この多芯真空断熱材13を真空包装機6より取り出し、この真空断熱材13を熱溶着体30を有する熱溶着装置31の作業台32の上に設置する。熱溶着体30はスイッチにより、内蔵されたヒーターが加熱されると共に、上下に移動し作業台32の上に置かれた供試品(多芯真空断熱材13)に対し熱溶着を行う。
【0039】
この熱溶着体30は、ラミネートフィルム5とほぼ同寸法のゴム製の熱溶着体であり、この熱溶着体30はそれを被熱溶着物に押し当てた場合、被熱溶着物の形状に非常に沿いやすい特性を有している。
【0040】
この熱溶着装置31により、常圧環境下で真空断熱材13の熱溶着部12で囲まれた部分に対し、熱溶着体30を上側より押し当てることにより、芯材2の周囲には熱溶着部17が形成され、芯材2と熱溶着部17によって多芯真空断熱材18が形成される。
【0041】
その後、多芯真空断熱材18よりそれぞれの芯材2を熱溶着部17を含んだ状態で切り離すことにより芯材2を核とした複数の真空断熱材1を得ることができる。
【0042】
この真空断熱材の製造方法により、一回の減圧操作で多数の真空断熱材1を作製することができる。また、芯材2の形状は特に規定することなく3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びこれらの形状に貫通孔が設けられたものであればよく、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材1を作製することができる効果が得られる。
【0043】
また、常圧環境下で芯材2の周囲にラミネートフィルム5の熱溶着部12を設けるため真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できると共に常圧で熱溶着部17を設けるため手作業で行える。
【0044】
更に、ラミネートフィルム5の外周部のみに熱溶着部12を形成した状態で仕掛品を保管でき、都合の良い時間に常圧環境下で芯材2の周囲にラミネートフィルム5の熱溶着部17を設ける作業を行うことができるため、作業がフレキシブルに行える効果が得られる。
【0045】
更に、熱溶着体30をラミネートフィルム5に押し当てることにより、一度の熱溶着操作で確実に芯材2の周囲に熱溶着部17を形成できる効果が得られる。
【0046】
またこの形状に追従しやすい熱溶着体30を用いることにより、芯材2と芯材2の距離が十分長くなくても熱溶着体30は形状に追従しやすいため芯材2と芯材2の間の熱溶着層をしっかりとらえ確実に熱溶着部17を作製することができ
る効果が得られる。
【0047】
更に、この熱溶着体30を複数回ラミネートフィルム5に押し当てることにより、ラミネートフィルム5を細かく分けて熱溶着部17を形成していくことにより芯材2の周囲に確実に熱溶着部17を形成し、熱溶着部17からのリークを低減することができる効果が得られる。
【0048】
また、芯材2の位置がずれてしまった場合や芯材2の形状が変わった場合にも熱溶着体の形状を変える必要なく適用できる。
【0049】
尚、芯材2は湿式シリカとカーボンブラックを含有し固形化されたものとして説明を行ったが、ポリスチレンやポリウレタンなどのポリマー材料の連通気泡体や、無機および有機の粉末、無機および有機の繊維材料、その他のシリカ粉末、発泡パーライト粉砕粉末、珪藻土粉末、珪酸カルシウム粉末、炭酸カルシウム粉末、クレーおよびタルクなどの無機粉末や、グラスウール、セラミックファイバーなどの無機繊維などが利用でき、シート状のガラス繊維を重ねて多層化したものでもよい。
【0050】
また、ラミネートフィルム5としては、アルミ蒸着層またはアルミ箔層を中間層に有するラミネートフィルムを使用できる。
【0051】
本実施の形態の真空断熱材の製造方法は、略同一平面上に互いに離間して配置された複数の芯材2を、ガスバリア性の外被材5で覆い、外被材5の内部を減圧すると共に複数の芯材2のそれぞれが独立した空間内に位置するようにそれぞれの芯材2の周囲に位置する外被材5を熱溶着した多芯真空断熱材18を製造する多芯真空断熱材製造工程と、多芯真空断熱材製造工程で製造された多芯真空断熱材18における切断部分と前記切断部分に近接する芯材2との間に所定幅の熱溶着部17が残るように外被材5を切断して、多芯真空断熱材18から所望の真空断熱材1を切り離す真空断熱材切り離し工程とを有するものである。
【0052】
この真空断熱材の製造方法では、一旦、略同一平面上に互いに離間して配置された複数の芯材2を有する多芯真空断熱材18を製造し、その後、多芯真空断熱材18から所望の真空断熱材1を順次切り離すようにしたので、真空包装機6の一回の減圧操作で、多数の真空断熱材1もしくは大きさ形の異なる複数種の真空断熱材1を作製することができ、真空包装機6を効率よく稼働でき、芯材2の周囲に位置する外被材5を真空断熱材切り離し工程で切断する切断部分に至るまで熱溶着することにより、真空断熱材切り離し工程で切断した後の真空断熱材1の芯材2外周のヒレ状の外被材5周縁部(熱溶着部4)の幅を小さくできる。
【0053】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、外被材5の内部が減圧状態を維持したまま密閉されるように減圧環境下で複数の芯材2を覆う外被材5の外周部を熱溶着して熱溶着部12を形成した後、常圧環境下でそれぞれの芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成するものである。
【0054】
この真空断熱材の製造方法では、常圧環境下で芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成するので、減圧環境下で芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成する場合より、熱溶着作業を行い易くなり、また、真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できる。また、複数の芯材2を覆う外被材5の外周部に熱溶着部12を形成した状態で仕掛品を保管でき、都合の良い時間に芯材2の周囲に位置する外被材5を熱溶着して熱溶着部17を形成する作業を行うことができるため、多芯真空断熱材製造工程の作業がフレキシブルに行える。
【0055】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、ヒーターを内蔵し被熱溶着物の形状に追従しやすいように弾性体で構成された熱溶着体30を、1回外被材5に押し当てることにより芯材2の周囲に外被材5の熱溶着部17を設けるものである。
【0056】
この真空断熱材の製造方法では、この被熱溶着物の形状に追従しやすい熱溶着体30を用いることにより、芯材2と芯材2の距離が十分長くなくても熱溶着体30は形状に追従しやすいため、芯材2と芯材2の間の熱溶着層をしっかりとらえ確実に熱溶着部17を作製することができる。また、1度に外被材5に対し芯材2の周囲に熱溶着部17を形成していくため、効率的に真空断熱材を作製することができる。また、芯材2の位置が少しずれてしまった場合や芯材2の形状が少し変わった場合にも熱溶着体30の形状を変える必要なく適用できる。
【0057】
(実施の形態3)
図9は本発明の実施の形態3の真空断熱材の製造方法により作製される真空断熱材の縦断面図、図10は同実施の形態で使用する真空包装機の使用時の概略縦断面図、図11は同真空包装機の使用時の概略横断面図、図12は同真空包装機により袋状の外被材の開口部を熱溶着した段階の多芯真空断熱材の平面図、図13は同実施の形態で使用する熱溶着装置の概略側面図、図14は同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の平面図、図15は同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の縦断面図である。
【0058】
本実施の形態の真空断熱材の製造方法により製造される真空断熱材36は、湿式シリカとカーボンブラックを含有し固形化された芯材2をガスバリア性のラミネート袋からなる外被材37で覆い外被材37の内部は減圧されることにより製造されている。芯材2の周囲に熱溶着部38が設けられる。
【0059】
この真空断熱材36の製造方法を次に説明する。
【0060】
ガスバリア性のラミネート袋(袋状の外被材)39が、真空包装機6の供試台7に設置されている。また、このラミネート袋39の中に芯材2が配置されている。
【0061】
真空包装機6において、熱溶着バー8がラミネート袋39の開口部を熱溶着することができる位置に配置されている。また、芯材2はそれぞれが独立した空間内に位置するように配置されている。
【0062】
真空包装機6の蓋9閉じて真空包装機6を起動すると真空ポンプ10が運転を開始し、真空包装機6の内部は排気口11により排気され0.1Torr以下に減圧した後、熱溶着バー8によりラミネート袋39の開口部を熱溶着することにより熱溶着部40が形成され、これにより複数の芯材2が充填されかつその芯材2はそれぞれが独立した空間内に位置する多芯真空断熱材41が作製される。
【0063】
この多芯真空断熱材41を真空包装機6より取り出し、この多芯真空断熱材41を熱溶着体14を有する熱溶着装置15の作業台16の上に設置する。熱溶着体14はスイッチにより、内蔵されたヒーターが加熱されると共に、上下に移動し作業台6の上に置かれた供試品(多芯真空断熱材41)に対し熱溶着を行う。
【0064】
この熱溶着装置15により、常圧環境下で多芯真空断熱材41の熱溶着部40とラミネート袋39の3つの熱溶着部40aで囲まれた部分をすべて熱溶着体14により熱溶着することにより、芯材2の周囲には熱溶着部42を含む多芯真空断熱材43が形成される。
【0065】
その後、多芯真空断熱材43よりそれぞれの芯材2を熱溶着部42を含んだ状態で切り離すことにより、芯材2を核とした複数の真空断熱材1を得ることができる。
【0066】
この真空断熱材の製造方法により、一回の減圧操作で多数の真空断熱材1を作製することができる。また、芯材2の形状は特に規定することなく3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びこれらの形状に貫通孔が設けられたものであればよく、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材1を作製することができる効果が得られる。
【0067】
また、常圧環境下で前記芯材2の周囲にラミネート袋39の熱溶着部40を設けるため真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できると共に常圧で熱溶着部42を設ける作業を行うことができる。
【0068】
更に、ラミネート袋39の開口部のみに熱溶着部40を形成した状態で仕掛品を保管でき、都合の良い時間に常圧環境下で芯材2の周囲にラミネート袋39の熱溶着部42を設ける作業を行うことができるため、作業がフレキシブルに行える効果が得られる。
【0069】
それに加え、外被材37にはラミネート袋39を使用しているため、ラミネート袋39に芯材2をセッティングしたものを真空包装機6に設置することにより、真空包装機6へのセッティングが簡単になると共に、開口部の熱溶着が1ケ所で済むためラミネート袋39内の真空度の保持が確実に行える効果が得られる。
【0070】
尚、芯材2は湿式シリカとカーボンブラックを含有し固形化されたものとして説明を行ったが、ポリスチレンやポリウレタンなどのポリマー材料の連通気泡体や、無機および有機の粉末、無機および有機の繊維材料、その他のシリカ粉末、発泡パーライト粉砕粉末、珪藻土粉末、珪酸カルシウム粉末、炭酸カルシウム粉末、クレーおよびタルクなどの無機粉末や、グラスウール、セラミックファイバーなどの無機繊維などが利用でき、シート状のガラス繊維を重ねて多層化したものでもよい。
【0071】
また、ラミネート袋39としては、アルミ蒸着層またはアルミ箔層を中間層に有するラミネートフィルムを使用できる。
【0072】
尚、ラミネート袋39の袋形状を三方シール袋として説明を行ったが、ラミネート袋は他に四方シール袋、ガゼット袋、ピロー袋、センターテープシール袋等があり特に指定するものではない。
【0073】
本実施の形態の真空断熱材の製造方法は、ガスバリア性で開口部を有する袋状の外被材39の中に、複数の芯材2を略同一平面上に互いに離間して配置し、外被材39の内部を減圧すると共に複数の芯材2のそれぞれが独立した空間内に位置するようにそれぞれの芯材2の周囲に位置する外被材39を熱溶着した多芯真空断熱材43を製造する多芯真空断熱材製造工程と、多芯真空断熱材製造工程で製造された多芯真空断熱材43における切断部分と前記切断部分に近接する芯材2との間に所定幅の熱溶着部42が残るように外被材39を切断して、多芯真空断熱材43から所望の真空断熱材36を切り離す真空断熱材切り離し工程とを有するものである。
【0074】
この真空断熱材の製造方法では、一旦、略同一平面上に互いに離間して配置された複数の芯材2を有する多芯真空断熱材43を製造し、その後、多芯真空断熱材43から所望の真空断熱材36を順次切り離すようにしたので、真空包装機6の一回の減圧操作で、多数の真空断熱材36もしくは大きさ形の異なる複数種の真空断熱材36を作製することができ、真空包装機6を効率よく稼働でき、芯材2の周囲に位置する外被材39を真空断熱材切り離し工程で切断する切断部分に至るまで熱溶着することにより、真空断熱材切り離し工程で切断した後の真空断熱材36の芯材2外周のヒレ状の外被材39周縁部(熱溶着部38)を小さくできる。また、外被材39に開口部を有する袋状のものを使用しているため、袋状の外被材39の中に、複数の芯材2を配置したものを真空包装機6に設置することにより、真空包装機6へのセッティングが簡単になると共に、袋状外被材39の開口部の1ケ所(1辺)を熱溶着して熱溶着部40を形成すれば、外被材39による複数の芯材2の密閉ができるため、外被材39内の真空度の保持が、一対のシート状外被材の4辺を熱溶着して複数の芯材2を密閉する場合よりも確実に行える。
【0075】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、外被材39の内部が減圧状態を維持したまま密閉されるように真空包装機6内の減圧環境下で複数の芯材2を覆う外被材39の開口部を熱溶着して熱溶着部40を形成した後、常圧環境下でそれぞれの芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成するものである。
【0076】
この真空断熱材の製造方法では、常圧環境下で芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成するので、減圧環境下で芯材2の周囲に位置する外被材39を熱溶着する場合より、熱溶着作業を行い易くなり、また、真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できる。また、複数の芯材2を覆う袋状外被材39の開口部に熱溶着部40を形成した状態で仕掛品を保管でき、都合の良い時間に芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成する作業を行うことができるため、多芯真空断熱材製造工程の作業がフレキシブルに行える。
【0077】
(実施の形態4)
以下、本発明の実施の形態4の真空断熱材の製造方法について説明するが、実施の形態3と同一構成については、同一符号を付してその詳細な説明は省略する。
【0078】
図16は本発明の実施の形態4の真空断熱材の製造方法で使用する熱溶着装置の熱溶着前の状態の概略側面図である。
【0079】
ガスバリア性のラミネートフィルム39が、真空包装機6の供試台7に設置されている。このラミネート袋39の中に芯材2が配置されている。
【0080】
真空包装機6において、熱溶着バー8がラミネート袋39の開口部を熱溶着することができる位置に配置されている。また、芯材2はそれぞれが独立した空間内に位置するように配置されている。
【0081】
真空包装機6の蓋9閉じて真空包装機6を起動すると真空ポンプ10が運転を開始し、真空包装機6の内部は排気口11により排気され0.1Torr以下に減圧した後、熱溶着バー8によりラミネート袋39の開口部を熱溶着することにより熱溶着部40が形成され、これにより複数の芯材2が充填されかつその芯材2はそれぞれが独立した空間内に位置する多芯真空断熱材41が作製される。
【0082】
この多芯真空断熱材41を真空包装機6より取り出し、この多芯真空断熱材41を熱溶着体49を有する熱溶着装置50の作業台51の上に設置する。熱溶着体49はスイッチにより、内蔵されたヒーターが加熱されると共に、上下に移動し作業台51の上に置かれた供試品(多芯真空断熱材41)に対し熱溶着を行う。
【0083】
この熱溶着体49は、ラミネート袋39とほぼ同寸法のゴム製の熱溶着体であり、この熱溶着体49はそれを被熱溶着物に押し当てた場合、被熱溶着物の形状に非常に沿いやすい特性を有している。
【0084】
この熱溶着装置50により、常圧環境下で真空断熱材41の熱溶着部40とラミネート袋39の3つの熱溶着部40aで囲まれた部分に対し、熱溶着体49を上側より押し当てることにより、芯材2の周囲には熱溶着部42が形成され、芯材2と熱溶着部42によって多芯真空断熱材43が形成される。
【0085】
その後、多芯真空断熱材43よりそれぞれの芯材2を熱溶着部42を含んだ状態で切り離すことにより芯材2を核とした複数の真空断熱材1を得ることができる。
【0086】
この真空断熱材の製造方法により、一回の減圧操作で多数の真空断熱材1を作製することができる。また、芯材2の形状は特に規定することなく3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びこれらの形状に貫通孔が設けられたものであればよく、これらの形状及びこれらの形状に貫通孔を設けた形状の真空断熱材1を作製することができる効果が得られる。
【0087】
また、常圧環境下で芯材2の周囲にラミネート袋39の熱溶着部40を設けるため真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できると共に常圧環境下で熱溶着部42を設けるため手作業で行える。
【0088】
更に、ラミネート袋39の外周部のみに熱溶着部40を形成した状態で仕掛品を保管でき、都合の良い時間に常圧で芯材2の周囲にラミネート袋39の熱溶着部42を設ける作業を行うことができるため、作業がフレキシブルに行える効果が得られる。
【0089】
更に、熱溶着体49をラミネート袋39に押し当てることにより、一度の熱溶
着操作で確実に芯材2の周囲に熱溶着部42を形成できる効果が得られる。またこの形状に追従しやすい熱溶着体49を用いることにより、芯材2と芯材2の距離が十分長くなくても熱溶着体49は形状に追従しやすいため芯材2と芯材2の間の熱溶着層をしっかりとらえ確実に熱溶着部42を作製することができる効果が得られる。
【0090】
また、芯材2の位置がずれてしまった場合や芯材2の形状が変わった場合にも熱溶着体の形状を変える必要なく適用できる。それに加え、外被材37にはラミネート袋39を使用しているため、ラミネート袋39に芯材2をセッティングしたものを真空包装機6に設置することにより、真空包装機6へのセッティングが簡単になると共に、開口部の熱溶着が1ケ所で済むためラミネート袋39内の真空度の保持が確実に行える効果が得られる。
【0091】
尚、芯材2は湿式シリカとカーボンブラックを含有し固形化されたものとして説明を行ったが、ポリスチレンやポリウレタンなどのポリマー材料の連通気泡体や、無機および有機の粉末、無機および有機の繊維材料、その他のシリカ粉末、発泡パーライト粉砕粉末、珪藻土粉末、珪酸カルシウム粉末、炭酸カルシウム粉末、クレーおよびタルクなどの無機粉末や、グラスウール、セラミックファイバーなどの無機繊維などが利用でき、シート状のガラス繊維を重ねて多層化したものでもよい。
【0092】
また、ラミネート袋39としては、アルミ蒸着層またはアルミ箔層を中間層に有するラミネートフィルムを使用できる。
【0093】
尚、ラミネート袋39の袋形状を三方シール袋として説明を行ったが、ラミネート袋は他に四方シール袋、ガゼット袋、ピロー袋、センターテープシール袋等があり特に指定するものではない。
【0094】
本実施の形態の真空断熱材の製造方法は、ガスバリア性で開口部を有する袋状の外被材39の中に、複数の芯材2を略同一平面上に互いに離間して配置し、外被材39の内部を減圧すると共に複数の芯材2のそれぞれが独立した空間内に位置するようにそれぞれの芯材2の周囲に位置する外被材39を熱溶着した多芯真空断熱材43を製造する多芯真空断熱材製造工程と、多芯真空断熱材製造工程で製造された多芯真空断熱材43における切断部分と前記切断部分に近接する芯材2との間に所定幅の熱溶着部42が残るように外被材39を切断して、多芯真空断熱材43から所望の真空断熱材36を切り離す真空断熱材切り離し工程とを有するものである。
【0095】
この真空断熱材の製造方法では、一旦、略同一平面上に互いに離間して配置された複数の芯材2を有する多芯真空断熱材43を製造し、その後、多芯真空断熱材43から所望の真空断熱材36を順次切り離すようにしたので、真空包装機6の一回の減圧操作で、多数の真空断熱材36もしくは大きさ形の異なる複数種の真空断熱材36を作製することができ、真空包装機6を効率よく稼働でき、芯材2の周囲に位置する外被材39を真空断熱材切り離し工程で切断する切断部分に至るまで熱溶着することにより、真空断熱材切り離し工程で切断した後の真空断熱材36の芯材2外周のヒレ状の外被材39周縁部(熱溶着部38)を小さくできる。また、外被材39に開口部を有する袋状のものを使用しているため、袋状の外被材39の中に、複数の芯材2を配置したものを真空包装機6に設置することにより、真空包装機6へのセッティングが簡単になると共に、袋状外被材39の開口部の1ケ所(1辺)を熱溶着して熱溶着部40を形成すれば、外被材39による複数の芯材2の密閉ができるため、外被材39内の真空度の保持が、一対のシート状外被材の4辺を熱溶着して複数の芯材2を密閉する場合よりも確実に行える。
【0096】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、外被材39の内部が減圧状態を維持したまま密閉されるように真空包装機6内の減圧環境下で複数の芯材2を覆う外被材39の開口部を熱溶着して熱溶着部40を形成した後、常圧環境下でそれぞれの芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成するものである。
【0097】
この真空断熱材の製造方法では、常圧環境下で芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成するので、減圧環境下で芯材2の周囲に位置する外被材39を熱溶着する場合より、熱溶着作業を行い易くなり、また、真空包装機6の使用時間が短くなり真空包装機6が効率的に使用できる。また、複数の芯材2を覆う袋状外被材39の開口部に熱溶着部40を形成した状態で仕掛品を保管でき、都合の良い時間に芯材2の周囲に位置する外被材39を熱溶着して熱溶着部42を形成する作業を行うことができるため、多芯真空断熱材製造工程の作業がフレキシブルに行える。
【0098】
また、本実施の形態の真空断熱材の製造方法は、多芯真空断熱材製造工程において、ヒーターを内蔵し被熱溶着物の形状に追従しやすいように弾性体で構成された熱溶着体49を、1回外被材39に押し当てることにより芯材2の周囲に外被材39の熱溶着部42を設けるものである。
【0099】
この真空断熱材の製造方法では、この被熱溶着物の形状に追従しやすい熱溶着体49を用いることにより、芯材2と芯材2の距離が十分長くなくても熱溶着体49は形状に追従しやすいため、芯材2と芯材2の間の熱溶着層をしっかりとらえ確実に熱溶着部42を作製することができる。また、1度に外被材39に対し芯材2の周囲に熱溶着部42を形成していくため効率的に真空断熱材を作製することができる。また、芯材2の位置が少しずれてしまった場合や芯材2の形状が少し変わった場合にも熱溶着体49の形状を変える必要なく適用できる。
【0100】
なお、本発明の実施の形態1から4で説明した真空断熱材の製造方法は、略同一平面上に互いに離間して配置された複数の芯材を有する多芯真空断熱材を多芯真空断熱材製造工程で製造し、次の真空断熱材切り離し工程において、多芯真空断熱材製造工程で製造された多芯真空断熱材から芯材が一つの真空断熱材を順次切り離すものであるが、切り離す真空断熱材は芯材が一つだけの真空断熱材である必要はなく、真空断熱材切り離し工程で複数の芯材を有する真空断熱材を切り離しても構わない。
【0101】
また、本発明の実施の形態1から4で説明した真空断熱材の製造方法は、多芯真空断熱材製造工程と真空断熱材切り離し工程とを有するが、多芯真空断熱材製造工程における多芯真空断熱材の製造方法は、略同一平面上に互いに離間して配置された複数の芯材を有する多芯真空断熱材のみを製造する場合にも優れた効果を有する。
【産業上の利用可能性】
【0102】
本発明は、芯材外周のヒレ状の外被材周縁部が小さく、いろいろな形状が要求される真空断熱材の製造方法として有用である。
【図面の簡単な説明】
【0103】
【図1】本発明の実施の形態1の真空断熱材の製造方法により作製される真空断熱材の縦断面図
【図2】同実施の形態で使用する真空包装機の使用時の概略縦断面図
【図3】同真空包装機の使用時の概略横断面図
【図4】同真空包装機により外被材の外周部を熱溶着した段階の多芯真空断熱材の平面図
【図5】同実施の形態で使用する熱溶着装置の熱溶着前の状態の概略側面図
【図6】同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の平面図
【図7】同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の縦断面図
【図8】本発明の実施の形態2の真空断熱材の製造方法で使用する熱溶着装置の熱溶着前の状態の概略側面図
【図9】本発明の実施の形態3の真空断熱材の製造方法により作製される真空断熱材の縦断面図
【図10】同実施の形態で使用する真空包装機の使用時の概略縦断面図
【図11】同真空包装機の使用時の概略横断面図
【図12】同真空包装機により袋状の外被材の開口部を熱溶着した段階の多芯真空断熱材の平面図
【図13】同実施の形態で使用する熱溶着装置の熱溶着前の状態の概略側面図
【図14】同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の平面図
【図15】同熱溶着装置により芯材の周囲に位置する外被材を熱溶着した段階の多芯真空断熱材の縦断面図
【図16】本発明の実施の形態4の真空断熱材の製造方法で使用する熱溶着装置の熱溶着前の状態の概略側面図
【符号の説明】
【0104】
1 真空断熱材
2 芯材
3 外被材
4 熱溶着部
5 ラミネートフィルム(外被材)
6 真空包装機
12 熱溶着部
13 多芯真空断熱材
17 熱溶着部
18 多芯真空断熱材
36 真空断熱材
37 外被材
38 熱溶着部
39 ラミネート袋(袋状の外被材)
40 熱溶着部
42 熱溶着部
43 多芯真空断熱材
【特許請求の範囲】
【請求項1】
内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる外被材で芯材を覆い前記外被材の内部を減圧し前記外被材周縁部を熱溶着でシールした真空断熱材に対して、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とする真空断熱材の製造方法。
【請求項2】
内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる3方を熱溶着でシールした袋状の外被材に芯材を挿入し、減圧環境下で前記外被材の開口部を熱溶着した後、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とする真空断熱材の製造方法。
【請求項3】
熱溶着層同士が対向する2枚のガスバリア性のラミネートフィルムからなる外被材の間に芯材を配置し、減圧環境下で前記芯材を覆う2枚の前記外被材の外周部同士を熱溶着した後、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とする真空断熱材の製造方法。
【請求項4】
芯材は複数あり、略同一平面上に互いに離間して配置されることを特徴とする請求項1から3のいずれか一項に記載の真空断熱材の製造方法。
【請求項5】
芯材の形状は、3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びそれらの形状に貫通孔が設けられた形状であることを特徴とする請求項1から4のいずれか一項に記載の真空断熱材の製造方法。
【請求項6】
熱溶着部に囲まれ外被材の間に芯材がなく外被材同士が接触している部分のすべてを熱溶着した後、切断部分と前記切断部分に近接する前記芯材との間に所定幅の熱溶着部が残るように前記外被材を切断して所望の真空断熱材を得ることを特徴とする請求項1から5のいずれか一項に記載の真空断熱材の製造方法。
【請求項1】
内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる外被材で芯材を覆い前記外被材の内部を減圧し前記外被材周縁部を熱溶着でシールした真空断熱材に対して、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とする真空断熱材の製造方法。
【請求項2】
内面に熱溶着層を有するガスバリア性のラミネートフィルムからなる3方を熱溶着でシールした袋状の外被材に芯材を挿入し、減圧環境下で前記外被材の開口部を熱溶着した後、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とする真空断熱材の製造方法。
【請求項3】
熱溶着層同士が対向する2枚のガスバリア性のラミネートフィルムからなる外被材の間に芯材を配置し、減圧環境下で前記芯材を覆う2枚の前記外被材の外周部同士を熱溶着した後、常圧環境下で前記熱溶着部に囲まれた部分全体を加熱して、前記熱溶着部に囲まれ前記外被材の間に前記芯材がなく前記外被材同士が接触している部分のすべてを熱溶着することを特徴とする真空断熱材の製造方法。
【請求項4】
芯材は複数あり、略同一平面上に互いに離間して配置されることを特徴とする請求項1から3のいずれか一項に記載の真空断熱材の製造方法。
【請求項5】
芯材の形状は、3つ以上の角を有する多角形または略円形または略楕円形または3つ以上の角を有する多角形の少なくとも1つの角また辺を切り欠いた形状を有するもの及びそれらの形状に貫通孔が設けられた形状であることを特徴とする請求項1から4のいずれか一項に記載の真空断熱材の製造方法。
【請求項6】
熱溶着部に囲まれ外被材の間に芯材がなく外被材同士が接触している部分のすべてを熱溶着した後、切断部分と前記切断部分に近接する前記芯材との間に所定幅の熱溶着部が残るように前記外被材を切断して所望の真空断熱材を得ることを特徴とする請求項1から5のいずれか一項に記載の真空断熱材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】

【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】

【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2007−182998(P2007−182998A)
【公開日】平成19年7月19日(2007.7.19)
【国際特許分類】
【出願番号】特願2007−74211(P2007−74211)
【出願日】平成19年3月22日(2007.3.22)
【分割の表示】特願2003−26751(P2003−26751)の分割
【原出願日】平成15年2月4日(2003.2.4)
【出願人】(000004488)松下冷機株式会社 (25)
【Fターム(参考)】
【公開日】平成19年7月19日(2007.7.19)
【国際特許分類】
【出願日】平成19年3月22日(2007.3.22)
【分割の表示】特願2003−26751(P2003−26751)の分割
【原出願日】平成15年2月4日(2003.2.4)
【出願人】(000004488)松下冷機株式会社 (25)
【Fターム(参考)】
[ Back to top ]